山钢日钢2#5 100 m3高炉合理操作炉型的形成与维护
2020-11-10邢英亮
邢英亮
(山东钢铁集团日照有限公司,山东 日照276800)
1 前 言
山东钢铁集团日照有限公司2#5 100 m3高炉(以下简称2#高炉)在设计上采用紧凑型、模块化总图布置。该高炉设有4 个铁口、40 个风口、两个夹角为81°的矩形出铁场,采用皮带上料、PW 炉顶技术、炉顶均压煤气全回收技术。高炉冷却采用联合软水密闭循环系统全冷却方式,在第7~12段炉腹、炉腰和炉身中、下部高热负荷区域使用6 段钻孔水冷通道全覆盖镶砖铜冷却壁。高炉采用4 座改进型顶燃式热风炉,预热系统采用前置预热炉(烧高炉煤气)+板式换热器的方式。2#高炉2019年4月11日开炉以来,始终把合理操作炉型的形成与维护放在首要位置,高炉要想长期稳定顺行,取得较好的技术经济指标,必须形成合理的操作炉型,抓好基础管理工作,对各项基本操作制度不断优化和完善。通过1 a 来的生产实践证明,2#高炉保持长期稳定顺行,利用系数达到2.2 t/(m3·d)以上,燃料比490 kg/t。
2 合理操作炉型的特征
合理操作炉型,应是能适合一定的原燃料条件和操作制度,能保持炉况长周期稳定顺行、高产、低耗、长寿。通过对开炉以来数据的归纳分析,总结出2#高炉当前冶炼条件下,炉体各部位合理参数范围:铜冷却壁7~12段壁体温度应控制在软水温度10~20 ℃,铜冷却壁热负荷控制在25 700 kW 左右,13 段、14 段壁体温度应为 12 段壁体温度 90~100 ℃,炉喉钢砖温度控制在软水温度15~20 ℃,13~18 段冷却壁热负荷控制在19 300 kW 左右。当前冷却强度下,水温差应在3.5~5 ℃,全炉热负荷控制45 000 kW左右。
3 合理操作炉型的维护
3.1 原燃料管理
3.1.1 坚持精料方针
1)稳定烧结矿质量。精料是高炉冶炼的基础,“七分原料,三分操作”说明精料对高炉生产的决定性影响[1]。烧结矿作为高炉冶炼的主要原料,其质量的波动直接影响高炉的稳定性。加强对烧结矿成分及粒度组成的监控,一是加强中和混匀工作,稳定炉料成分。做到入炉料成分稳定,减少波动,关系到炉温的稳定和生铁质量,是保证炉况稳定的主要条件。二是优化入炉料的粒度组成,这是改善料柱透气性和强化冶炼过程的重要影响因素。烧结矿部分指标控制要求:TFe≥56.5%、FeO 9.0~9.5%、RDI+3.15 mm≥70%,R2控制2.0±0.5。
2)加强筛网和筛速管理。满足上料速度的前提下,加强筛分,合理调整筛速,烧结矿控制在2~3.5 t/min,球团矿3~5 t/min,块矿2~2.5 t/min,备料前对振筛进行空振,发现仍有夹料现象,手动清理,保证筛网的有效利用,最大程度地筛透,确保净料入炉,从而减少了块状带堵塞料柱空隙的发生,降低阻损,保证软熔带“焦窗”的透气性。
3)加强入炉料管控。当班工长及槽下人员加强看料,各不少于3次,工长每小时记录料流开度,密切关注高炉返矿量的变化,出现异常及时排查原因,烧结停开机料、质量不达标的烧结矿必须外排,严禁入炉引起炉况波动。
4)稳定炉料结构。高炉的生产实践和研究表明:采用高碱度烧结矿配加酸性球团矿和部分块矿是当前我国高炉冶炼炉料结构较为理想的发展模式[2]。2#5 100 m3高炉开炉以来熟料率稳定在85%~87%。
3.1.2 稳定焦炭质量
焦炭质量的好坏对高炉生产有着重大的影响,特别是其冷、热态性能的好坏直接影响着高炉中下部料柱的透气性、透液性,最终影响高炉的顺行状态。特大型高炉对焦炭质量的要求高,日照公司配备4 座7.29 m 焦炉,高炉使用的焦炭为自产焦,经过2 a多的摸索,焦炭质量能够满足高炉需求,如表1所示。
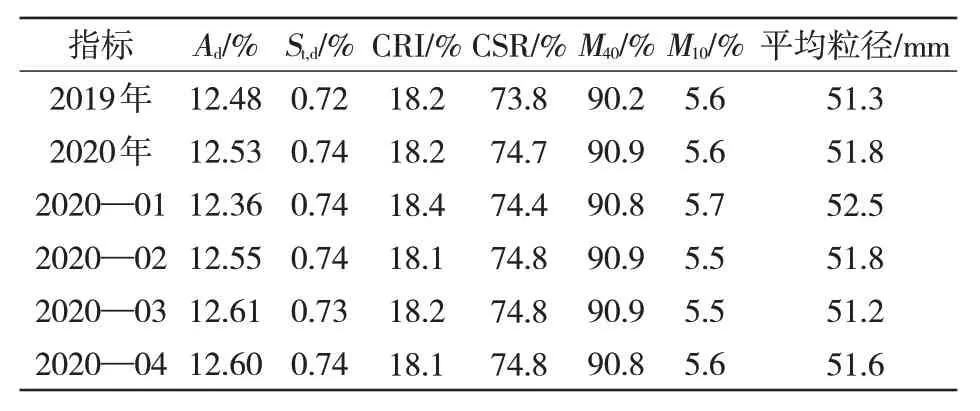
表1 2#高炉开炉以来焦炭质量指标
振筛下料口优化改造,改善布料偏析,减少入炉粉末,入炉料实施平铺料操作,稳定边缘气流。1)槽下振筛下料口分两次对其进行改造,使称量斗内烧结矿堆尖靠近,减少落料偏析。改造前两料点间距4.5 m,第1步增加0.85 m平板,间距缩小至2.9 m,第2 步增加0.6 m 斜坡,间距缩小至1.8 m,实现称量斗内料堆尖进一步拉近。2)坚持“铺好、布好”的原则,实施平铺料操作。球团矿平铺率控制50%~60%,块矿平铺率控制45%~55%,焦丁平铺率控制35%~45%。平铺具体位置根据高炉实际情况合理进行调整,原则上块矿、球团起止位置控制距离料头、料尾分别在30~40 s,焦丁布料位置作为边缘煤气流调剂的一个手段。
3.2 强化炉前出铁管理
针对特大型高炉来说,出好渣铁对高炉的稳定顺行是至关重要的。亏渣铁会导致炉内压差升高,边缘气流波动,冷却壁及水温差大幅波动,操作炉型不稳定,还存在很大的安全隐患,因此2#高炉采取了一系列出铁管理措施,确保及时出净渣铁,避免憋渣铁现象。
1)三铁口循环出铁模式。因炉缸直径大,为减少炉缸死区,铁口采用3用1备出铁模式。
2)炉缸区域灌浆。开炉初期铁口区域煤气火大,窜煤气严重影响到渣铁排放。采取对炉缸冷却壁及铁口区域进行灌浆处理,对减少铁口喷溅达到预期效果。
3)炉前倒场操作标准化。开炉初期,炉前倒场时均存在亏渣铁现象,严重影响操作炉型的稳定。通过改变操作思路,优化开口时机,相邻铁次由正间隔10 min 改为出铁60 min 时打开备投用铁口,铁口工作状态较差时有充足时间开二次,变被动为主动,这样操作大大减少了渣铁出不净对炉况的影响。
4)根据不同厂家炮泥量化打泥,铁口深度3.8~4.0 m,规范钻头直径使用57.5~60 mm,炉前设备操作标准化。
5)负间隔出铁,相邻铁次按110~120 min打开铁口,日出铁时间≮1 750 min,重叠时间30±10 min,避免因重叠时间不足导致亏渣。
6)规范炉前炮泥使用管理,跟踪炮泥使用过程及时做出有效评价,便于后期炮泥质量管理。
7)根据出铁情况灵活调整开口时间间隔。时刻统计盈亏渣铁量,当炉亏铁量>100 t 时,或渣量持续<100 t/h 时,及时打开下一铁口进行重叠出铁。
3.3 热制度与造渣制度
1)强化炉温意识,重视炉缸热量。炉温的大幅波动影响操作炉型的稳定,对高炉炉况产生影响,且对炼钢工序产生影响。2018年1#高炉炉况失常,低炉温是导致炉况加剧恶化的一个重要原因。2#高炉开炉后,操作上始终重视炉缸热量,炉温按照0.30%~0.50%控制,炉温中限0.40%,严禁<0.30%持续4 h 以上,保持铁水温度≥1 510 ℃,保证炉缸良好工作状态,2#高炉实现长期稳定顺行;根据来料成分及时核对配料碱度,控制实际终渣碱度1.15±0.05,炉渣以石头点渣为准。
2)重视排碱工作。高炉入炉碱金属呈升高趋势,2019年由 5月份 2.0 kg/t→6月份 3.3 kg/t→8月份以后稳定在3.6 kg/t,远远超过《5 100 m3高炉标准化操作条例》入炉原燃料杂质控制标准。入炉碱金属的升高给高炉操作带来巨大挑战,碱金属的循环富集对原燃料、炉型稳定都具有相当大的破坏力;因此,高炉定期排碱工作势在必行,操作上主要通过阶段性炉温做上限、降低炉渣碱度的措施,改善炉渣良好的流动性进行排碱,减少碱金属在炉内富集,确保高炉操作炉型的合理稳定,保持高炉稳定顺行。
3.4 优化上下部制度
通过送风制度与装料制度调整,达到上下部制度的合理匹配,保证边缘、中心两道气流的合理分布,上稳气流、下活炉缸,以实现炉型合理稳定,高炉适应性强。
3.4.1 下部制度的调整
送风制度主要是保持适宜的鼓风动能和理论燃烧温度,以达到初始气流分布合理,炉缸工作均匀活跃,为炉况稳定顺行奠定基础[2]。高炉以提升风量、提高风速为核心,吹透中心,活跃炉缸,提高料柱的整体透气性,增强炉况的顺行程度与抵抗外界变化的能力。以持续优化上下部调剂为手段提高煤气利用,降低燃料消耗,保持较大风量吹透、吹活炉缸,减小中心死焦堆空间体积。
2#高炉开炉以来,风口逐步全部调整为Φ126 mm×L645 mm,风口面积由开炉时的0.434 1 m2调整至现在的0.498 8 m2,风口布局更加均匀。经过调整,风量达到7 300 m3/min 以上,压差逐步降低,风速保持在250 m/s,鼓风动能保持在12 500 kg·m/s以上,使得初始煤气流分布均匀合理。
日常操作参数的选择:1)顶压的使用。顶压的使用不能超过设计上限,日常操作中主要取决于风量的大小,随着风量变化顶压与之调整。在炉况顺行、全风状态下,当减风不大于全风量的2.05%时,顶压不必调整,若风量长时间接近2.05%无法加全或超过2.05%,顶压按照系数进行调整,以保证风速在合理范围。风量与顶压的合理匹配,关乎煤气流的合理分布,日常操作中要格外注意。2)风温的使用。关闭混风大闸,风温全用。主要目的:一是热能100%利用,减少资源浪费;二是减少高炉工长炉温调剂手段,利于炉温稳定控制。目前风温平均达到1 240 ℃以上,但是送风前后风温温差大,不利于炉况的稳定。下一步需优化烧炉,稳定风温在1 240~1 250 ℃。3)火焰温度的控制。稳定富氧率4%,通过加(或脱)湿鼓风控制火焰温度在2 290±30 ℃,保证煤粉的燃烧率。
3.4.2 上部制度的调整
2#高炉借鉴1#高炉的操作经验,开炉顺利,为进一步稳定炉况,提高煤气利用,降低燃料消耗,突破固有思维,2#高炉逐步取消中心加焦布料模式。
理论上合理风口回旋区长度为2.14 m,当前风量维持7 300 m3/min,风口回旋区长度2.03 m<2.14 m,说明鼓风动能显小,炉缸死焦堆略大。布料宽度接近回旋区长度,说明布料是相对合理的。结合当前原燃料条件,布料矩阵调整的思路是疏导边缘,追求两股气流,控制角差10°~11°,矿石最小布料角度31°,平台宽度控制在1.8~2.0 m,合理使用批重,实现“平台+中心漏斗”的料面形状,中心气流始终保持畅通。2#高炉经典布料矩阵:焦炭7档,圈数为4 333 224;矿石6 档,圈数为333 321;焦炭最大角度较矿石跨出1°,以适度发展边缘气流。
日常操作中以微调为主,炉型的维护主要具体操作如下:1)当原燃料条件变差时,或铜冷却壁温度低于52 ℃、水温差持续低于3 ℃时,边缘焦炭由3圈调整为4圈,以疏导边缘气流;当水温差持续高于5.5 ℃时,边缘焦炭由4 圈调整为3 圈,以适当抑制边缘气流。2)焦丁除具有改善矿石层的透气性作用外,还用来调整边缘煤气流,通过调整焦丁平铺起始位置来实现。3)调整矿批平衡中心与边缘两股煤气流。4)为保证中心气流畅通,通过循环加中心焦的方法,即每隔10批料额外增加2 t焦炭,按11°布下,当中心气流较弱时增加循环频次。
4 结 语
山钢集团日照公司炼铁厂2#高炉通过加强原燃料管控、强化炉前出铁管理、优化操作制度等技术措施,实现了特大型高炉设计炉型向操作炉型转变的顺利过渡,2#高炉保持长期稳定顺行,实现高产量和低燃耗生产,铁水炉温合格率大幅提升,并形成合理的操作炉型。合理的操作炉型与生产条件和冶炼制度相对应,与高炉煤气流运动和分布规律相匹配。在日常操作中,高炉操作者非常重视合理操作炉型的维护,以实现高炉安全、稳定、顺行、优质、低耗、高产、经济和长寿的生产目标。
