钣金折弯质量控制
2020-11-21中车永济电机公司山西永济044502杨旭红田浩辰
■ 中车永济电机公司 (山西永济 044502) 杨旭红 冯 伟 田浩辰

钣金加工广泛应用于航空航天、汽车电子、铁路机车和工程机械等各领域。钣金折弯是大多数零部件成形的一道关键工序,折弯质量的好坏直接影响产品的最终形状与性能。
影响钣金折弯精度的因素有多种,如配件展开尺寸的准确性、模具选用及折弯顺序的合理性等,因此对钣金折弯精度的研究必须从这些因素逐一分析,研究如何控制折弯质量,才能达到折弯质量的全面提升。
1. 钣金展开尺寸计算
(1)配件弯曲半径设计 材料弯曲时,其圆角区外层受到拉伸,内层受到压缩。当材料厚度一定时,折弯内圆角越小,材料的拉伸和压缩比就越大,当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂纹或折断,因此,折弯件的结构设计应避免过小的弯曲圆角半径。
弯曲件的最小弯曲圆角半径与材料的力学性能、表面质量、硬化程度及纤维方向等因素有关。最小弯曲圆角半径只有在产品设计需要时才采用,一般情况下采用弯曲内圆角等于或略小于板料厚度。
(2)折弯系数计算 产品要保证准确的折弯尺寸,确定板料的展开长度是首要因素。由于折弯时板料外层受到拉伸变长,内层受到压缩变短,只有中性层的长度不变,在理论上中性层的长度就等于料长。而实际上同样厚度的板料,由于材质和硬度的不同,在折弯时硬度大的材料拉伸变形较小,中性层就靠外;硬度小的材料拉伸变形大,中性层就靠内,所以在计算展开料长时就需要折弯系数来补正。
除了板料材质以外,板料的厚度、折弯的角度以及模具形状等都对折弯系数有影响。由于受到上述多种因素的影响,折弯系数的计算比较困难。目前主要采用PRO/E等三维软件计算板料的折弯因子,其与折弯系数相一致。
下面详细介绍如何利用PRO/E三维软件计算板料的折弯因子。各参数如图1所示。

图1 板料折弯系数计算各相关参数示意
中性层系数K=δ/T,Y=K×(π/2),折弯区长度L=(πR+2YT)θ/180,经验系数a=L-2T。K={a-2T+2(R+T)tan〔(180-θ)×π/360〕}×180/〔(180-θ)πT〕-R/T。当θ=90°时,K=(2R+a)×180/(πTθ)-R/T。展开长度L=L1+L2+π(R+KT)(180-θ)/180-2(T+R)tan〔(180-θ)π/360〕。其中L1、L2为配件折弯尺寸,R为配件弯曲内圆半径,T为板材厚度。
2. 弯曲件孔边距离
预先加工好孔的毛坯料,在弯曲时如果孔位于弯曲变形区内,那么孔的形状在折弯后会拉伸变形,同时也会影响折弯后配件尺寸。为了避免孔位分布在折弯变形区内,一般应保证孔边距离b(折弯后外边至孔边的最近距离)≥3倍板厚。对于平行于弯曲线的椭圆形孔,为保证折弯精度和防止孔位变形,孔边距离一般应≥4倍板厚。
如果孔位必须分布在变形区内,则为了保证精度,一般采用先加工小孔,待折弯后再扩孔的方法达到要求,也可在折弯位置冲工艺孔或缺口来转移变形区。
3. 弯曲件直边高度
对于90°弯曲,为便于成形,工件直角边高度h≥2t(t为板厚)。如果设计需要弯曲件的直边高度h<2t,则首先要加大弯边高度,待弯曲成形后再加工到所需要的尺寸;或者在弯曲变形区内加工浅槽后再折弯。
对弯曲侧边带有斜角的弯曲件,即弯曲变形区域在斜线上时,由于斜线末端直线高度低,弯曲后工件会发生变形,因此弯曲侧边的最小高度应满足h>2t,否则应增加弯曲件直边高度或改变零件结构。
4. 弯曲件的弯曲方向
确定弯曲方向时,应尽量使毛坯的冲裁断裂带处于弯曲件的内侧,避免断裂带内的微裂纹在外侧拉应力的作用下扩展成裂口。如果受零件结构限制,必须正反面两个方向折弯时,则应尽量加大弯曲半径或采用其他工艺措施。
板料的各向异性对弯曲变形也有一定影响,特别是对塑性较差的材料,在许可情况下,应尽量使工件的弯曲线与板料纤维方向垂直,否则当弯曲线与纤维方向平行时,弯曲件外侧易形成裂纹。如果必须多方向弯曲时,则应使弯曲线与纤维方向成一定角度。
5. 弯曲件的回弹
弯曲件的回弹是指板料的塑性变形使弯曲件离开模具后,发生形状与尺寸改变的现象。回弹的程度通常用弯曲后工件的实际弯曲角与模具弯曲角的差值即回弹角的大小来表示。
影响回弹的因素包括材料的力学性能、相对弯曲半径、工件形状、模具间隙及弯曲时的压力等。由于影响回弹的因素较多,理论分析计算复杂,一般来讲,折弯件的内圆角半径与板厚之比越大,回弹就越大。弯曲件的回弹,目前主要是通过模具生产厂家设计模具时,采取一定的措施来减小回弹,比如下模预留回弹角,采用88°或86°的V形角度等,或折弯时增加校正压力来解决。
6. 钣金折弯模具上模的选择
(1)上模类型的选择 选用何种上模是由工件的形状决定的,因为折弯过程模具与工件之间不得干涉,例如在U形折弯时,应根据三边尺寸比例选择合适的上模。通常情况如果底边尺寸大于或等于另外两条直角边,可选框用上模;若底边小于其他两边,应选用鹅颈上模。为防止折弯时零件与模具干涉,造成零件变形或报废,可利用AMADA折弯机床显示屏对此配件进行模拟折弯,以检测模具是否适合该配件折弯成形。
(2)上模圆角半径R的选择 工件的外圆角半径主要由下模的V形槽宽度决定,而上模的圆角半径R也有一定的影响。上模的圆角半径R一般取与板厚相同或略小一些,在折硬铝等塑性较差的零件时,为防止断裂或产生裂纹,应选择圆角半径和V形槽尺寸较大的上下模,同时在配件折弯线两端设计止裂槽。
(3)上模尖端角度的选择 除了90°上模外,在折回弹量大的SUS不锈钢板、铝板或中厚板时,按照材料回弹的大小可选择86°、88°上模,同时应选择相同角度的下模与其相配。
7. 钣金折弯模具下模的选择
(1)下模V形槽宽度的选择 V形槽宽度的选择主要是根据板厚,V形槽宽度越大,所需折弯压力越小,一般情况下,较薄板料常取V=6t,其中V为下模V形槽宽度;t为板厚。普通下模V形槽宽度与板厚的选定见表1。
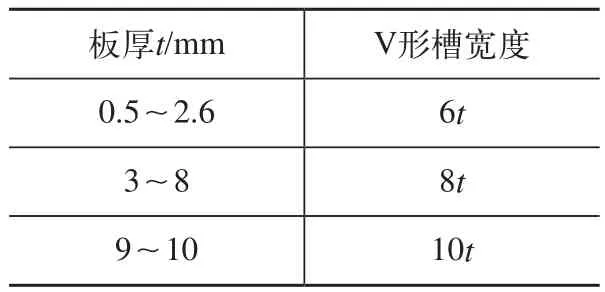
表1 普通下模V形槽宽度与板厚的选定
另外,还要考虑零件折弯尺寸。当尺寸较小时,若下模V形槽宽度较大,折弯时板料顶端无法与V形槽两肩同时接触受力,会滑入V形槽中,导致无法成形。
(2)下模形状的选择 下模一般分为单槽下模和双槽下模。单槽下模使用灵活方便,双槽下模稳定性较好,应根据实际情况来决定适用的下模。另外还有一些特殊形状的下模,例如段差模、压边拍平模以及折圆弧的弹性橡胶下模等。
(3)下模的V形槽角度V形槽按照角度分为直角下模和锐角下模,锐角下模常用的角度是30°和45°,直角下模常用的角度有88°和90°,标准下模角度为88°,其选择是根据材料的性质以及回弹量来确定的。当材料抗拉强度较大以及回弹量较大时,例如不锈钢或者较薄的板料,应选用88°下模;普通低碳钢和铜等较软的材料可选用90°下模。
影响回弹的因素分析如下。
1)与材料性质有关。在模具相同和材料厚度相同的条件下,回弹量大小比较为:SUS>Al>SPCC。
2)在模具相同和材料相同条件下,薄板回弹量>厚板回弹量。
3)相同材质折弯内圆弧半径R较大者,回弹量大。
4)折弯压力越大,回弹量越小。
8. 关于偏置折弯
在可行的情况下,工件应尽可能在机器中轴线对称放置进行折弯,这样操作比工件偏置折弯精度更高,而且可以避免由于偏载对机器的不利影响,如果确须偏置折弯,建议折弯吨位不超过总吨位的30%。
9. 折弯常见问题及解决措施
(1)折弯尺寸不符合图样要求 原因分析及解决措施见表2。

表2 折弯尺寸不符合图样要求的原因分析及解决措施
(2)折弯角度过大或过小 原因分析及解决措施见表3。

表3 折弯角度过大或过小的原因分析及解决措施
(3)折弯角度不一致 原因分析及解决措施见表4。
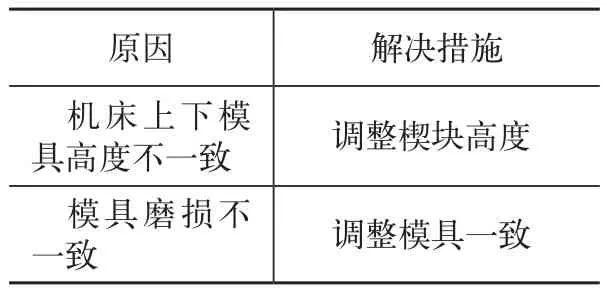
表4 折弯角度不一致的原因分析及解决措施
(4)折弯尺寸不一致 原因分析及解决措施见表5。

表5 折弯尺寸不一致的原因分析及解决措施
(5)零件加工中发生干涉,折弯成形不能全部完成 原因分析及解决措施见表6。

表6 零件加工中发生干涉的原因分析及解决措施
(6)板料弯角处有裂纹 原因分析及解决措施见表7。

表7 板料弯角处有裂纹的原因分析及解决措施
10. 结语
本文主要从折弯工艺的角度对钣金折弯过程及相关工艺参数进行了分析,着重对板料折弯过程中如何计算展开尺寸和折弯补偿值,如何合理选择模具、确定折弯力大小及折弯过程出现的常见问题给出了一定的解答,具有一定的借鉴意义。
专家点评
本文对钣金折弯过程中影响精度的客观因素和工艺参数进行分析,重点阐述了折弯常见问题及解决措施。在计算板材展开尺寸和折弯补偿值,以及确定折弯力大小方面发表了自己的经验和看法。
文章结构合理,实用性强,针对多样化钣金件折弯成形中存在的问题进行深入研究,提出合理的解决方案,并以此总结经验,具有很好的指导作用。