某型撑中定位组件中芯轴的加工工艺优化
2020-11-20樊文宗


摘要:撑中定位组件是汽车零件生产线上自动焊接夹具、检具的核心部件(高精密定位保证机构),客户自己加工的三项关键件的单件尺寸得不到保证,互换性差,对装配调试造成很大影响,甚至直接报废,本文主要以芯轴的加工为课题,从工艺、工装夹具等方面开展了分析和研究,经加工验证, 采用该加工方案可大大降低零件的废品率, 能够有效保证零件的加工精度和互换性, 并取得了良好的效果。
关键词:撑中定位组件,芯轴,工艺改进,工装设计
0 引 言
我公司承担了某型焊接夹具撑中定位组件的三项关键件的半成品完善加工的生产任务。该组件结构复杂,加工难度大,需研制一整套的芯轴、花瓣、骨架工装才能保证零件加工装配后其功能的实现。又因客户提供的半成品先天不足,问题较多,如芯轴、花瓣、骨架,没有互换性,没有任何基准,连唯一的一个精度孔Φ10H7也未保证,这样给工装的研制又带来非常大的困难。本文以研制芯轴的工装为出发点, 分析总结芯轴的加工方法,改进其加工工艺, 从而提高零件的制造精度,保证产品质量。
1 技术分析及提出问题
如图1,撑中定位组件要求90°均分的四个花瓣在芯轴T型锥度槽内自由滑动,同时保证四花瓣在同一水平位置且在同一精度外圆上,并与骨架的四方孔位置度和四关键件配合要求相当严。而客户的图纸设计并未对主要件形位公差提出要求,加工工艺也未做保障,并且在加工过程中连唯一的精度孔也未保证。客户在加工最后一道工序线切割时均造成100﹪的废品。据分析,存在以下问题:
(1)对方提供的半成品先天不足,问题较多。
(2)图纸设计有缺陷,未对关键件提出形状及位置公差要求。
(3)加工工艺也未根据装配要达到的效果来提高精度做保障,连唯一的一个精度孔Φ10H7也未保证。
(4)关键件--芯轴、花瓣、骨架,没有互换性,没有任何基准,在没有特殊手段的情况下加工,会造成100﹪的废品。
2 确定工艺
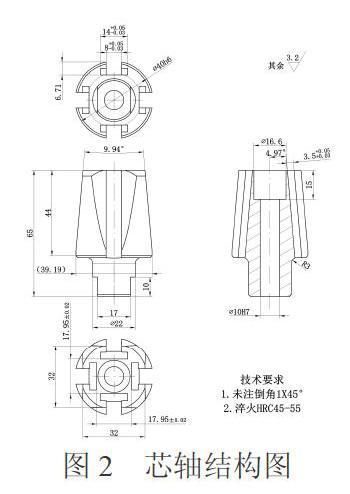
基于以上分析和研究, 为避免零件尺寸不稳定而造成废品, 决定采用一种新的装夹方法,重新加工,通过新工艺和工装来控制零件的精度。首先在加工芯轴的过程中保证其中心Φ10H7孔的精度,严格按公差要求来做,这样才能保证互换性。后序利用Φ10H7孔作为基准,通过转动芯轴加工4处T型槽,转动时保证Φ10H7孔与设备上的定位基准的相对位置保持不变,且要求在360°方向转动4次时是始终保证以Φ10H7孔中心为圆心的四等分。生产中采用这种方案加工可以有效保证零件的互换性和精度,可以取得较好的效果。
3 工装设计
如图3 所示,芯轴的工装由底板、四方定位块、定位销、压板、挡销和压紧螺栓组成。将芯轴穿入定位销中,利用Φ10H7孔做定位,再通过定位销紧固在四方定位块上,然后将四方定位块放在带有4.97°斜面的底板上,靠3处挡销确定位置,用压板压紧,通过重复旋转四方定位块依次切割出4处T型槽。
以上工装的优点是:(1)采用定位销以中心定位,避免了芯轴外形尺寸不稳定引起的誤差;(2)统一装夹基准, 采用了四方定位块,尽可能的减小了重新装夹的误差,有效保证零件在批量生产时的互换性;(3)工装结构简单,易加工,易操作。
对工装的技术要求是:(1)定位销的定位部分按Φ10g6加工,同时要尽可能保证M8的螺纹与Φ10h6的同心度;(2)四方定位块为核心件,其中心是深3mm的Φ10H7孔及M8螺纹孔,在加工时要求Φ10H7孔及M8的同心度,同时要求Φ10H7孔与外形四边的对称度,以及本身外形六面的平行度和垂直度;(3)
底板的4.97°斜面以及3处挡销孔要求在加工时保证精度。
4 实施效果验证
经过前期的试加工验证后, 后续进行了小批量的生产和跟踪,并对检测结果进行分析和计算, 各项尺寸均满足产品要求。工装制作的投入较小,但是产品的产出量有保证,同时缩短了工期,能够保质保量完成任务,大幅度降低了废品率,合格率达98%以上,符合批量生产要求,客户的满意度也大大提高,为今后的合作拓展了市场。
5 结语
针对某型撑中定位组件中芯轴的研制,从工艺、工装夹具等方面开展了分析和研究,使其产品质量达到一次性满足使用功能的要求,我们在单位没有类似加工经验的情况下,克服了许多不利因素,使其任务高效、优质完成,同时为单位在类似系列产品的加工方面奠定了基础,积累了宝贵的经验,具有很高的应用价值。
参考文献:
[1]梁炳文.机械加工工艺与窍门精选[M].机械工业出版社,2004.
[2]李洪.机械加工技术手册[M].北京出版社,1991.
[3]蔡兰.机械零件工艺性手册[M].机械工业出版社,2006.
[4]殷国富, 徐雷, 等.机床夹具设计手册[M].机械工业出版社,2004.
[5]赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,2006.
[6]蔡光起.机械制造工艺学[M].沈阳:东北大学出版社,1994.
[7]张玉,李文敏.互换性与测量技术基础[M].沈阳:东北大学出版社,1994.
作者简介:
樊文宗(出生年月:1989.11.3),男,籍贯山西左云,毕业于太原科技大学华科学院,大学本科,学士学位,就职于山西大众电子信息产业集团有限公司工模具分公司,从事技术工作,助理工程师。
