液化气C4组分异构化研究及应用
2020-11-13郭振翔马洪杰李得禄高海霞冶雅婷张庆旭
郭振翔,马洪杰,李得禄,高海霞,冶雅婷,张庆旭
(青海油田格尔木炼油厂,青海 格尔木 816000)
在我国降低汽油中烯烃含量是提高油品质量的一条重要途径,但对高标号汽油来说会造成油品密度偏高。目前我国清洁汽油调和中缺少一种低烯烃、低硫含量和低密度的调和组分,异丁烯生产的MTBE符合这种要求。MTBE是较好的清洁汽油调和组分,在烷基化技术没有大的突破前提下,正丁烯异构化制异丁烯生产MTBE方案是生产清洁汽油的理想选择。
我国MTBE的生产完全利用自行研究开发的技术发展起来,到目前为止,我国已建成上百家MTBE工业生产装置,最大规模400 kt,另外我国具有丰富的油田资源,建立规模较大的MTBE装置,可以满足高辛烷值的汽油需求,而且充分利用C4资源。丁烯异构化生成异丁烯是生产MTBE的重要步骤,尤其在我国具有丰富的C4资源,正丁烯异构化反应有非常广泛的应用前景。本文介绍液体气C4组分异构化研究及应用。
1 C4异构化应用研究
1.1 背 景
汽油醚化装置采用美国CDTECH公司的专利技术,包含催化蒸馏加氢技术、催化蒸馏醚化技术、催化蒸馏脱硫技术以及异构化技术,将低附加值甲醇转化为高附加值汽油。汽油加氢醚化装置异构化反应器于2009年11月建成投产,采用CDTECH专利技术,对醚化单元C5抽余油进行异构化反应,将非活性烯烃异构为活性烯烃,提高汽油中活性烯烃含量,达到提高轻汽油辛烷值目的。由于轻汽油在醚化单元反应完全,C5抽余油中烯烃含量少,异构化反应器转化的活性烯烃含量少,对轻汽油辛烷值提高影响不大,停运异构化单元。
实际生产过程中,MTBE装置加工的剩余C4中含有大量非活性C4烯烃,该部分烯烃随着液化气产品进行销售,对于液化气中的C4造成浪费。车间提出将MTBE装置剩余C4引入汽油加氢醚化装置异构化反应器进行异构化反应,将剩余C4中的非活性烯烃转化为活性烯烃,再将异构化产物送至MTBE装置原料缓冲罐中作为MTBE装置原料进行反应。通过调研后得出,异构化反应器催化剂对剩余C4中的非活性烯烃转化率可达30%,异构化产物与进料对比异丁烯含量上升约3%,可有效提高MTBE装置产品产量。
1.2 国内异构化技术开发及应用
国内异构化装置起步较晚,目前主要技术有中国石油化工股份有限公司石油化工科学研究院开发的RISO异构化技术和金陵石化等联合开发的NNI-1异构化技术。RISO异构化技术采用金属Pt负载于氢型丝光沸石制成的中温型催化剂,主要工艺过程包括一次性通过工艺和正构烷烃循环工艺。NNI-1异构化技术采用Pd/分子筛中温型催化剂,主要工艺过程包括一次性通过工艺和正构烷烃循环工艺。
1.3 格尔木炼油厂C4异构化
青海油田格尔木炼油厂MTBE装置生产MTBE产品后,剩余C4液化气中仍含有未转化的非活性烯烃,通过数据分析,此部分非活性烯烃为正烯烃和反烯烃,随着液化气出厂销售,造成烯烃浪费。汽油加氢醚化装置异构化单元由于进料性质与设计值偏差较大,异构化单元未投用。为使剩余C4中的烯烃和闲置设备、设施得到有效利用,车间提出将MTBE装置剩余C4液化气引至异构化反应器进行加工,提高MTBE产量。
2 丁烯异构化
丁烯在沸石催化剂作用下发生异构化反应,生成C4烯烃(正丁烯和异丁烯)。异构化反应为高温气相放热反应,副产物主要是烯烃。较大分子量的烯烃裂化导致催化剂积炭,催化剂必须再生,除去积炭。
异构化反应机理为:
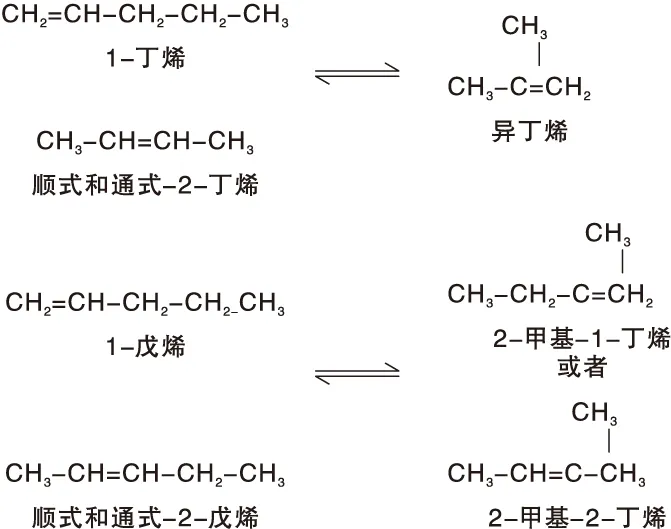
针对青海油田格尔木炼油厂生产现状,采用已有流程,对现有装置不做任何改动,原料不作脱轻组分和净化等处理,异构产物不作脱重组分处理,原料中甲醇含量通过MTBE装置水洗塔进行调节。
MTBE剩余C4改造流程如图1所示。
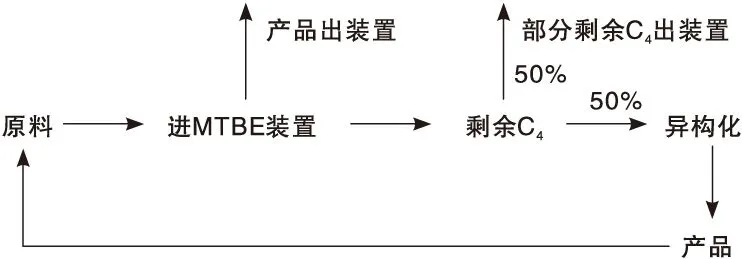
图1 MTBE剩余C4改造流程Figure 1 Reconstruction process for MTBE remaining C4
3 剩余C4改造前后对比
3.1 改造前MTBE装置运行情况
MTBE装置改造前,液化气进入装置进行加工,生成MTBE产品进行销售,未反应完的液化气作为产品进行销售。汽油加氢醚化装置异构化反应器处于停运状态。
液化气剩余C4产品中φ(丙烷)=1.04%,φ(丙烯)=0.41%,φ(正丁烷)=14.34%,φ(异丁烷)=53.29%,φ(正丁烯)=11.98%,φ(异丁烯)=0.12%,φ(顺丁烯)=6.70%,φ(反丁烯)=11.94%,φ(C5及C5以上)=0.18%。
异构化投用前MTBE产量如表1所示。由表1可以看出,液化气C4组分异构化投用前,MTBE装置加工量平均5007.25 t,MTBE产量1 581.75 t,收率27.70%。

表1 异构化投用前MTBE产量Table 1 MTBE yield before isomerization unit was applied
3.2 改造后MTBE装置运行情况
异构化投用后MTBE产量如表2所示。

表2 异构化投用后MTBE产量Table 2 MTBE output after isomerization unit was applied
由表2可以看出,液化气C4组分异构化项目于2019年5月投用后,MTBE收率明显上升,与前4个月数据对比,至2019年10月,MTBE装置平均加工量由5 007.25 t提高至5 361.33 t,MTBE平均产量由1 581.75 t提高至2 765.33 t,MTBE平均收率由27.70%提高至49.00%。
4 结 论
(1) 液化气C4组分异构化技术可有效提高MTBE产量,增加高辛烷值汽油产量,是优良汽油调和组分。
(2) 通过对汽油加氢醚化装置工艺流程和MTBE装置流程优化,有效开展了C4异构化项目,对两套装置流程的合理应用达到了简化工艺流程和降低改造费用的双赢局面。
(3) 液化气C4组分异构化项目投产后解决了液化气剩余C4中烯烃浪费问题。
(4) 合理利用了闲置的异构化反应器,避免了设备和设施的浪费。
