菌种强化结合工艺优化提高酱香白酒基酒中四甲基吡嗪含量的研究
2020-11-04李福荣山其木格孟天毅梁青松冯国跃张翠英肖冬光李长文
卢 君,张 颖,李福荣,唐 平,山其木格,孟天毅,梁青松,张 乐,冯国跃,张翠英,肖冬光,李长文
(1.贵州国台酒业股份有限公司,贵州 仁怀 564501;2.天士力控股集团有限公司研究院,天津 300410;3.天津科技大学 生物工程学院 工业发酵微生物教育部重点实验室,天津 300457)
近年来,酱香型白酒以其独特的感官风味和更为舒适的饮后体征感受,越来越受到消费者的青睐。酱香型白酒的酒体中包含了种类更为丰富的风味物质和生物活性组分[1-4],如四甲基吡嗪(tetramethylpyrazine,TTMP),近年来受到广泛的关注,被认为是与酱香风格密切相关的物质,同时也是行业中公认的“健康因子”[5],具有增加脑血管的血流量,减少脑缺血性疾病的发作、改善学习的障碍[6]、防止由无水乙醇引起的胃粘膜损伤和肾中毒[7-8]、防止由硫代乙酰胺引起的急性肝中毒[9]、降低脑萎缩的伤害[10]、防止肝纤维化等功效[11]、分解甘油三酯[12]、改善高血糖、抑制α-葡萄糖苷酶活性,同时具有体外抗炎作用[13]等诸多健康功效。
随着“健康中国”发展战略的制定和实施,消费者对于饮酒的态度越来越理性,对于白酒健康层面的需求越来越强烈。由于酱香型白酒的独特工艺特点,健康因子——四甲基吡嗪,仍然是研究的热点。中国工程院孙宝国院士提出“白酒的发展方向是健康,健康白酒应该通过‘内寻外加,自然强化’来实现”[14]。在实际酿酒生产过程中,从制曲、堆积或发酵阶段筛选出高产四甲基吡嗪的微生物,并应用强化到特定的生产发酵阶段,这种方式是常见的高产四甲基吡嗪的手段。王西等[15]将从高温大曲中筛选得到的产香枯草芽孢杆菌(Bacillus subtilis)应用到酱香型白酒生产中,结果显示堆积组发酵后的糟醅中四甲基吡嗪相对含量达到6.98 μg/g,是空白组的4.56倍;王晓丹等[16]将筛选得到的一株地衣芽孢杆菌(Bacillus licheniformis)强化到粹沙工艺酱香白酒发酵的酒醅中,发酵后酒醅中的四甲基吡嗪含量是对照组的3.03倍。
以往的研究,仅应用菌种强化发酵的单一手段来提高基酒中的四甲基吡嗪含量。本研究针对酱香型白酒生产企业的实际生产工艺,对比了3种方法对酱香型白酒基酒中四甲基吡嗪的含量的影响,即利用菌种强化的方式,在酿酒发酵阶段,通过功能微生物代谢提高基酒中四甲基吡嗪的含量;利用工艺优化方式,将菌剂加入尾酒中浸提得到高含量四甲基吡嗪的浸提液,在烤酒阶段,通过蒸馏方式(浸提液加入地锅串蒸)使四甲基吡嗪迁移入基酒中;应用菌种强化和工艺优化双管齐下的方法。旨在为进一步提高酱香型白酒基酒中四甲基吡嗪的含量提供一种新的、可被企业实际应用的方法和思路。
1 材料与方法
1.1 材料与试剂
1.1.1 菌种和曲粉
枯草芽孢杆菌(Bacillus subtilis)M2(MBJ09001):分离自茅台镇某酒厂高温大曲,保藏于中国普通微生物菌种保藏管理中心,菌种保藏编号为CGMCC 18734。曲粉:贵州国台酒业五轮次酿酒生产时期的生产用曲粉。
1.1.2 试剂
小麦:某酒厂提供;四甲基吡嗪(色谱纯):上海麦克林生化科技有限公司;2-乙酰基吡啶(色谱纯):上海阿拉丁生化科技股份有限公司;氯化钠(分析纯):天津市汇杭化工科技有限公司;无水乙醇(分析纯):天津市康科德科技有限公司;甲酸(色谱纯):美国Fluka公司;甲醇(色谱纯):德国默克公司;蛋白胨、酵母浸粉、琼脂粉(均为生化试剂):北京奥博星生物技术有限责任公司;2-乙基丁酸(色谱纯):天津市光复精细化工研究所。
1.1.3 培养基
LB液体培养基[17]:蛋白胨10 g,酵母膏5 g,NaCl 10 g,蒸馏水1 000 mL,调pH=7.5,121 ℃高压灭菌20 min。LB固体培养基:在LB液体培养基中添加琼脂粉15 g。
1.2 仪器与设备
BPS-250HC高温培养箱:上海申骋仪器科技有限公司;Q-Trap 5500三重四极杆液质联用(high performance liquid chromatography-mass spectrometry,HPLC-MS)仪:美国AB SCIEX公司;UFLC超高效液相系统:岛津(上海)实验器材有限公司;DGG-101-1BS电热鼓风干燥箱:天津市天宇实验仪器有限公司;DK-S26电热恒温水浴锅:上海森信实验仪器有限公司;LMQ.C-80E立式灭菌器:山东新华医疗器械股份有限公司;IT-09A5磁力搅拌器:上海一恒科学仪器有限公司。
1.3 实验方法
1.3.1 高产四甲基吡嗪菌剂的制备
菌种活化:从甘油管保存的枯草芽孢杆菌M2中挑取少许菌体,在LB固体培养基平板上划线,37 ℃培养18 h,长出单菌落后挑取单菌落再次划线,以此重复三次,对菌株进行活化和纯化。
一级种子液:从活化后的枯草芽孢杆菌M2平板挑取少许单菌落菌体接种于LB液体培养基,装液量15 mL/150 mL,37 ℃、200 r/min条件下培养至生长稳定期。
二级种子液:将一级种子液按10%(V/V)的接种量接种于LB液体培养基,装液量150 mL/250 mL,37 ℃、200 r/min条件下培养至生长稳定期。
固体菌剂制备:称取麦沙(从酒厂制曲车间取得,与实际制曲生产时粉碎度相同的磨碎的小麦,已加水,但未添加母曲)和麦粉(用粉碎机粉碎的小麦粉),装入不锈钢盆中,每个不锈钢盆中麦粉和麦沙按质量比1∶1混匀。每盆3 kg原料中加入300 mL二级种子液(接种量为10%)和750 mL水,最终水分含量为37.1%。不锈钢盆上覆盖纱布,放入高温培养箱中进行固体培养。培养期间,第1天在培养箱中37 ℃培养24 h;第2天将培养温度调整至44 ℃,持续1 d;发酵第3天将培养温度调整至52 ℃,高温生香保持2 d;以此条件循环两次制备得到固体菌剂。发酵过程中观察发酵情况,每天根据湿度补水、搅拌、测量温度。
1.3.2 高产四甲基吡嗪菌剂的生产应用方式
菌种强化方式[17]:将制备得到的菌剂自然干燥后再进行磨粉,应用于2019年贵州国台酒业五轮次基酒的生产中,选取了三车间9班8号窖池作为实验窖池,另选择该班组其他4个窖池作为对照窖池。应用功能枯草芽孢杆菌M2制作的固态菌剂(干燥粉碎后)(共10 kg)强化到酱香型白酒堆积发酵结束后、入窖发酵之前窖池的上层糟醅中,菌剂与普通曲粉的质量比为1∶5,跟踪发酵生产进程,经过一个轮次的发酵后(30 d),开窖烤取基酒,评定基酒中四甲基吡嗪的含量和感官质量的差异。
工艺优化方式:将制备得到的高含量四甲基吡嗪的菌剂,按照1∶10的质量比添加到酱香型白酒基酒生产过程产生的头尾酒中,浸泡7 d,获得头尾酒浸提液,再将头尾酒浸提液替代普通头尾酒,倒回地锅,通过蒸馏烤酒使得浸提液中的四甲基吡嗪迁移至基酒中,评定基酒中四甲基吡嗪的含量和感官质量的差异。
菌种强化结合工艺优化方式:应用上述菌种强化和工艺优化相结合的方式,即在酿酒生产阶段进行菌种强化,在蒸馏烤酒阶段进行工艺优化。在2019年贵州国台酒业六轮次基酒的生产过程中,选取了一车间1班6号窖池作为实验窖池,该班组其他窖池均为对照窖池。评定基酒中四甲基吡嗪的含量和感官质量的差异。
1.3.3 分析检测方法
(1)四甲基吡嗪的检测方法
曲粉/菌剂样品前处理:称取2.8 g粉碎后的曲粉/菌剂样品,加入20 mL体积分数为53%的乙醇溶液,浸泡10 min,25 ℃条件下超声提取30 min,超声功率250 W,超声频率40 kHz,20 ℃、8 000 r/min条件下离心10 min,收集上清液,稀释至合适倍数后过0.45 μm的有机滤膜,取过滤后样品1 mL于液相样品瓶中,供液质分析。
基酒酒样前处理:基酒酒样稀释至合适倍数后过0.45μm的有机滤膜,取过滤后样品1 mL于液相样品瓶中,供液质分析。
采用HPLC-MS检测四甲基吡嗪含量,参考以往文献报道的方法进行优化[18-21],液相色谱条件:ACQUITY UPLC BEH C18色谱柱(2.1 mm×100 mm,1.7 μm),柱温35 ℃;流动相为甲醇:0.1%甲酸=35∶65(V/V);流速0.4 mL/min;洗脱梯度:0.01~1 min,10%甲醇;1~5 min,35%甲醇。质谱条件:多反应监测(multiple reaction monitoring,MRM)模式,具体参数见表1。

表1 HPLC-MS法测定四甲基吡嗪多反应监测模式条件参数Table 1 Parameters of multiple reaction monitoring mode for tetramethylpyrazine determined by HPLC-MS
正离子模式下,以四甲基吡嗪标准品的保留时间、精确质量数匹配,结合二级特征碎片离子,实现定性分析。采用外标法进行四甲基吡嗪的定量分析。
(2)理化指标检测方法
菌剂和大曲的酸度测定采用酸碱滴定法,糖化力采用菲林滴定法,具体检测方法参见《白酒生产技术全书》[22]。
(3)基酒感官品评方法[23]
组织4位国家一级品酒师,对本研究中的基酒样品进行感官品评,分别从曲香、酱香、酒体醇和度、后味、干净度这5个维度进行打分评价(0~9分,0代表感知不到,9代表特征极为明显)。
2 结果与分析
2.1 高产四甲基吡嗪菌剂制备结果
测定制备的菌剂和生产用曲粉的酸度、糖化力和四甲基吡嗪含量,并进行对比分析,结果见表2。由表2可知,制备的菌剂酸度相比于生产用曲粉酸度更高,推测其原因是强化菌株枯草芽孢杆菌M2(MBJ09001)的代谢产酸能力更强。菌剂中的四甲基吡嗪的含量(627.15 μg/g)是生产用曲粉的160倍,说明应用枯草芽孢杆菌M2进行发酵能够代谢产生高含量的四甲基吡嗪。同时,制备的菌剂糖化力(20.16 mg/(g·h))很低,但对于本研究来说并不影响后续的发酵阶段强化和蒸馏烤酒应用的要求。

表2 制备的菌剂与生产用曲粉指标差异Table 2 Differences of indexes between prepared microbial agents and Daqu powder for production
2.2 菌种强化方式提高基酒中四甲基吡嗪含量的生产应用结果
不同窖池烤取的基酒中四甲基吡嗪的含量见图1。由图1可知,实验窖池烤取的基酒中四甲基吡嗪含量为16.06 mg/L,比对照窖池烤取的基酒中四甲基吡嗪的平均含量(6.16 mg/L)提高160.71%,说明利用菌种强化的方式能够大幅提高基酒中四甲基吡嗪的含量,与以往的研究结果一致[15-17]。
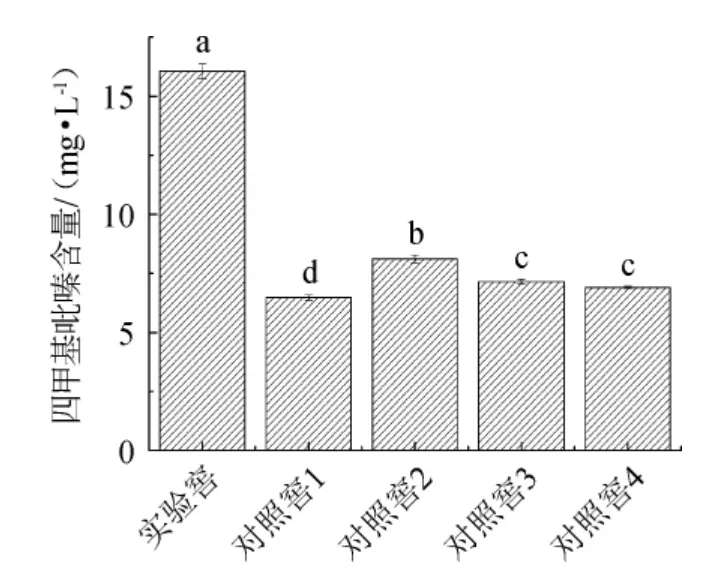
图1 菌种强化方式提高酱香型白酒基酒中四甲基吡嗪含量结果Fig.1 Results of improving tetramethylpyrazine content in sauceflavor Baijiu base liquor by strain strengthening
2.3 工艺优化方式提高基酒中四甲基吡嗪含量的生产应用结果
酱香型白酒在蒸馏烤酒过程中会生产出基酒和尾酒。基酒指的是酒精度为53%vol左右的酒(一轮次基酒57%vol、二轮次基酒54.5%vol、三轮次基酒53.5%、四至五轮次基酒53%vol、六至七轮次基酒52%vol)。在烤酒过程中,当酒精度下降至8%vol~15%vol时,此时收集得到的酒称为头尾酒;酒精度降至5%vol~8%vol时,此时收集得到的酒称为二尾酒。为了回收头尾酒中的酒分子以提高基酒的产量,生产过程中会将上一排的头尾酒倒入下一排的地锅中,在蒸馏烤酒过程中使得头尾酒中的酒分子串蒸至下一排的基酒中,因此也就增加了基酒的产量,这是酱香型白酒酿造过程中常见而普遍采用的工艺。根据这个工艺特点,尝试用头尾酒来浸泡高含量四甲基吡嗪菌剂的方法,使四甲基吡嗪通过浸提迁移至头尾酒中。再利用浸提过菌剂的尾酒代替传统的尾酒进行地锅串蒸,这样既回收了酒分子,同时也有益于四甲基吡嗪通过串蒸迁移至基酒中,从而提高基酒中四甲基吡嗪的含量。
本研究将高含量四甲基吡嗪的菌剂浸泡在头尾酒中7 d,四甲基吡嗪浸提效果见图2。由图2可知,随着浸泡时间的增加,尾酒中四甲基吡嗪含量逐渐增加,从最初头尾酒中仅含有6.70 mg/L增加到第7天时的66.35 mg/L,说明四甲基吡嗪具有较好的醇溶性,利用浸提的方法能够使得头尾酒中富集高含量的四甲基吡嗪。
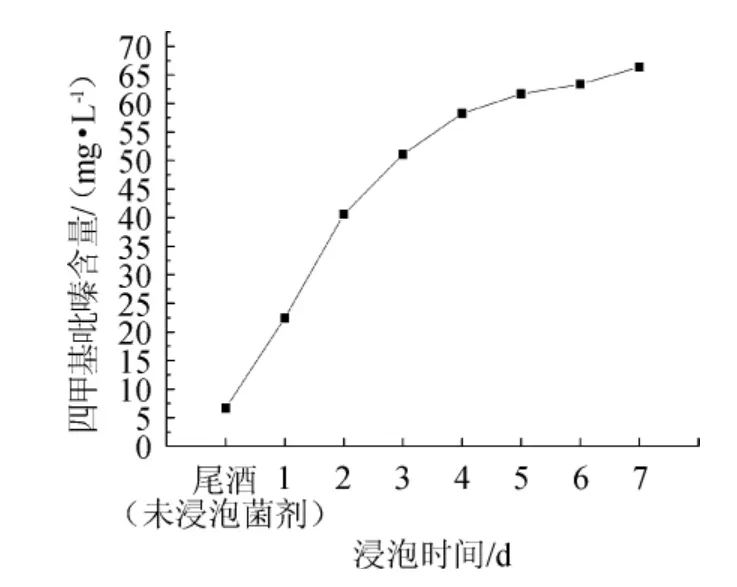
图2 酱香型白酒头尾酒提取四甲基吡嗪的效果Fig.2 Effect of tetramethylpyrazine extraction from tail spirit of sauce-flavor Baijiu
将经过7 d浸提菌剂后的头尾酒代替普通头尾酒,回地锅蒸馏,检测基酒中的四甲基吡嗪含量,用普通尾酒回地锅后烤取的基酒作为对照,结果见图3。由图3可知,工艺优化后基酒中四甲基吡嗪的含量为8.60 mg/L,而应用传统工艺烤取的基酒中四甲基吡嗪含量为4.63 mg/L,工艺优化后的基酒中四甲基吡嗪的含量提升了85.75%。

图3 工艺优化方式提高酱香型白酒基酒中四甲基吡嗪含量结果Fig.3 Results of improving tetramethylpyrazine content in sauceflavor Baijiu base liquor by process optimization
2.4 菌种强化结合工艺优化方式提高基酒中四甲基吡嗪含量的生产应用结果
应用菌种强化和工艺优化双管齐下的方法进一步提升酱香型白酒基酒中的四甲基吡嗪含量。对同一个窖池在发酵阶段和蒸馏阶段采用上述两种工艺,以传统工艺酿造的基酒作为对照,基酒中四甲基吡嗪的含量见图4。由图4可知,实验窖池对应的基酒中四甲基吡嗪含量达到了21.98 mg/L,而应用传统工艺对应的基酒中四甲基吡嗪的平均含量为7.26 mg/L,菌种强化结合工艺优化后的基酒中四甲基吡嗪的含量提升了202.75%。

图4 菌种强化结合工艺优化方式提高酱香型白酒基酒中四甲基吡嗪含量结果Fig.4 Results of improving tetramethylpyrazine content in sauceflavor Baijiu base liquor by strain strengthening combined with process optimization
对比应用以上3种方法提高酱香型白酒基酒中四甲基吡嗪含量的实验结果发现,相比于单一采用菌种强化或工艺优化,采用菌种强化和工艺优化双管齐下的方法,其效果最好,并且这种方法也适合酱香型白酒酿造企业的生产实际,容易被生产应用落地;另外,菌种强化的方式的效果要优于工艺优化的方法,这可能是浸提液在中国白酒特殊的固态蒸馏工艺下,迁移至基酒中的效率不高的缘故。
2.5 基酒质量对比结果
由图5可知,采用菌种强化工艺优化的方法以及二者相结合的方法对于基酒的曲香得分均有提高效果,说明基酒中的四甲基吡嗪与“曲香”特征存在相关性。本研究重点关注采用菌种强化和工艺优化相结合的方法酿制的基酒,其曲香特征和整体风格都要略优于传统工艺酿制的对照基酒;而在干净度特征上,相对于对照基酒则有所降低。这可能是由于头尾酒不仅提取出了菌剂中的四甲基吡嗪,同时也提取出了其他醇溶性香气物质,这些香气物质也在串蒸过程中迁移到了基酒中所致。采用两种不同工艺酿造出的基酒的整体感官差异不大,经过感官评定,两类基酒的质量等级均被评为二级。所以,本研究认为利用菌种强化结合工艺优化这种方法,对于基酒的曲香和干净度会有一定影响,但对于基酒的整体质量影响不大。

图5 不同工艺酿造的基酒感官得分雷达图Fig.5 Radar chart of sensory scores of base liquor brewed by different processes
3 结论
本研究针对酱香型白酒生产企业的实际生产工艺,创新性的引入了发酵阶段的菌种强化和蒸馏烤酒阶段的工艺优化的双管齐下的方法,通过叠加作用进一步提升酱香型白酒基酒中的四甲基吡嗪的含量。结果表明,单一采用菌种强化的方法能够将基酒中四甲基吡嗪含量提高160.71%;单一采用工艺优化的方法能够将基酒中四甲基吡嗪含量提高85.75%;而采用菌种强化和工艺优化相结合的方法能够将基酒中四甲基吡嗪含量提升202.75%。菌种强化和工艺优化相结合的方法对于提升基酒中四甲基吡嗪含量的效果最好,且对基酒质量影响不大。该技术生产操作简便,适于企业落地应用。