磁力泵退磁原因及改进措施
2020-11-17田一宏丛光滋逯柏双
田一宏,丛光滋,逯柏双
(1.中国石油吉林石化公司,吉林吉林 132000;2.中国石油宁夏石化公司,宁夏银川 750000)
0 引言
目前,我国十分注重环保问题,部分生产企业开始应用磁力泵。磁力泵安装后展开调试工作时,经常出现退磁情况,将其拆下后滑动轴承位置磨损程度较为严重,多次调整更换,退磁情况依然频繁发生,影响企业生产。
1 磁力泵结构与原理
1.1 整体结构
磁力泵整体结构中主要组成有泵、电机以及磁力耦合器,其中,磁力耦合器属于关键部件,涵盖隔离套、内外磁转子等零件,能够对磁力泵稳定性、可靠性造成影响[1]。
1.2 工作原理
磁力泵也可以称之为磁力驱动泵,主要原理是现代磁力学。通过磁铁吸住含铁物质,或者磁体在磁性核心中具备磁力的效果,集制造、材料以及传动等3 种技术于一身。当电机与外磁转子、联轴器相互连接时,内磁转子与叶轮就会相互连接,从而在内外磁转子间形成封闭隔离套。隔离套又牢牢拴在泵盖之中,可以彻底分隔内磁转子与外磁转子,促使输送物质通过封闭形式传到磁力泵中,不会发生泄漏等情况。当磁力泵启动后,电动力驱动外磁转子旋转,然后与内磁转子之间产生吸引与排斥,驱动内磁转子与外磁转子共同旋转,推动泵轴随之旋转,实现输送载体的任务。磁力泵不仅彻底解决传统泵外泄问题,还能够降低有毒有害、易燃易爆等载体因外泄造成事故的概率[2]。
1.3 磁力泵特点
(1)安装与拆除过程十分简单,在任意地方都可随时更换部件,也无需在修理与维护过程中耗费大量成本与人力。有效减轻相关人员工作量,大量减少应用成本。
(2)在材料与设计两方面有着严格标准,在其他方面对技术工艺要求很低。
(3)在输送载体过程中会提供过载保护。
(4)因驱动轴承无需贯穿磁力泵外壳,仅通过磁场就能够驱动内磁转子,在真正意义上实现输送通道完全封闭。
(5)选用非金属类型隔离套,实际厚度约为8 mm 以下,选用金属类型隔离套,实际厚度约为5 mm 以下,但因内壁较厚,不会在磁力泵运转过程中被击穿或磨穿。
2 磁力泵退磁主要原因
2.1 操作流程问题
磁力泵属于全新技术与设施,在应用过程中对技术要求较高。出现退磁情况后,为避免在企业操作与流程方面出现问题,应该先行排查操作与流程实际情况。排查内容有6 个部分。
(1)针对磁力泵出入口管线进行排查,确保流程方面没有问题。
(2)针对过滤装置进行排查,确保其中不存有任何杂物。
(3)针对磁力泵展开灌泵与排空,确保磁力泵中不存有多余空气。
(4)针对辅料储罐内液体高度进行排查,确保其中液体高度在正常范围内。
(5)针对工作人员操作进行排查,确保操作过程中没有任何失误。
(6)针对磁力泵维护人员操作进行排查,确保维护过程中遵守相关标准。
2.2 设计结构问题
在彻底排查以上6 方面后,就需针对磁力泵结构展开全面分析。滑动轴承在磁力泵输送载体时起到冷却作用,因此需要确保载体流量,使其为隔离套与滑动轴承间隙、推力环与转轴间摩擦进行有效冷却润滑。如果滑动轴承间仅具有一个回流孔,泵轴与回流孔之间也不相互连通,就会导致冷却润滑作用有所下降,无法彻底清除其中热量,也无法保持液体摩擦良好状态。最终导致滑动轴承出现抱轴,在此过程中外磁转子依然会持续形成热量。当内磁转子处于极限温度以内时,传递效果降低,可以改良,但如果处于极限温度以外就无法进行改良。即便其在停运过程中得到冷却,已经降低的传递效果无法恢复到最初状态,最终导致内磁转子磁性效果逐渐消失,促使磁力泵发生退磁。
2.3 载体性质问题
如果磁力泵中输送载体为易挥发性质,在内部温度上升时就会发生汽化。但内磁转子与隔离套都会在运转之中形成较高温度,两者间区域也会因处于漩涡位置形成热量,导致磁力泵内部温度直线上升。若磁力泵在结构设计方面存有问题,会影响冷却效果。此时当载体被输送至磁力泵之中时,就会因高温形成汽化反应,最终导致载体开始逐渐变成气体,对磁力泵运转造成严重影响。除此之外,如果磁力泵中输送载体得到的静压较低,就会促使汽化温度下降,引发汽蚀情况,导致载体输送被终止,最终磁力泵轴承就会因干摩擦出现烧毁与抱轴。虽然磁力泵运转过程中叶轮压力有所不同,但会因离心力效果导致磁力泵入口位置静压极低。当静压比蒸汽压还低时,载体就会形成汽蚀情况。在磁力泵与汽蚀载体相互接触时,因汽蚀实际规模不大,不会对磁力泵运转造成显著影响。在性能方面也不会出现较大反应,但如果载体汽蚀情况扩大至一定规模后,就会在磁力泵内部形成大量汽泡,将整个输送路径完全堵死。这样会导致磁力泵内部载体流动情况被暂停,促使泵内因载体停止流动形成干摩擦反应。当磁力泵因结构设计导致冷却效果不够理想时,就会导致隔离套温度过高造成损坏,随之增加载体与内磁转子实际温度。
3 磁力泵退磁改进措施
3.1 改进思路
在改进磁力泵退磁情况时,主要是改进磁力泵在润滑方面的冷却情况,预防摩擦液不会出现汽化情况形成干摩擦。但又需要考量磁力泵输送载体含有汽化与易挥发物质,这就可以按照能量守恒定义,全面减少输送载体速度,并通过增加静压加强载体汽化程度,从而有效预防载体在温度过高产生汽化。按照这种改进思路,就可以针对磁力泵叶轮与轴承位置展开全面改进。
3.2 改进措施
(1)需要把磁力泵轴承从半空心变成全空心,并彻底钻开回流孔将其变成通孔,从而有效增加载体冷却润滑实际流量。泵轴改进前后结构如图1 所示。
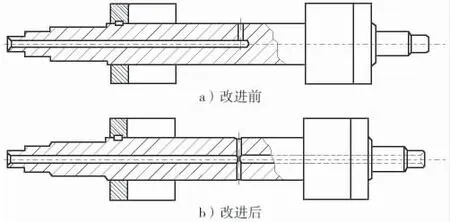
图1 泵轴改进前后结构
(2)需要在安装过程中确保螺旋槽旋转方向相互吻合。螺旋槽作用是为载体起到冲洗与润滑作用,因此对于螺旋槽旋转方向需要重要表示清楚,这样载体在其中流动情况就会更加顺畅。在其高速旋转过程中还会将部分热量旋走,从而加强轴承与推力环冷却润滑实际作用,促使摩擦过程中产生一层液体保护膜。
(3)需要针对叶轮部分展开切割工作,但一定要确保叶轮效率不会因切割而发生变化,切割叶轮不仅能够降低流体流动速度,还能够通过静止压力全面加强载体的汽化程度,提高汽化作用。与此同时,还需扩展磁力泵操作规模,降低在操作过程中工艺对磁力泵造成的振动影响。
(4)需要在磁力泵中装设保护装置。在磁力泵运行过程中,一旦零件出现过载问题,或当内磁转子被卡在抱轴之中,保护装置可以使其自动脱落,为磁力泵提供全面保护[3]。
4 磁力泵运转注意内容
若想在根源上解决磁力泵退磁问题,除需要对其进行全面改进外,还需在运转过程中注意以下内容。
(1)在磁力泵开始运转之前,一定要做好灌泵操作,保证磁力泵内不存有任何空气或气体。
(2)磁力泵轴承需要通过输送载体起到冷却润滑作用,因此,一定要确保磁力泵不会出现空转情况,或全部清除所有载体,否则会导致轴承部分因干摩擦出现故障,或导致磁力泵内部温度突然大幅上升,促使内磁转子形成退磁。
(3)如果输送载体中蕴含颗粒状物质,一定要在磁力泵入口位置添加过滤网,避免过多杂物误入磁力泵中。
(4)转子、曲轴等零件磁性较强,因此在安装与拆除过程中,需要全面考量磁力规模。否则就会对周围电子设施造成影响,因此,一定要确保远离电子设施,再进行安装与拆除操作。
(5)在磁力泵运转过程中不能用任何物品触碰外磁转子,避免损坏,引发其他问题。
(6)不可以在磁力泵运转阶段关闭出口阀门,否则会导致轴承与磁钢等部位遭到损害。如果出口阀门被关闭后磁力泵依然在正常运转,一定要将此时间掌控在2 min 内,否则会引发退磁问题。
(7)不可以利用磁力泵入口管线阀门控制载体流量,否则会出现汽蚀。
(8)当磁力泵持续运转一定时间后,需要适当停止运转。确认轴承与推力环磨损不严重后,将其拆下,检查内部部件情况。若其中部件已经出现一些小问题,可立即更换新部件。
企业应用磁力泵时,一定要全面落实以上内容,确保磁力泵正常发挥自身价值,有效提升企业经济效益[4]。
5 结束语
企业应用磁力泵后,如果频繁出现退磁情况,会导致磁力泵无法正常运转,增加维修成本与工作量,影响企业正常生产。对此,企业应强化对磁力泵的了解,探索磁力泵结构与原理。在出现退磁情况后全面分析主要原因,只有明确原因后才可以制定改进措施。通过本文措施可以有效避免磁力泵出现退磁情况,确保磁力泵正常运转,有效推动生产企业整体发展。
