压缩弹簧刚度测量的不确定度评定
2020-11-09吴嘉杰贾仕君
吴嘉杰,贾仕君
(上海材料研究所 上海市工程材料应用与评价重点实验室,上海 200437)
对材料或产品的任何参数或指标进行测量时,不管方法和仪器设备如何精准,人员操作多么熟练,其测量结果始终存在不确定性[1-9]。为了表示这种不确定性,国内修订了JJF 1059.1—2012《测量不确定度评定与表示》以对计量技术进行规范。压缩弹簧的弹簧刚度,即力值增量dF与变形增量dλ之比或产生单位变形所需的力,是弹簧的一个主要特性指标,其能够被准确测量对弹簧的生产和使用具有重要意义[10-11]。
参照GB/T 1239.2—2009《冷卷圆柱螺旋弹簧技术条件 第2部分:压缩弹簧》的技术要求,采用万能材料试验机对压缩弹簧加载并测量力值,用叉形压缩引伸计测量弹簧的高度,然后分别用线性回归法和弦线法处理在不同压缩速度下得到的力-变形曲线,计算其弹簧刚度,最后根据JJF 1059.1—2012对其进行不确定度的评定和比较。
1 试验方法
使用JM3-140/JM-140/HDLW-140型压缩弹簧,弹簧线径为6.5 mm,弹簧外径为45 mm,自由状态高度为60 mm,总圈数为5 mm。按照GB/T 1239.2—2009的技术要求,采用计量合格的Z100型电子万能材料试验机,配备Xforce K型10 kN的力传感器,其精度为0.5级,同时配备的multiXtens型引伸计带叉型压缩引伸计臂,其精度为0.5级。试验时控制温度在21~25 ℃,相对湿度在40%~60%。
将压缩弹簧置于万能材料试验机上下压盘之间,和压盘直接接触。弹簧高度变形值由直接接触上下压盘的叉形压缩引伸计测量。弹簧预压后分别以20,10,5,2 mm·min-1的速度压缩,当万能材料试验机上的叉形压缩引伸计显示弹簧压至最大变形为20 mm后停止加载并回复至不受力,重复测量5次。参照GB/T 1239.2—2009取力-变形曲线中总变形量的30%~70%计算弹簧刚度。
2 数学模型
弹簧刚度简化式为
(1)
式中:K为弹簧刚度;λ1为弹簧总变形30%处变形量;λ2为弹簧总变形70%处变形量;F1为变形量为λ1时的力值;F2为变形量为λ2时的力值;Δλ是用线性回归拟合计算时的变形区间;ΔF是Δλ对应的力值区间。
3 不确定度的主要来源
测试得到的弹簧刚度结果会受多种因素影响,现列出以下5个主要来源。
(1) 刚度测量重复性引入的不确定度。
(2) 试验机力值测量引入的不确定度,主要为试验机力值的示值误差和试验机力值校准引入的误差。
(3) 试验机变形测量引入的不确定度,主要为试验机引伸计变形的示值误差及试验机引伸计变形校准引入的误差。
(4) 压缩速度偏差引入的不确定度。
(5) 数值修约引入的不确定度。
4 标准不确定度分量的评定
4.1 刚度测量重复性引入的不确定度


表1 不同压缩速度v和数据处理方法得到的压缩弹簧刚度Tab.1 Stiffnesses of compression spring under different compression speeds and data processing methods

不同压缩速度下用两种方法处理得到的不确定度如表2所示。
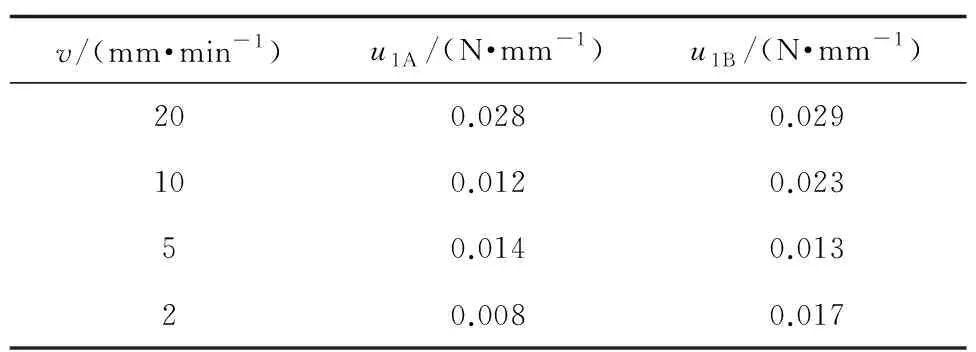
表2 不同压缩速度和数据处理方法得到的刚度测量重复性标准不确定度Tab.2 Repeatability standard uncertainties of stiffnessmeasurement under different compression speeds anddata processing methods
4.2 试验机力值测量引入的不确定度
4.2.1 试验机力值的示值误差
试验机力值的示值误差和试验机力值校准引入的误差均用B类方法评定。
4.2.2 试验机力值校准引入的误差



不同速度下试验机力值测量引入的合成标准不确定度如表3所示。
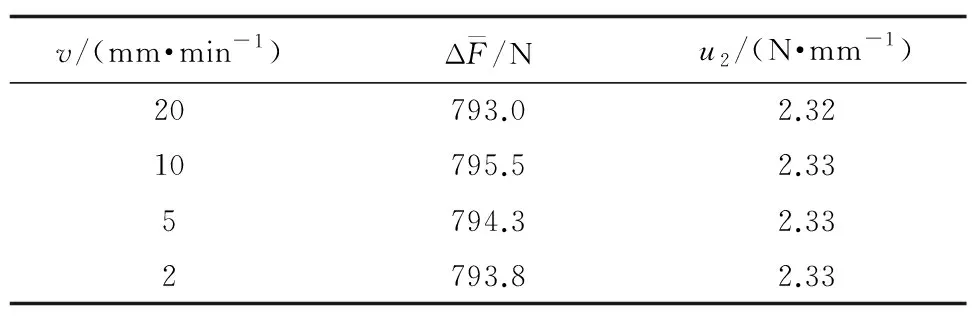
表3 不同压缩速度下试验机力值测量引入的合成标准不确定度Tab.3 Combined standard uncertainties introduced by forcemeasurement of testing machine under different compression speeds
4.3 试验机变形测量引入的不确定度
4.3.1 试验机引伸计变形的示值误差
变形区间Δλ选取的微小差别对该处计算结果几乎没有影响,因此Δλ取名义值8 mm,试验机引伸计变形的标准不确定度u3a=ΔλΔu3a,rel=8×0.002 89=0.023 1 mm。
4.3.2 试验机引伸计变形校准引入的误差

4.4 压缩速度偏差引入的不确定度

试验机速度控制变化范围内不同压缩速度和数据处理方法得到的不确定度如表4所示。
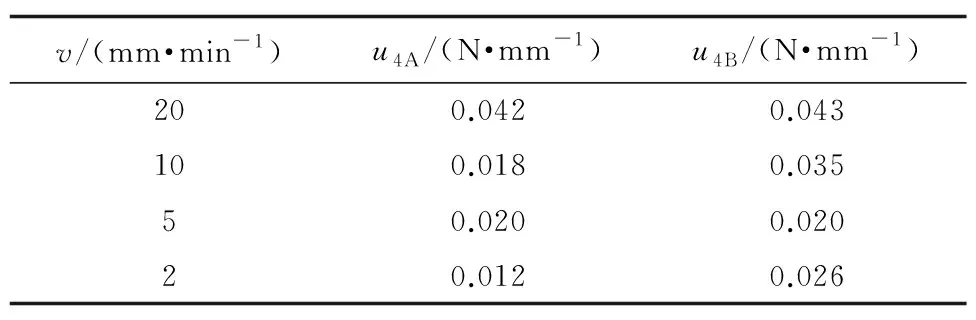
表4 不同压缩速度和数据处理方法得到的速度偏差引入的标准不确定度Tab.4 Standard uncertainties introduced by speed error under different compression speeds and data processing methods
4.5 数值修约引入的不确定度
5 合成标准不确定度的评定
弹簧刚度的标准不确定度按下式合成

(2)
式中:C1~C5分别为不确定度分量u1~u5的灵敏系数。

对于用线性回归拟合的测试组,其合成标准不确定度uc,20=

不同压缩速度和数据处理方法得到的合成标准不确定度如表5所示。
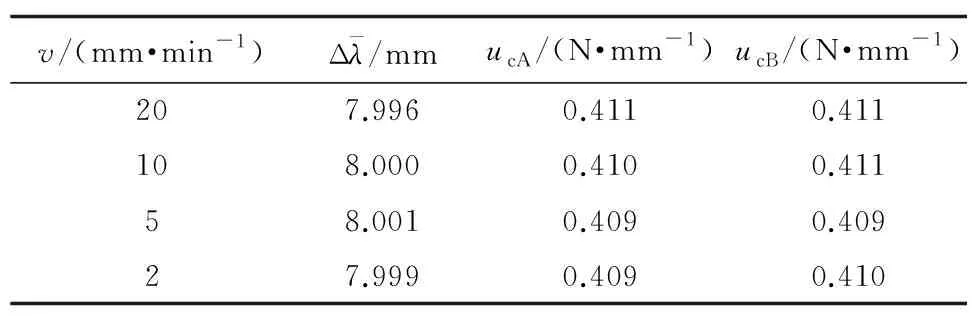
表5 不同压缩速度和数据处理方法得到的合成标准不确定度Tab.5 Combined standard uncertainties under different compressionspeeds and data processing methods
6 扩展不确定度及不确定度报告
扩展不确定度计算式为
U=kuc
(3)
式中:k为包含因子。
一般k取2,不同压缩速度和数据处理方法得到的刚度平均值和其扩展不确定度报告如表6所示。
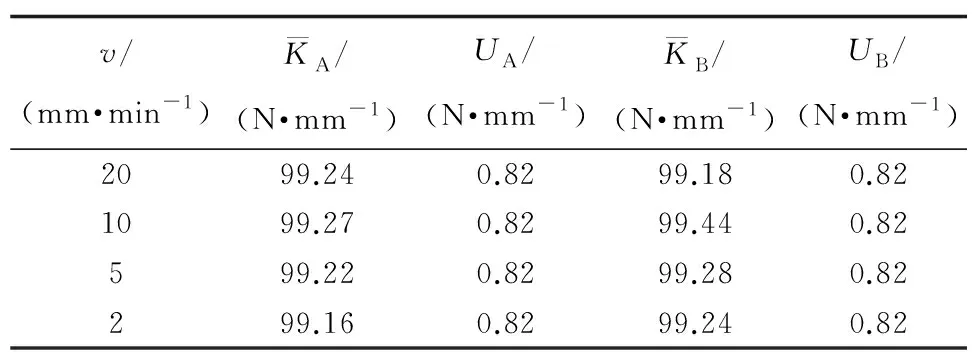
表6 不同压缩速度和数据处理方法得到的压缩弹簧刚度及其扩展不确定度Tab.6 Stiffnesses of compression spring and its expandeduncertainties under different compression speeds and data processing methods
7 结论
压缩弹簧刚度测量的扩展不确定度为0.8 N·mm-1,其值的大小受多种因素的影响,试验机力值误差和试验机引伸计变形误差的贡献较大;选用合适的压缩速度和数据处理方法,如较低的速度且用线性回归拟合时,可以减小测量重复性带来的不确定度,但对最终结果影响较小。
