钢轨铣磨车刀盘国产化的试验与研究
2020-11-05尹民中中国铁路上海局集团有限公司上海大机运用检修段
尹民中 中国铁路上海局集团有限公司上海大机运用检修段
随着我国铁路线路建设高速发展,轮轨关系、钢轨病害处理技术理论也不断发展更新。中国铁科院最早在2014年通过试验提出,铺设60 N钢轨可以减少甚至避免钢轨在轨距角部位出现肥边、剥离掉块和疲劳核伤,产生的轮轨接触光带在25 mm~30 mm范围内。一些新建高铁相继已采用60 N廓形钢轨铺设。经过最近几年的钢轨打磨实验实践,现在普遍认为按照设计廓形或者介于60 N及设计廓形之间的廓形方案打磨,在各项轮轨关系指标上更优。各类打磨车、铣磨车作为钢轨轨廓"整形师"要适应新的要求,按照60 N或者设计轨廓进行准确修理。要适应新的轨廓修理要求对普通打磨车不难,只需按廓形要求重新调整打磨方案即可。而钢轨铣磨车整形修理中决定廓形的关键部件是刀盘,其适应新廓形要求的灵活性不足,无法按需调整。在此情况下,我们积极调整思路,联合同济大学专家、有实力的刀盘设计生产厂家展开铣磨车刀盘国产化的试验与研究。
1 铣磨车国产刀盘的设计制造
(1)精确测量刀盘原始尺寸
目前国内普遍使用的铣磨车为奥地利LINSINGER公司生产,该车共有4个铣轮,每个铣轮有22组铣削刀粒组合,每组包含8个刀粒,分两排排列。
使用非接触式三维扫描仪扫取刀盘各维度型面,逆向还原现有铣磨车刀盘,确保尺寸测量的精确度。通过测量,掌握铣磨车既有的60 kg/m、1:40轨底坡刀盘的特征,包括刀粒分布、刀盘尺寸、各类接口尺寸、刀盘凹槽特征等。
(2)根据现有铣磨车刀盘尺寸,考虑实现设计廓形铣磨的要求,制定出国产刀盘设计方案
①现有铣磨刀盘采用标准60轨廓形。为实现轨头更凸的60设计廓形,每排刀粒槽增加1个,即每组增加2个,这样可以更加平缓地完成钢轨轨头廓形覆盖,避免出现台阶现象,如图1所示。

图1 60设计廓形刀盘刀粒布置情况
②将国产刀盘刀粒槽设计为斜向排列,使得刀粒工作边与作业方向成一定斜角,减少作业中的作用力及振动,提高切削稳定性,减少崩刃次数。
③不改变刀粒槽尺寸,这样便可以使用标准刀粒,更加客观地评价国产刀盘性能效果。
(3)根据国产刀盘设计方案,结合上海局的铣磨车刀盘刀粒的布置情况,进行高精度的刀盘总体机械设计、仿真分析,优化刀粒的布置形式,绘制出刀盘技术图纸。
(4)委托国内有实力的刀具制造公司,完成一组(一左一右)国产化刀盘加工制造。
2 开展国产刀盘铣磨作业试验与研究
2.1 试验
于2018年先后两次在皖赣线铣磨作业,对国产刀盘的铣削效果进行现场试验。第一次试验时,线路钢轨初始状态较差,出现多次崩刃。在7月份再次选择钢轨状态稍好的区段进行第二次试验。考虑到作业后钢轨廓形反映的主要是后一组单元的作业效果,因此试验前将两个国产刀盘分别安装在4、5铣削单元。
钢轨型面测量采用RS2015-2W型便携式钢轨外形测量装置,该廓形仪重复测量精度0.05 mm,外形测量精度为±0.1 mm。
铣磨车作业区段为一段圆曲线,曲线半径为600 m,铣磨作业距离约500 m,测点7处。
铣磨后实测廓形与设计廓形、60 N廓形和标准60廓形在各径向角度上的距离见表1,其中,正值表示实测廓形在该径向角度方向上高于对比廓形,负值表示实测廓形在该径向角度方向上低于对比廓形。

表1 实测廓形与对比廓形径向距离(单位:mm)
对比发现,铣磨后内轨实测廓形高于设计廓形,最大值1.2 mm;高于60 N廓形,最大值接近2 mm;高于标准60廓形,最大值1.0 mm。铣磨后廓形最接近标准60廓形,其次接近60设计廓形,高于60 N廓形,此结果可能与现场内轨垂磨较大有关。
检查4、5单元刀粒损伤情况,发现各组第3、第4刀粒伤损情况较多,但没有出现刀粒松动、突然崩刃的现象。
整体来看,第一次加工的国产刀盘廓形方面偏保守,内、外轨轨距角均存在欠铣磨。下一步需基于60设计廓形,将轨头两侧轮廓降低,最大降低位置+0.2 mm,以达到设计轨廓铣磨效果。
2.2 国产刀盘的设计改进
为了避免崩刃情况,所有刀粒的朝向均为正前角布置,并保证切削时铁屑飞出的方向一致,轨顶刀粒倾斜角度7度。为达到预期铣削效果,轨头轨距角部分的下倾角度加大。将改进后的刀粒切面组合的数据与设计廓形对比,如图2。

图2 刀粒切面廓形与设计廓形的对比
从图2可以看出,-100~300角度范围内,径向距离小于0.05 mm;300~600角度范围内,最大相差0.2 mm,其中正值为过铣磨。
2.3 对国产刀盘改进设计后,于2019年12月再次进行线上试验
试验地点为宁芜线江宁镇-铜井区间一曲线段,曲线半径788 m,超高85 mm。国产刀盘仍然安装在4、5单元使用。钢轨型面测量采用RS2015-2W型便携式钢轨外形测量装置。铣磨前,确定钢轨廓形测点,进行第一次测量。第一次测量结束,铣磨车进行铣磨,结束后进行第二次测量。
2.3.1 测点布置
铣磨车作业区段为一段圆曲线,顺着铣磨车作业方向选择5个测点,依次标记为1、2、3、4、5,测点间距约2.5 m~3 m。
2.3.2 测试结果及分析
(1)铣磨精度分析
选取测点1、2、3数据分析,将铣磨后廓形与设计廓形进行对比,并计算两者径向距离,得到其铣磨精度。其中,正值表示铣磨后廓形高于设计廓形,负值表示铣磨后廓形低于设计廓形。
①测点1各角度铣磨精度对比如图3所示,可以看出:

图3 测点1径向铣磨精度
内轨非工作边(-16°~0°)铣磨后廓形基本与60设计廓形吻合,略高于设计廓形,铣磨精度为0 mm~0.36 mm;
内轨轨肩到工作边(0°~60°)廓形基本与60设计廓形吻合,普遍低于设计廓形,铣磨精度在-0.34 mm~0.13 mm,即略有过铣磨,廓形略偏于60 N廓形;
外轨非工作边(-16°~0°)与60设计廓形吻合较好,铣磨精度范围在0 mm~0.14 mm之间;
外轨轨肩到工作边(0°~60°)廓形与60设计廓形吻合,略低于设计廓形,精度范围在-0.45 mm~0.45 mm,即存在略微的过铣磨。
②测点2各角度铣磨精度对比如图4所示,可以看出:

图4 测点2径向铣磨精度
内轨非工作边(-16°~0°)与60设计廓形吻合较好,铣磨精度在-0.28 mm~-0.04 mm;
内轨轨顶中心至工作边(0°~60°)基本与60设计廓形吻合较好,铣磨精度在-0.40 mm~0.08 mm之间;
内轨轨距角处铣磨后廓形基本与60设计廓形吻合,铣磨精度在-0.11 mm~0.08 mm之间;
外轨整体廓形(-16°~60°)与60设计廓形吻合良好,铣磨精度在-0.4 mm~0.09 mm;
③测点3各角度铣磨精度对比如图5所示,可以看出:

图5 测点3径向铣磨精度
内轨非工作边(-16°~0°)略高于60设计廓形,铣磨精度范围在-0.09 mm~0.31 mm;
内轨轨顶中心至轨距角处(0°~60°)略低于60设计廓形,存在过铣磨,铣磨精度范围在-0.39 mm~0 mm;轨距角处与设计廓形吻合较好;
外轨整体与设计廓形吻合较好,非工作边(-16°~0°)略高于设计廓形,范围在0 mm~0.15 mm之间;
外轨轨顶中心至轨距角(0°~16°)铣磨廓形略低于设计廓形,范围在-0.17 mm~0.4 mm;16°以上无铣磨量。
(2)铣磨廓形分析
根据上海局高速铁路钢轨打磨实施细则关于打磨后轨头廓形验收标准(见表2),结合铣磨后廓形与60设计廓形在轨头横向不同位置的垂向差值,绘制差值与标准值对比图,如图6、图7中,其中红色线是行车速度<200 km/h的标准,蓝色线是行车速度≥200的标准。黑色线为不同测点处的廓形与60设计廓形在不同横向位置时的垂向差值。

表2 钢轨打磨轨头廓形验收标准

图6 内轨铣磨后廓形与60设计廓形的垂向差值与标准值对比
从图6可以看出:
内轨轨头横向-25 mm~+25 mm,所有廓形的轨头横向大部分位置的点满足速度<200 km/h的打磨廓形验收标准,轨头横向位置+15 mm的部分点、横向+20 mm的个别点与标准的偏差在-0.08 mm~-0.02 mm。这些点处于内轨轨顶扁平、外侧有肥边的过渡区域,铣磨后该处廓形需要降低和圆顺,所需铣磨量较大。
内轨轨头横向+25 mm~32 mm,所有廓形的轨头横向点均满足速度<200 km/h的打磨廓形验收标准。
内轨轨头横向-25 mm~0 mm,大部分廓形的点均满足速度≥200 km/h的打磨廓形验收标准;
内轨轨头横向0 mm~+25 mm,有部分廓形的点不满足速度≥200 km/h的打磨廓形验收标准,与标准的偏差在-0.18 mm~-0.04 mm;
内轨轨头横向+25 mm~32 mm,所有廓形的点基本满足速度≥200 km/h的打磨廓形验收标准。
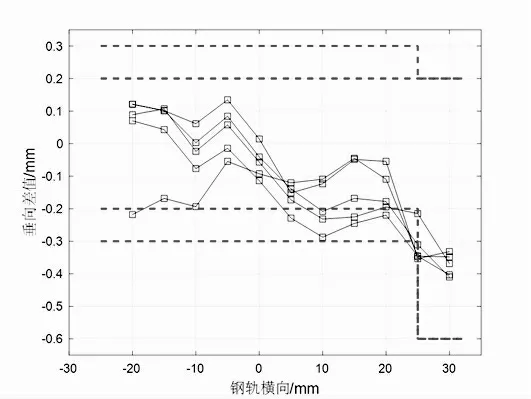
图7 外轨铣磨后廓形与60设计廓形的垂向差值与标准值对比
从图7可以看出:
外轨轨头横向-25 mm~+25 mm,所有廓形的轨头横向的点均满足速度<200 km/h的打磨廓形验收标准;
外轨轨头横向+25 mm~32 mm,所有廓形的轨头横向点均满足速度<200 km/h的打磨廓形验收标准;
外轨轨头横向-25 mm~0 mm,大部分廓形的点均满足速度≥200 km/h的打磨廓形验收标准;
外轨轨头横向0 mm~+25 mm,有部分点廓形不满足速度≥200 km/h的打磨廓形验收标准,与标准的偏差在-0.09 mm~-0.04 mm;
外轨轨头横向+25 mm~32 mm,所有廓形的点基本满足速度≥200 km/h的打磨廓形验收标准。
3 通过对铣磨车刀盘国产化的试验与研究,得出以下结论
(1)国产铣磨车刀盘经过现场试验、设计改进,左、右刀盘基本满足60设计廓形的作业要求,内、外轨均达到了-0.4 mm~0.3 mm的铣磨精度,且轨顶中心到工作边内主要为过铣磨。
(2)国产铣磨刀盘改进了刀粒排列方式,增加刀粒的铣削角度覆盖面,钢轨修理后廓形更为圆顺。
(3)对比打磨验收标准,曲线内轨、外轨铣磨后廓形满足速度<200 km/h的打磨廓形验收标准,基本满足速度≥200km/h的打磨廓形验收标准。内轨在轨头横向0 mm~+25 mm略超过标准,外轨在轨头横向0 mm~+20 mm略超过标准,但超限都为负值,即过铣磨,与铣磨前廓形状态有关。
(4)铣磨车刀盘国产化,不仅可以摆脱对进口刀盘技术的依赖,也便于今后拓展到铣磨刀粒的国产化研究,可以预见将大大节省铣磨作业成本,而且能满足新的轨廓修理要求,实现钢轨铣磨型面和钢轨打磨型面的有效统一,保证铁路平稳运行,在铣磨车运用及钢轨修理技术探索方面具有重要意义。
