薄壁钛合金法兰盘插齿技术研究
2020-11-10钟立坚
钟立坚
(中国航发中传机械有限公司,湖南 长沙 410200)
某机型钛合金法兰盘属于薄壁易变形零件,内花键精度高,给插齿加工带来了一系列问题:
(1)钛合金切变系数小于或接近于1,切削时,刀具易磨损;钛合金切削时温度高,比45钢高出一倍,散热性差,刀具易烧损;单位面积上的切削力大,容易崩刃;切削时,钛屑及被切表层易与刀具材料咬合,产生严重的粘刀现象,引起剧烈的黏结磨损,以上情况严重影响插齿加工精度。
(2)内花键加工后需对花键进行喷丸,进一步影响花键跳动。
1 研究内容
(1)解决零件材料切削困难,刀具易磨损以及粘刀问题。
(2)解决零件因壁薄,加工过程中产生变形的问题。
(3)保证插齿工序加工的零件,内花键跳动在0.025以内,喷丸后,花键跳动在0.03以内。
2 技术方案
(1)选用切削性能及散热性能良好的合金钢作为插齿刀具材料,并增加涂层要求保证切削及耐磨性,严格要求其齿形、齿向、累积、跳动误差。
(2)分析零件受力,根据零件受力情况,改善夹具,增加加工刚性。
(3)摸索插齿参数,调整零件进给速度、径向进给。
3 实施过程
3.1 刀具优化
钛合金材料韧性大,导致切削时切削力大,且加工时散热情况不好,大部分热量留在刀具上,对刀具磨损大。所以,本方案必备条件是一把适合钛合金零件插齿的刀具,刀具设计为带涂层的硬质合金刀具,齿形误差不大于0.004,跳动误差不大于0.008,周节累积误差不大于0.015。
3.2 夹具优化
根据技术方案的分析,夹具的设计需存在相反方向的力F1'、F2'来限制零件的加工变形(图1)。
在A处增加内端面的辅助支撑,在B处增加定位支撑(见图2),通过夹具间接加厚零件,增大零件刚性,通过施加一个反向的力F2’,减小F2对薄壁零件产生的变形影响,从而达到提高内花键精度的目的。通过工艺试验,发现夹具压板与零件外圆配合间隙需保持在0.015~0.025较为合适,且夹具材料需采用硬铝,一方面减轻压板重量,另一方面可以保护零件外观,防止压伤零件表面。

图1 夹具改进原理分析
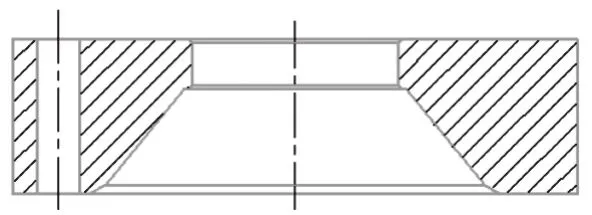
图2 夹具压板
3.3 切削参数优化
(1)插齿余量分配优化。普通零件加工,切削余量大约在2mm左右,插齿加工分为三个阶段,余量分配见表1所示:
该法兰盘插齿余量为1.4m,由于该零件结构、材料的特殊性,余量分配不能按照普通钢制件零件进行,第三刀精刀无论余量剩多少,齿圈跳动都难以保证要求。因此,零件加工时需增加第四刀,在第四刀加工时,通过第四刀的切削加工修复齿圈跳动,通过工艺试验可以确定第4刀余量为0.02mm时,改善效果最明显。
(2)切削速度优化。常规插齿速度设置是越来越快,切削速度从50m/min增加到110m/min,通过加快切削速度,来改善切削效果,减小刀具与零件的挤压时间来提升齿圈跳动。但该方法存在缺陷,加快速度导致机床稳定性变差,刀具与零件在精加工时产生的磨削热增加,零件所受冲力增大,变形情况超出加工控制要求。因此,在各个阶段采用匀速加工比较适宜,切削速度通畅可选用70m/min。
(3)圆周进给量优化。粗加工时,为保证切削效率,进给量较大,精加工时为保证齿圈跳动,进给量不宜过快。因此,加工时采用以下两种方案进行对比试验,一个为圆周进给量不变,一个为圆周进给量逐渐减小。

表1 普通插齿余量分配
根据对比试验结果可以看出,方案1加工情况优于方案2,验证了零件精加工时,进给量不能过大,均匀地降低进给量有助于修复零件的椭圆,保证齿圈跳动的原理。

表2 圆周进给量试验方案
4 结语
运用前述技术方案和方法,通过连续批次加工,内花键尺寸、技术要求都达到了设计要求,达到了预期目的。本文通过探索、研究,确立了薄壁钛合金内花键插齿的工艺方法、控制手段,具有极佳的应用推广价值。该项研究属于国内首创,填补了高精度钛合金内花键插齿技术的空白,处于国内领先水平。
