玻璃质量在线视觉检测系统光源的设计探索
2020-11-10张坤
张坤
摘要:在玻璃生产过程中,为了自动检测玻璃质量,通常会以机器视觉法检测生产线中的玻璃缺陷。图像采集是视觉检测过程中的重要环节,而此环节中的差异化光照方式会对图像采集质量产生很大影响,为了保证玻璃检测效果,防止检测环节受到不良光照效果的影响,需要在玻璃质量在线视觉检测系统当中对光源实现优化设计,确保视觉检测系统可对玻璃多种裂痕实现充分识别。为此,本文结合光源在在线视觉检测系统中的作用,深入探索玻璃质量在线视觉检测系统光源的设计。
关键词:玻璃质量;在线视觉检测系统;光源
中图分类号:TP391.41 文献标识码:A
1 前言
通过在线视觉检测系统检测玻璃质量,需要对玻璃图像进行拍摄,而光源系统会对图像中呈现的玻璃合格部分及缺陷部分产生直接影响。为了有效提升玻璃质量检测水平,有必要对玻璃质量在线视觉检测系统进行光源设计,在优质光源系统支持下,摄取符合拍摄要求的优质玻璃图像,实现多种类型玻璃裂痕的全面、准确检测。
2 光源在在线视觉检测系统中的作用
玻璃生产过程中,在线检测系统实际监测水平会直接影响玻璃产品最终生产质量,而将机器视觉检测系统应用到玻璃生产线当中,不仅有助于解放人力,还可提升检测准确性,属于一种安全、可靠、无接触、无损伤的检测方法,非常適合应用在环境相对恶劣或者复杂的生产现场。[1]在线视觉检测系统设置的工业接口属于通用性质,因此可移植、可通用。此系统通过摄像机拍摄图片替代人眼识别,可通过合理、精准的参数设计,自动、高效、精准地实现监测,同时进行科学分析。玻璃材质相对特殊,因此需要拍摄条件满足更多需求,那么图像采集系统应用中要获得优质玻璃图片,需要重点进行光源系统设计,促使视觉检测系统在运行中最大限度提升检测准确率。正常情况下,既有所用光源系统已经设置好的照明方式可以满足图片拍摄要求,且能够比较明晰地呈现出玻璃气泡、裂痕、杂质等缺陷。[2]拍摄过程中会受到受力方位、深度等因素影响,使裂痕在照片中表现出不一样的形态。不同的光源系统以及所使用的差异化照明方式,会对裂痕成像质量产生直接影响,所以需要在对玻璃质量实现在线视觉检测过程中,对相关检测系统充分做好光源设计。
3 玻璃质量在线视觉检测系统光源的设计
本文基于玻璃生产线速度、镜头现场、摄像机扫描频率等相关参数,仿真生产线建立玻璃质量检测系统,通过设置差异化实验条件,对各自条件下生产线玻璃状况进行图片拍摄,经后续处理与自动分析,最终得到多种差异化检测结果[3]。经实验证明,文中基于各项参数模拟构建的玻璃生产线检测系统和所设置的光照方式,都可以满足玻璃质量检测要求。
3.1 检验系统设计
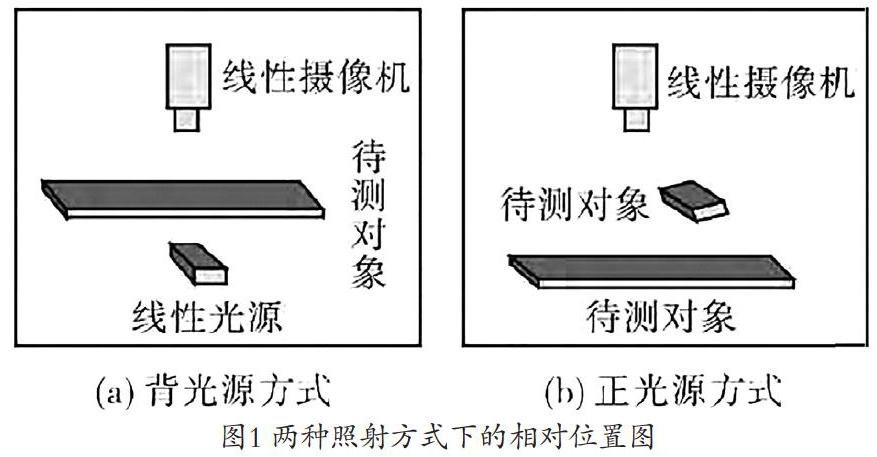
基于不同的光源、视觉摄像机还有玻璃三者的相对位置,区别呈现出两种差异化照明方式,一种是正光源方式,另一种是背光源方式。在第一种方式下,摄像机、光源以及玻璃同在一侧;在第二种方式下,玻璃居于中间,摄像机和光源分别分布在其两侧。[4]具体位置可见图1。
3.1.1 正光源方式下的测试分析
在此方式下,需要先适当调整光源以及摄像机之间的相对角度,同步实现差异化参数设置。基于玻璃材质具备的特殊性,此方式下很容易出现局部不清晰或是反光情况。比如,在拍摄玻璃图像的过程中出现反光情况,可能会导致部分缺陷图像丢失,即便后续经过处理也不能改良图片质量,也就不能对相应部分的裂痕实现有效检测,在这种情况下会导致出现漏检问题。之后,研究当中一定程度的调低光源亮度,这可对上面的问题加以改善,不过所摄取的图片中整体灰度值没有发生较大变化,依旧不能对玻璃裂痕进行清晰的区分。这类图片在后期处理期间,有可能误将非缺陷显示误提取为缺陷,进而引发误检,将无缺陷产品列入废品类型,造成资源浪费,且会增加生产成本。
3.1.2 在线视觉检测系统设计
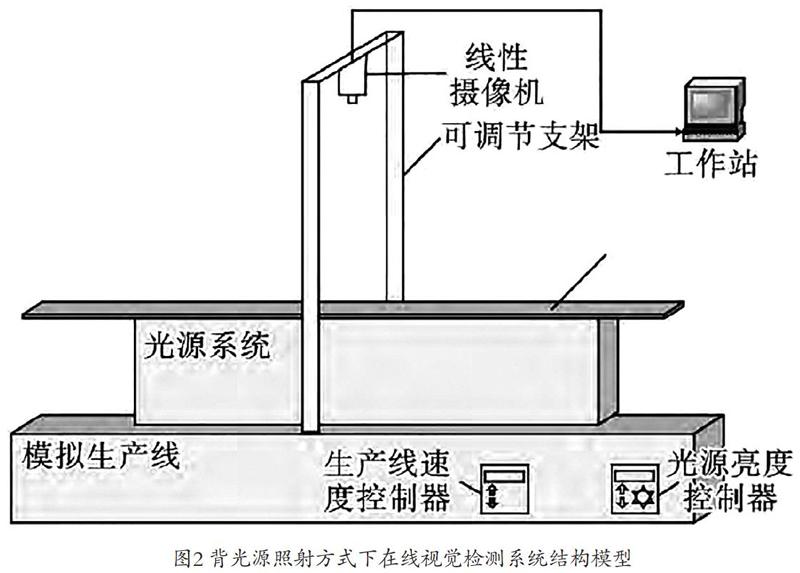
根据3.1.1的分析,对玻璃进行在线视觉检测过程中,更适合通过背光源方式拍摄玻璃图片。为此,文章重点基于背光源方式进行一系列设计及研究。在背光源条件下,所设计系统可见图2,整体系统结构包括了采集系统、处理系统,而采集系统又涵盖了光源系统、工业摄像系统还有模拟生产线。
3.2 背光源照射方式下的设备参数
在背光源照射条件下对光源照度进行适当调整,在对玻璃表面进行测试期间,将光源照度调整至6 600~6 800 lx区间,此时可获得最佳拍摄效果。所以,光源照射度调整这一区间内固定不变,同步对摄像机作出一定调整,使光源与玻璃在多种差异化角度下实现研究试验与分析。在此实验测试环节,玻璃生产线始终匀速,系统所设线性扫描摄像机始终维持相同行频。在实验过程中,为了防止光源波长对图像质量产生影响,所设计的光源系统需要对光源波段进行合理化选择,以确保图像传感器具备良好的响应效果。结合线性摄像机当中CCD传感器涉及的光谱响应情况,可发现波长保持在630~760nm区间内时传感器响应值比较高,且有良好的稳定性,因此,光源系统将光源波长区间设计在630~770nm区间。[5]
3.3 背光源照射方式下的相对位置角度
在背光源照射方式下,光源系统中的玻璃、摄像机和光源相对角度主要可以保持三种位置关系。为此,本文针对两种裂痕拍摄质量,对这三种位置关系加以对比并分析,选出和生产线实践要求最相符的光源系统。本研究使裂痕深度、玻璃截面保持差异化相对位置,进而将玻璃裂痕分成两种类型:①玻璃切割面和裂痕深度两方向不平衡且保持任意角度;②玻璃切割面和裂痕深度保持平行方向。根据有关理论和实践,分别列出三种差异化位置关系,分析各关系下两裂痕所摄图片受到怎样的影响,经后续处理,对缺陷尺寸加以计算,对缺陷位置加以分析。
1.第一种位置关系
在这一位置关系中,摄像机和光源保持于同一直线当中,并且此直线垂直于玻璃生产线,基于理论计算,设计摄像机和玻璃生产线物距保持在25cm。
在这种位置关系下,对第①种裂痕进行图像拍摄,并对所摄图像进行处理。通过分析,可发现图像中玻璃缺陷位置反映出来的光吸收、光折射和合格位置显著不同。在原图观察中,可明晰地对裂痕加以辨别,同时结合深度投影可了解裂痕深度。针对玻璃中出现的波纹圈状裂痕,因为它的裂痕深度和玻璃切割面两者方向不处于同一直线,且和玻璃切割面保持垂直,所以在光线照射时会受到光线变化和缺陷部分遮挡影响,呈现出较大的成像面积,图像清晰容易分辨。[6]在对所拍摄图片进行后期处理之后,能够比较精准地对缺陷位置进行提取,并对缺陷大小进行准确计算。
在这种位置关系下,对第②种裂痕进行图像拍摄,这期间光线与玻璃截面呈90°角,与此同时,摄像机接收相关光线,若玻璃切割面和缺陷纵向方向不相交,就很难明辨缺陷纵向深度。这主要是因为缺陷成像会呈现出垂直影像,所摄图片会显示出一条细线,后期处理期间所提取缺陷面积要比真实缺陷面积小,且不能对缺陷深度进行准确计算。
2.第二种位置关系
在这一位置关系下,光源线和生产线呈90°角,生产线又与摄像机所处直线保持一定角度。此次实验中,针对差异化角度进行测试。玻璃生产线和摄像机所成角度在45°~60°时,可以获得比较明显的拍摄效果。
在这一位置关系下,对第①种裂痕进行拍摄。整个拍摄过程中,相对位置当中的物距固定,对采集系统当中三者相对角度做出适当改变。因为摄像机和光源保持不同的相对角度,在所拍摄图像中能够看到裂痕深度投影,不过波纹圈状裂痕会有部分缺失,并且缺失部分相对较大,图片经过后期处理仍然不能对裂痕部分实现修复,进而出现部分裂痕丢失,在实际应用中可造成漏检[7]。
这一位置关系下,对第②种裂痕进行拍摄,可明显优化拍摄效果。拍摄期间缺陷部位有光线经过的时候,会因为遮挡和折射比较清晰地将缺陷深度拍摄出来,图片经过后期处理,可比较精确地对裂痕位置进行定位,并有效计算缺陷面积。
3.第三种位置关系
基于上述两种位置关系下所拍摄图片存在的不足,对上述两种位置关系进行适当改良,设计第三种拍摄位置关系。在此位置关系下,玻璃生产线和摄像机保持的相对角度同第二种位置关系,以确保获得清晰的第②种裂痕图像。此时对光源系统进行调整,使其和摄像机、生产线呈现出相对关系,同时体现一定角度。具体研究环节,按照顺时针、逆时针差异化调整光源、生产线两方夹角。结果证明,按照逆时针方向向右调整位置夹角时,且夹角保持在30°~60°可获得最佳成像效果。这一关系下,不仅可修复第二种关系中第①类裂痕存在的成像部分丢失问题,还可较为准确地定位第②种裂痕深度和面积。
在这一关系下对第①种裂痕进行拍摄,此时因为光源和生产线、摄像机的位置保持相对关系,能够确保裂痕成像较为清晰。通过分析第二种关系下所摄波纹圈状缺陷部分丢失问题,着重调整相应部位光源,促使所丢缺陷可以在拍摄当中清晰成像,且经过后期处理能够清晰地分辨缺陷。
在这一关系下对第②种裂痕进行拍摄,可以获得比较清晰的裂痕深度截面投影,后期经图像处理,可对缺陷大小、缺陷深度以及缺陷位置实现清晰识别,测量精度较高,将其应用在生产现场不容易发生漏检、误检等问题。
3.4 技术指标以及识别准确率判断
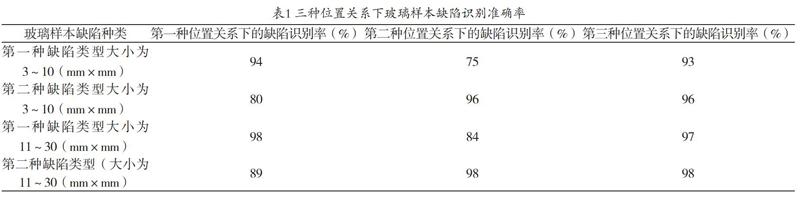
此次研究中涉及的玻璃样本,缺陷最小极值为3mm,具有0.005mm的误差允许范围,通过仿真生产线运行速度,把速度调至200mm/s,进而对摄像机行频加以调整,使其参数设计在5000Hz。[8]在对摄像机扫描一行实现理论层面分析当中,方针生产线有位移情况出现,程度是0.04mm,基于既有条件,知道原尺寸保持在10μm,纵向具有0.03mm的误差,相关误差都在有关要求范围内。研究中所选玻璃样本密度是2.43g/cm3,厚度是5mm,尺寸是20cm×20cm。缺陷包括多种类型的裂痕缺陷,长度最小值是3mm,主要缺陷类型即为上文所述第①种缺陷和第②种缺陷,分别在三种位置关系下对两种缺陷的整体识别率实现定量测试和分析,结果可见表1。
通过对样本进行测试,证明本文实验中所选光源照明方式和检测方法均适合应用在小、大尺寸缺陷检测步骤,能够对玻璃质量缺陷实现在线视觉检测,并且在确保检测速度的基础上可有效提升检测精准度[9]。
4 结语
文章通过机器视觉检测方法对玻璃缺陷实现在线检测,并基于玻璃材质具备的特殊性和生产线中的玻璃速度进行实验设计。通过调整光源相对于玻璃生产线和扫描摄像机的相对角度,摄取多种玻璃图像,在对相关图像进行处理之后,对图像中的玻璃缺陷进行采集和提取,经过分析确定最佳设备参数。实验中对玻璃样本涉及的两种差异化裂痕缺陷进行测试,经验证分析,证明所设计光源系统与在线视觉检测要求相符,能够清晰地显示缺陷并准确定位,有助于精确地对缺陷大小进行计算,在实践中具有突出的应用价值,值得广泛推广。
(责任编辑:陈之曦)
参考文献:
[1]张英坤,陶玉娥.基于机器视觉的安瓿瓶在线质量检测系统设计[J].河北省科学院学报,2018(4):7-11.
[2]沈健,叶廷璧.基于机器视觉的注塑胶管品质检测的系统设计[J].广东化工,2019(12):144-145.
[3]田宝中.基于机器视觉的玻璃器皿缺陷检测系统[D].济南:山东大学,2018.
[4]齐旭平.基于视觉的玻璃容器质量检测技术研究[D].天津:天津工业大学,2018.
[5]简川霞,高健.手机玻璃屏表面缺陷视觉检测方法研究[J].包装工程,2018(5):16-21.
[6]李紀峰,赵凤霞,金少搏.玻璃纤维布的机器视觉缺陷检测系统设计[J].机械设计与制造,2018(1):163-165,169.
[7]亓宁宁,常敏,刘雨翰.基于机器视觉的玻璃缺陷检测[J].光学仪器,2020(1):25-31.
[8]王昌书,黄沿江,张宪民,等.一种基于机器视觉的曲面玻璃划痕缺陷检测方法[J].自动化技术与应用,2020(1):134-139.
[9]高飞,管建峰,张敬妹.废旧汽车挡风玻璃缺陷视觉检测系统研究[J].常熟理工学院学报,2019(2):60-62,66.
