核电半速汽轮发电机中性点母线装置装焊工艺
2020-11-10田井成
田井成
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
0 前言
核电半速汽轮发电机中性点母线装置是百万核电半速汽轮发电机的电气联接关键结构件,采用铜材及不锈钢材料制造,其结构复杂、尺寸精度控制要求严格,制造技术包含板材管材弯型、方铜管端部胀型、熔化焊、钎焊、机加工及酸洗等多种工艺。核电半速汽轮发电机中性点母线装置制造技术对操作人员技能水平要求高,难度极大。
文中通过系统的调研及充分的试验论证,研究了核电半速汽轮发电机中性点母线装置的装配、熔焊和钎焊制造技术。
1 中性点母线装置结构
如图1所示为中性点母线装置,焊接制造部分由中性点外罩和管路部分构成。中性点外罩材料为紫铜T2Y1,厚度10 mm,其结构为两件紫铜板经过压型后,形成2个L形板材,再进行组装及焊接形成箱体。管路部分由成形后的紫铜管与不锈钢管钎焊获得。
2 中性点母线外罩熔化极气体保护焊
2.1 中性点母线外罩材料及焊接性
中性点母线外罩的材料为紫铜,铜的导热系数为铁基材料的7~11倍,焊接时大量的热从基材散失,基材厚度越大散热越严重,因此愈难达到熔化温度。采用能量密度低的焊接热源进行焊接时,需要进行高温预热。且铜在熔化温度时的表面张力比铁小1/3,而流动性却比铁大1~1.5倍[1],因此,若采用大电流的强规范焊接,焊缝成形难以控制,尤其在大功率的MIG及埋弧焊时熔化金属易于流失。
铜中存在氧、硫、磷、铅、铋等杂质元素。焊接时,铜能与它们生成多种低熔点共晶,它们在结晶过程中分布在晶间或晶界处,使铜或铜合金具有明显的热脆性。氧的危害性最大,在焊接过程中,会以 Cu2O 的形式溶入焊缝金属中,Cu2O可溶于液态的铜,但不溶于固态的铜,就会生成熔点略低于铜的低熔点共晶物,导致焊接热裂纹产生。此外,铜和很多铜合金在加热过程中无同素异构转变,铜焊缝中也生成大量的柱状晶;同时铜和铜合金的膨胀系数及收缩率较大,增加了焊接接头的应力,更增大了接头的热裂倾向[2]。
熔化焊接铜及铜合金时,气孔出现的倾向比铁基材料要严重得多。所形成的气孔几乎分布在焊缝的各个部位。铜焊缝中的气孔主要是由溶解的氢直接引起的扩散性气孔,由于铜的凝固时间短,使得气孔倾向大大加剧[3]。
铜和铜合金在熔焊过程中,由于晶粒严重长大,杂质和合金元素的掺入,有用合金元素的氧化、蒸发等,使接头性能发生弱化。
综上,铜材的焊接存在的问题如下:①焊缝成形能力较差;②焊缝及热影响区热裂倾向大;③气孔倾向严重;④接头性能下降。
2.2 中性点母线外罩焊接方法
基于铜的焊接性分析,紫铜焊接过程中,最重要的是预热、保温,并采用较快的焊接速度施焊,以控制晶粒长大。特别是焊接厚板时,预热温度应达到 400~700 ℃[4-5],且随着预热温度升高,焊接接头中的结晶裂纹倾向降低,焊缝强度升高,但预热温度越高,焊件氧化及变形越严重。另外,还要在焊接过程中加入脱氧还原剂,文中选用CJ301焊剂,以用于清除焊缝中的 O2,H2,S 等杂质。在中性点母线外罩的焊接制造过程中,为了提高焊接电弧能量密度,同时防止焊接变形,选用组分为40%Ar+60%He的保护气,预热温度不低于400 ℃[6]。
为了满足中性点母线外罩的焊接头单面焊双面成形要求,应在焊缝背面布置衬垫,通过工艺性试验论证及实际验证,与常规的陶瓷衬垫相比,石墨衬垫在耐磨、耐高温的基础上,兼具加工性好的独特优势,可根据不同的坡口形式进行针对性的加工,与特定形状焊缝坡口保持高度一致,降低工艺难度的同时保证与焊缝坡口北部的精准贴合,进而能够更加有效的保证焊缝背部成形,提高焊接质量。
2.3 中性点母线外罩焊接制造工艺过程
2.3.1备料
将2件紫铜板,周边预留10~15 mm加工量,划线,剪床下料,校平。
2.3.2成形
采用专用的压形工具,按图纸尺寸划线,利用油压机将紫铜板压制成L形。成形时采用角度尺进行检查,不允许产生扭曲变形。尺寸公差控制在Y=200 mm时,X≤±2 mm,如图2所示。为确保后续预装尺寸精度, L形单件的整体垂直度也需控制。L形两端与石墨衬垫等工具应有效接触,控制平度。
2.3.3加工
加工去除部件周边的工艺余量,满足后续装配要求。
2.3.4预装
借助C形夹将2个L形单件装配成矩形。背部的衬垫工具必须保持平直并与石墨衬垫配合,同时检查工具与壳体之间的间隙,并作记录。由于预热温度较高,为防止变形,采用正反扣拉紧器对组合体进行内部支撑。

图2 铜板压型公差要求示意图
2.3.5定位焊接
接头两端的外侧定位焊接。安装背部焊接衬垫前,须打磨背部焊道。同时,每个接头两端加装焊引弧板(与母材同材质)。
2.3.6焊接
鉴于文献[4-5]描述及试验论证,采用大号烤枪对中性点母线外罩焊缝及周围区域预热,必要时可两侧采用两把烤枪同时预热,以提高预热效率,预热温度400~550 ℃。预热前进行焊前清理,不允许有害杂质存在;预热时火焰采用弱碳化焰,保持温度均匀上升;加热至预热温度,并用红外线测温仪进行监测。中性点母线外罩焊前预热如图3所示。

图3 中性点母线外罩焊前预热
预热完成后,佩戴保护工具,将CJ301焊剂均匀涂敷在以焊缝中心线为中心的一定范围内。采用熔化极气体保护焊,焊丝牌号为ERCu (AWS A5.7),保护气体组分为40%Ar+60%He,气体流量为20~30 L/min,焊接工艺参数如表1所示。
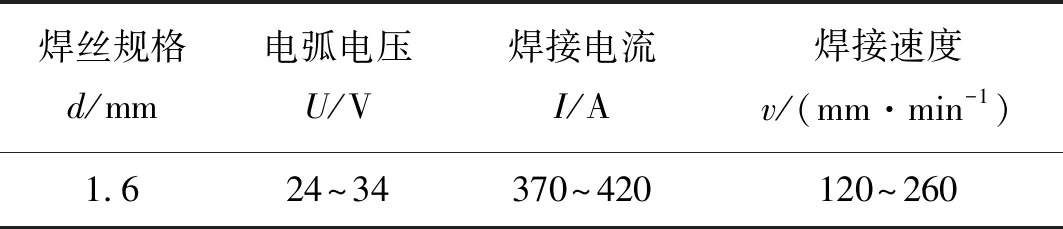
表1 中性点母线外罩焊接工艺参数
焊接时,起弧和收弧均在引弧板上进行,并适当错开位置;焊接操作时,焊丝适当横摆,焊接电流、电弧电压及焊接速度相互匹配,以达到焊道背面熔透并成形良好为准;工件翻身后按相同的方法焊另一侧焊缝;焊后,拆去背部衬垫,背部焊道成形均匀。
2.3.7拆除工具
拆除工具,进行结构尺寸检查,清理,按图纸要求,进行PT探伤检查,验收标准按ASME第八卷附录8、附录12执行。焊后的中性点母线外罩如图4所示。探伤结果表明,结构尺寸满足设计要求,探伤质量符合标准要求,预热450 ℃,电弧电压28~30 V,焊接电流为390 A,焊接速度为200 mm/min时,焊缝质量优于标准要求。
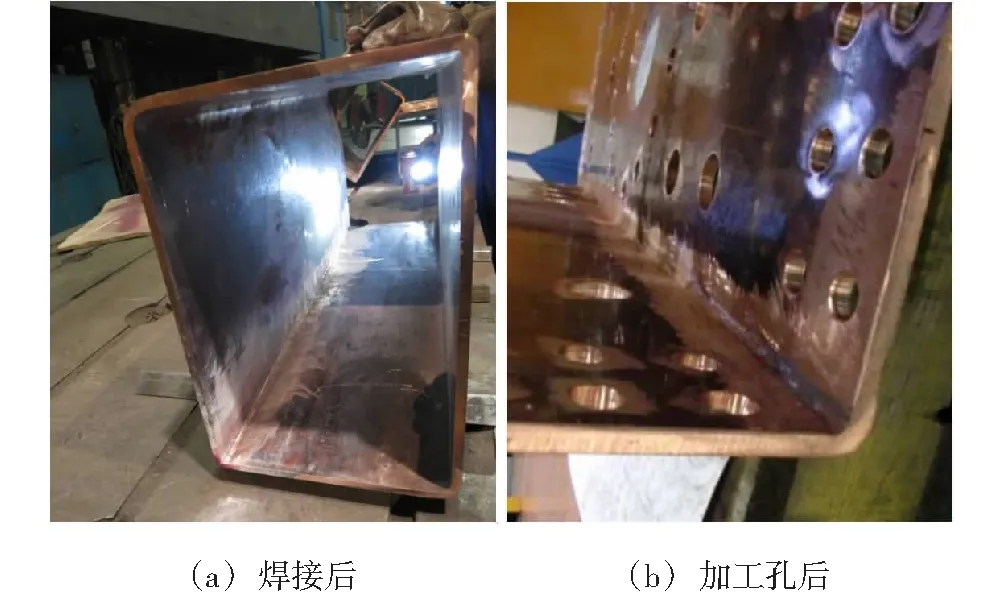
图4 中性点母线外罩焊后结构
3 紫铜管与不锈钢管钎焊
3.1 紫铜管与不锈钢管钎焊技术分析
紫铜与不锈钢的钎焊属于异种金属钎焊,两者的物理性质差异很大,熔点相差400 ℃以上,且紫铜的热导率是不锈钢的7~11倍,使得钎焊难度增大。钎焊时,需要精确控制加热温度、加热范围及加热顺序,温度过低时钎料无法铺展,填充金属与母材熔合质量差,温度过高时钎料蒸发[7]。此外,紫铜与不锈钢钎焊时,不锈钢表面极易形成高熔点的氧化膜,影响钎料润湿和铺展,因此,需要合理使用钎剂[7],此外,选用含锌的银基钎料,有利于提高钎料对不锈钢的润湿性。
3.2 紫铜管与不锈钢管钎焊工艺要点
3.2.1材料
选用BAg50CuZn钎料,FB102膏状钎剂。
3.2.2焊前准备
(1) 划线预装:将不锈钢水管套装配到紫铜管上,然后按照图纸进行预装,确定位置后划线定位,预装过程如图5所示。

图5 紫铜管与不锈钢管预装
(2)预装后,将紫铜管拿到平台上进行固定,对钎焊面进行清理。按照划线位置用直角支架和C形夹子固定。
(3)管内通氩气保护。
3.2.3钎焊
钎焊过程中,首先用大号焊枪加热不锈钢,至约700 ℃暗红色时,用焊剂涂刷一次焊缝。可见焊剂迅速润湿接头,然后继续加热接头,当铜管加热至约800 ℃,加热不锈钢管,并迅速填料,完成钎焊操作。
焊后,对钎焊焊缝进行 PT 探伤及目视检查,验收标准按ASME第八卷附录8执行。检查结果表明,焊缝质量符合标准要求。
4 中性点母线外罩与铜管焊接
4.1 中性点母线外罩与铜管钎焊技术分析
中性点母线外罩形成的装配与铜管焊接时,两工件的散热条件不同,预热的方法决定钎焊质量。由于外罩加热到钎焊温度,整个罩体大部分处于过热状态,加大钎剂和钎料的进给量尤为重要。工件合理的装夹也是质量保证的必要条件。
4.2 中性点母线外罩与铜管钎焊工艺要点
4.2.1材料
钎料选用直径为φ2.4 mm的BCu80AgP。
4.2.2焊前准备
中性点母线外罩与钢管焊接装配及焊前准备台图6所示。
(1)固定:用C形夹和夹板固定管路,如图6a所示。
(2)充氩气:以防止管路内部氧化,如图6b所示。
(3)预热:预热时用气枪加热底面,预热温度至400~500 ℃,如图6c所示。
4.2.3钎焊
预热后采用φ2.4 mm的BCu80AgP 焊丝迅速钎焊铜管与底面罩体,如图7所示。钎焊温度控制在约840 ℃。注意:铜管与不锈钢管钎焊接头及附近区域不进行钎焊,避免套管处钎料重熔。
单面钎焊完成后,将罩体翻转90°,重复上一步的过程,始终保持底面的水平漫流方向,满足钎料均匀流动。
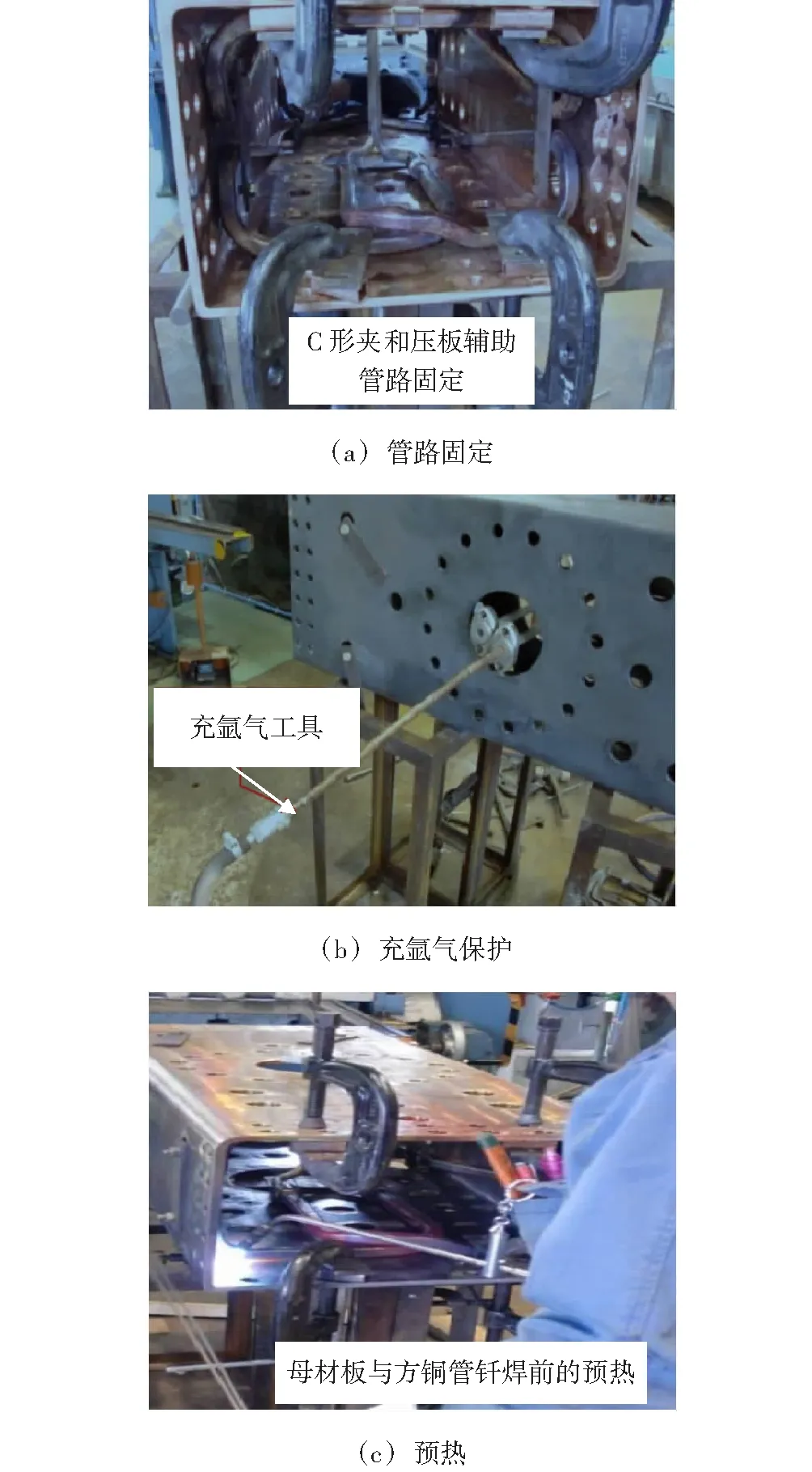
图6 中性点母线外罩与钢管焊接结构

图7 管路与中性点母线外罩钎焊
4.2.4焊后检查
焊后对焊接产生的变形进行修整,并进行耐压试验和渗漏试验、酸洗和清理。最后用内窥镜检查内部的焊缝外观质量,并对钎焊焊缝进行PT探伤检查,PT探伤验收标准按ASME第八卷附录8执行。检查结果表明,焊缝质量符合标准要求。
焊后,铜管内部酸洗,采用内窥镜检查管路内部质量,并采用无机胶带对管路进、出口进行封堵。
5 结论
(1)通过系统的调研和多次充分的工艺试验验证,获得了可靠的核电半速汽轮发电机中性点母线装置装配、熔焊和钎焊制造技术,并已成功应用于多台机组的制造,产品质量满足或优于技术指标要求。
(2)利用熔化极气体保护焊方法,通过选用φ1.6 mm的AWS A5.7 ERCu焊丝、CJ301焊剂,组分为40% Ar+60%He作为保护气体,预热温度不低于400 ℃,以及在焊缝背面布置石墨衬垫等技术手段,成功完成了材料为紫铜的中性点母线外罩焊接制造,实现了单面焊双面成形。
(3) 通过采用不同的钎料、钎剂,设计合理的辅助工具,利用火焰钎焊技术实现了铜管与不锈钢管、铜管与中性点母线外罩的可靠钎焊连接,产品质量满足设计要求。
