某混合动力换挡拨叉焊接工艺选择及焊接参数研究
2020-11-06刘宝李凌翔樊俊松
刘宝,李凌翔,樊俊松
(泛亚汽车技术中心有限公司,上海201208)
0 引言
换挡拨叉是传统变速箱一个关键的系统部件。其主要功能是执行换挡选档,直接影响车辆加速性能、换挡舒适性、振动噪声性能及传动效率。基于DCT、AMT设计的混合动力变速箱可实现多机械档位与电动档配合,加速性能优异、节油效果明显。换挡拨叉设计的好坏,影响变速箱整体性能及成本。焊接是拨叉的关键工艺,行业内有成熟的氩弧焊、气体保护焊,也有发展迅速的激光焊和传统改良的CMT(cold metal transfer)冷焊。设计时,如何选择焊接工艺,是摆在设计者面前的难题。本文基于某混合动力的开发,介绍选择合适的换挡拨叉焊接工艺的原则及方法,并研究焊接参数对焊缝强度的影响。
1 换挡拨叉焊接简介
某混合动力换挡拨叉的设计方案为精密冲压并通过焊接成型,可实现大批量生产时成本低且强度高;其结构及焊接部位如图1所示。换挡拨叉由4个拨叉组成,每个拨叉由几个零件焊接而成,如图1中Part1有4个零件焊接而成。拨叉焊接中有平焊和角焊2种,如图2~3所示。
2 焊接工艺方案选择
2.1 焊接工艺比较
目前换挡拨叉可选的焊接方案有4种:氩弧焊、CO2保护焊、激光焊和CMT焊。需要选择1种合适的焊接方式,满足换挡拨叉的设计技术要求。4种焊接工艺原理、特点及应用简要介绍如下。
氩弧焊:焊丝通过丝轮送进,使用导电嘴导电,在焊件与焊丝之间产生电弧,使焊丝和焊件熔化,采用惰性气体氩气保护电弧和焊件进行焊接,属于MIG (melt inert⁃gas welding) 焊。焊接过程中焊件不会被氧化,具有焊接参数稳定、焊件变形小、焊接质量好、生产效率较高等特点。适用于多种材料焊接,广泛运用于汽车、化工、机械等行业。
CO2保护焊:CO2保护焊的基本工艺原理同氩弧焊,但采用CO2气体作为保护气参与焊接。焊接变形小,焊接速度快、生产效率高,焊接成本低;但焊接时产生的飞溅较大是CO2保护焊的主要缺点。CO2保护焊也适用于多种材料焊接,在汽车、化工、机械等行业得到广泛使用。
激光焊:以聚焦的激光束作为能源轰击并融化焊件进行焊接,根据功率密度的大小分为热传导焊接 (功率密度<105W/cm2)及深熔焊接 (功率密度≥105W/cm2)。深熔焊时,焊件表面在光束作用下温度迅速上升到沸点,迅速蒸发形成蒸汽压力及反冲力克服熔融焊件的表面张力及液体的静压力形成小孔,使激光束可直接深入金属内部,形成深宽比大的焊缝[1]。本文的激光焊是指深熔焊。激光焊能量集中,焊接效率高、加工精度高、焊接深宽比大、热影响区小、可达性较好、自动化程度高、焊缝美观;但设备投入高且不适用高反射率材料(如铜、铝等)的焊接;适用于车顶盖、车架、车身结构件 (包括车门、车身侧围框架、立柱等)、齿轮等焊接。
CMT焊:其热量输入比普通的GMAW (gas metal arc welding)焊要低得多,属于电弧焊的一种。CMT焊的冷金属过渡技术是在短路过渡基础上开发的,但同普通GMAW不同的是,送丝不是一成不变的往前送,焊丝不仅有向前送丝的运动,而且还有往回抽的动作。CMT焊特点是焊接热量输入低、变形小、快速引弧、极少的飞溅、更快的焊接速度、弧长控制更精确、电弧更稳定、焊接质量好、可以实现超薄板焊接[2];适用于外观质量要求高的零件、薄板、钢铝异种金属等焊接。
4种焊接方法的相关指标如表1所示。

表1 焊接评价指标
2.2 方案确定
首先,采用普氏分析方法进行比较。普氏分析法又叫决策矩阵,是由斯图尔特·普提出。其根据一系列的评价标准,评估若干个方案,按照标准对每个方案进行评价,从若干个可行方案中选出最优方案或者得到更优的新方案。
第1轮以CMT焊接作为基准,从强度、质量、效率、成本几个维度与其他3种焊接方式进行比较,结果如表2所示。表中 “+”代表优于基准,“-”代表差于基准,“S”代表与基准相当。由表2可见,与CMT焊接基准相比,激光焊在强度、变形、焊接速度上有优势,∑+为3,设备投入不如基准,∑-为1,焊缝质量相当,∑S为1。氩弧焊、CO2保护焊,只有设备投入上有优势。故第1轮激光焊方案胜出。

表2 第1轮普氏分析
第2轮普氏分析,以激光焊作为基准进行比较,结果如表3所示。由表3可见,与基准相比,氩弧焊、CO2保护焊,只有设备投入上有优势,其他不如基准;CMT也仅在设备投入上有优势。激光焊强度最高、焊接效率最高、焊接变形小、焊接外观美观、内部质量好;虽成本略高,但从本项目成品合格率、质量管控、产量、供应商现有工艺等综合评估,最终成本差异不明显,故最终选择激光焊作为本项目换挡拨叉焊接方案。需要特别注意,普氏分析的思想不仅限于对当前几个方案进行对比,选择最优,而是在于能够把多种概念结合,取长补短,找到比初始方案更好的方案。
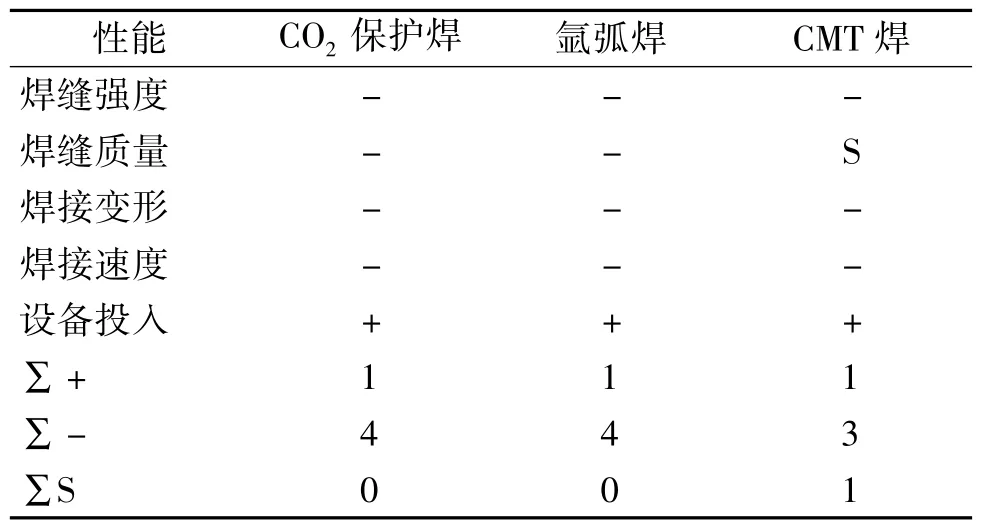
表3 第2轮普氏分析
3 焊接参数研究
3.1 研究范围
激光焊的质量是由激光发生器类型、激光传输聚焦系统、机械人手臂的精度、焊接顺序、夹具精度、焊接调整参数等决定的。其中激光设备、夹具因素控制受很多条件限制,在设备选定的情况下,可以调整的参数是实际使用功率、焊接速度、离焦量等。
对换挡拨叉的平焊和角焊参数分别进行研究,选择适合这2种不同焊接方式的最优焊接参数:使用功率、焊接速度和离焦量。
3.2 评判指标
根据本项目的换挡拔叉设计要求,以熔深及分离力作为考核换挡拔叉焊接强度的指标,具体指标如表4所示。

表4 焊接评判指标
3.3 研究方法
应用田口法的非动态响应进行研究。田口法是由日本田口玄一博士提出的一套试验方法。其基本原理是通过控制可控因素的水平和配合,使产品和工艺对噪声因素的敏感程度降低,从而使噪声因素对产品质量的影响作用减少和消除,以实现提高和稳定产品质量的目的。噪声因素是指影响系统响应但不受控的因素。3个控制因子分别为使用功率、焊接速度、离焦量。为简化试验,每个控制因子选择3个水平,如表5所示。使用功率、焊接速度、离焦量的因子水平分布数值是在初步调试的参数基础上设定的。响应因子为熔深。焊件含碳量作为噪声因子N,选择2个水平,分别为含碳量为0.24~0.30 的 27MnCrB5 (N1) 和含碳量为 0.17 ~0.24的20钢 (N2),如表6所示。采用正交试验进行研究。正交试验按L9正交列表试验模型进行,如表7所示。N1和 N2的熔深 Y1(y1,j) 和 Y2(y2,j) 需要通过正交试验获得。
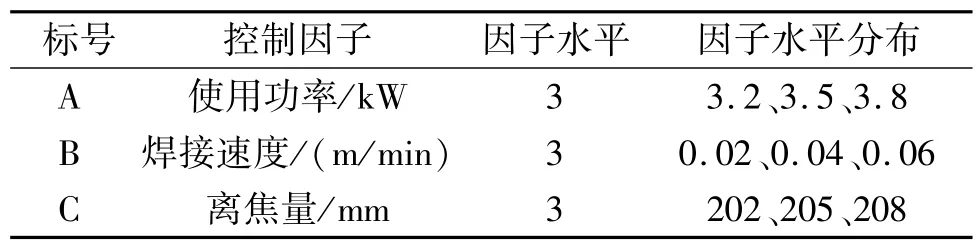
表5 控制因子及水平

表6 噪声因子及水平

表7 L9正交列表试验模型
3.4 试验数据
按正交列表顺序进行焊接试验,得到平焊及角焊2个正交列表数据,如图8~9所示。在各组确定的参数条件下,得到了N1和N2的焊接深度即熔深Y1和Y2。根据熔深试验值,从强度最大化考虑 (属于望大特性),分别计算熔深均值M及信号与噪声之比 (信噪比)S:
式中:Mj为正交试验中第j列的熔深均值,mm;Sj为正交试验中第j列的信噪比,dB;n为噪声因子水平数量,为2;yi,j为第i组第j列熔深,mm。
例如, 平焊第1组,n为 2,y1,1为3.62 mm,y2,1为3.82 mm, 得M1为3.7 mm,S1为11.4 dB。
计算结果见表8~9。

表8 平焊数据

表9 角焊数据
3.5 数据分析
根据表8~9中的M值及S值,计算每个控制因子水平的平均影响,即对每个控制因子水平所对应的M及S值进行平均,得到每个控制因子水平下的平均熔深均值和平均信噪比,如表10~11所示。

表10 平焊数据

表11 角焊数据
根据表10~11中的数据,把因子列作为X轴,平均熔深均值及平均信噪比作为Y轴,分别绘制平焊及角焊的平均熔深均值响应点图及平均信噪比响应点图,如图4及图5所示。
3.6 最优参数确定
最优控制因子选取原则为:如果因子影响信噪比,选择最大化信噪比的因子设定;如果因子只对熔深 (性能)均值有影响,选择对性能最有利的因子设定;如果因子对稳健性和性能均值都没有影响,选择最便宜、最简单或者风险最低的因子设定。对于平焊及角焊,B因子焊接速度对S/N及Mean值影响最大,A因子使用功率其次,C因子离焦量影响较小,可忽略。从S/N及Mean值最大化考虑,最佳参数选择A3、B1,从平焊及角焊的主要影响因子A、B选择一致考虑,且从焊接便利性出发,平焊及角焊的因子C都选择C3,故最终选定最优的参数组合为A3、B1、C3,即:使用功率 3.8 kW, 焊接速度 0.02 m/min, 离焦量 208 mm。
4 试验验证
按照选定的最优参数进行验证。焊接试验安排如下:(1)平焊:27MnCrB5、20钢分别焊接6个样本,3个样本进行焊接深度检测,3个样本进行分离力测试;(2)角焊:27MnCrB5、20钢分别焊接6个样本,3个样本进行焊接深度检测,3个样本进行分离力测试。试验结果如表12所示。由表12可见,选择的最优参数满足设定的熔深及分离力要求。

表12 焊接验证数据
由表12可见,部分分离力一致性有比较大的差异。这由于试验过程中部分样本起始及收尾部分存在缺陷所致,但不影响试验结果。
5 结论
本项目换挡拨叉焊接工艺最终选择激光焊接,焊接强度高、变形小、焊缝美观、焊接效率高,符合新能源项目对换挡拨叉的要求。在选定参数范围内,焊接速度对熔深影响最大,焊接速度越小,熔深越大;使用功率影响其次,使用功率越大,熔深越大;离焦量影响很小,可忽略。本文工艺选择及研究焊接参数的思路及方法,为其他零件提供了参考。但由于参数范围选择有限,针对其他具体案例可以选择更多的因子水平及样本量进行研究。