影响长度测量准确度因素的分析
2020-11-18刘俊汉
刘俊汉
(重庆赛宝工业技术研究院 重庆 401332)
1 前言
人们通过测量得到被测对象的测量结果,但因测量不可避免地会引入误差,所以测得值只能在一定程度上近似它的真值。 误差越小,测量的准确度越高,对于测量人员而言,测量精度的控制十分重要,测量人员应该主动关注误差的大小,并分析误差来源,采取相应的方法,尽可能地减小测量时产生的误差[1]。
2 影响长度测量准确度的因素
在长度计量中必须遵守几项基本原则,其中最重要的就是阿贝原则,即被测对象与测量标准器之间相对位置的原则:测量时被测对象的轴线与标准器轴线相重合或者在其延长线上,称为阿贝原则[2]。
用卡尺测量物体时,卡尺的测量轴线是尺身滑动的位置,而被测轴线是卡尺两量爪之间的距离(图1),卡尺的测量方式不符合阿贝原则,它的测量轴线与被测轴线是相互平行的,由于卡尺尺身与标尺的匹配存在缝隙,在测量过程中就会使卡尺的测量轴线与被测轴线产生一定的角度,所产生的误差就叫阿贝误差[3]。

图1 测量卡尺
在实际测量时,被测物体的实际长度为l(图2),由于不符合阿贝原则而使测量时被测轴线与测量轴线产生的一定的角度,导致产生了阿贝误差ΔL,

其中,φ 为弧度值。 根据公式可以看出,测量越长的物体,所产生的阿贝误差就越大,使用不符合阿贝原则的测量仪器来进行测量时,为了减小阿贝误差对测量结果的影响,首先要检测仪器本身的状态是否满足测量要求,在测量时尽量使测量轴线与被测轴线平行,在与被测物体相接触时,让测量面尽量与被测物体相贴合,轻微地在其上下左右晃动,找到一个转折点的值作为测量结果。
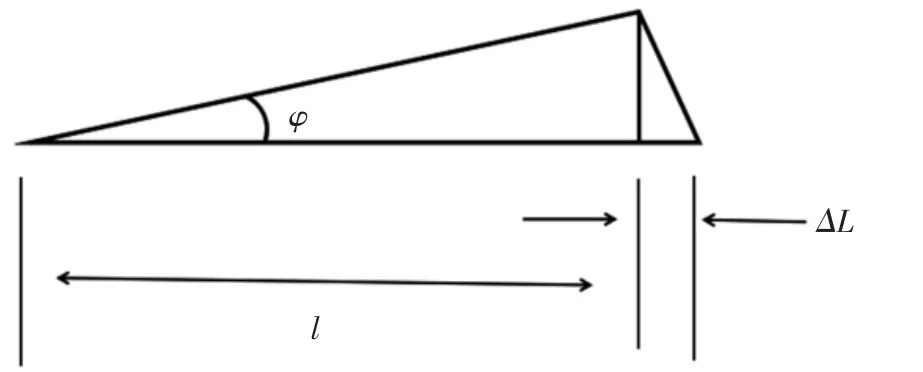
图2 被测物体
除了测量原理引入的误差,测量时的接触定位方式也是误差的来源之一,接触测量时,不同的被测对象应该选择不同的测头或测帽。 为了减少接触方式不正确带来的测量误差,在选择测量头时,应尽可能使测量头与被测件成点接触,详见图3。
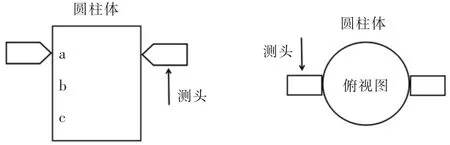
图3 接触定位方式
如图3 所示,圆柱形工件采用刀口测头进行测量,刀口测头与圆柱体形成了2 个接触点,这样可以在圆柱的a、b、c 3 个点进行测量,从而可以准确得到这个圆柱体每个截面的具体大小,避免了由圆柱体上下端的大小不一致所引入的误差。 按照这种选择测头的方法,在测量平面时,应该选择球面测头进行测量,在测量球面的时候,则最好选用平面测头。
在接触测量时,接触时的测量力大小也会对被测物体的形变产生影响,因此在保证测量重复性要求的基础上,尽量减小测量力,尽可能采用非接触光学干涉法、光电瞄准装置或片簧结构装置。在用比较法测量时,测量力保持恒定,用重锤形式比弹簧形式更优越[4]。 寻找合适的方法,使选择的标准器材料与被测件相同,其材料的弹性形变也相同,可消除或减少测量结果的接触变形误差。工件装夹固定时,尽量减少装夹变形。
在精密测量中,温度也是影响长度测量的重要因素,任何物体都有热膨胀系数,热膨胀系数的大小决定了物体受温度影响的大小[5],常见金属的热膨胀系数详见表1。
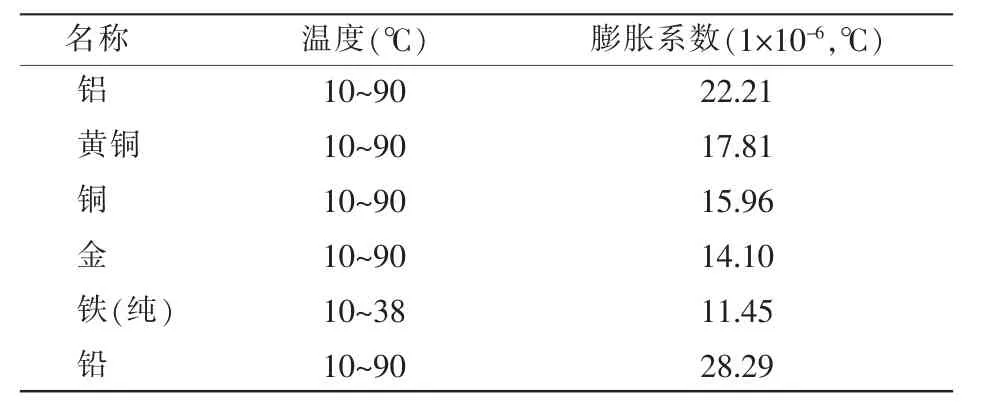
表1 常见金属的线膨胀系数
在测量时由标准器温度和膨胀系数与被测件的温度和膨胀系数不一致引起的测量误差为:

其中,ΔL 为温度引起的测量误差;L 为测量长度;α1、T1为标准器的膨胀系数和温度;α2、T2为被测件的膨胀系数和温度。
当标准器和被测件的温度达到平衡时,可以简化为公式(3):

所以在测量时,标准器与被测物体在测量前需在标准温度下进行等温,根据标准器和被测物体的材质和偏离标准温度的程度来评估等温时间,并且在等温时环境温度的变化应尽量小[6],等温时尽量将标准器和被测物体置于导热较好的平板上,如通用卡尺在平板上的恒温时间为1~2 h,千分尺在平板上的恒温时间为2~5 h,测量精度越高需要平衡温度的时间越长,在测量时也应该戴上手套避免由测量人员的呼吸和体温所造成的误差。 在高精度测量中偏离标准温度20℃时应该给予温度补偿,在用量块校准三坐标测量机时,环境平衡温度是21℃,根据钢制量块的热膨胀系数来算,标称值1 000 mm 的量块,实际的长度增加了11.5 μm,在实际测量过程中,还应控制温度的波动,每小时温度变化应小于0.5℃。
3 结语
随着科技的发展和生产工艺要求的不断提高,为了使检测的数据更为准确,就要求测量人员充分理解检测的各个环节,从原理到方法再到环境进行准确的评估,综合分析每个环节对检测数据的影响,把各方面条件控制在一个合理的范围内,本文针对影响长度测量的几个方面进行了分析,对误差的控制有参考的作用。
