高产乙酸乙酯酵母菌筛选及固态发酵应用研究
2020-11-04刘小改马美荣周林艳王小伟
刘小改,马美荣,周林艳,王小伟,张 坤
(北京红星股份有限公司,北京 101400)
乙酸乙酯是清香型白酒中特征香气成分,通常表现为水果香、花香和甜香,对增加白酒香气、醇厚度、提升白酒品质有重要作用[1]。二锅头白酒作为清香型白酒代表之一,其中乙酸乙酯的含量是衡量酒质好坏的重要标准之一[2]。清香型白酒酿造过程中,乙酸乙酯主要来自于产酯酵母。产酯酵母又称生香酵母,是一类能够代谢生成酯类物质的酵母菌总称,通常包括汉逊酵母属(Hansenula)、毕赤酵母属(Pichia)、假丝酵母属(Candida)等[3-5]。该类酵母能够在生长繁殖过程利用葡萄糖代谢产生乙醛、乙酸,并在其自身酯化酶的催化作用下合成乙酸乙酯[6]。在我国,应用生香酵母提高白酒质量始于20世纪60年代初期,前沈阳轻院与锦州酒厂就用生香酵母明显地提高了麸曲白酒的酒质,而真正商品化的生香酵母是于1995年由湖北宜昌安琪酵母基地开始生产的,当生香酵母被制成活性干酵母后,既充分发挥了增酯作用,又方便了运输、贮存及使用[7]。史雁飞[8]通过应用酵母细胞固定化技术,增强了产酯酵母生长繁殖能力,提高细胞活性和抗逆性,并达到反复利用的目的,极大地提升了产酯酵母的应用效果。刘桂君等[9]在液态发酵生产白酒时用生香酵母与红曲、酿酒酵母共同发酵,所获白酒乙酸乙酯的含量有较大幅度提高,酒的口味和香气均有改善。宋玉华等[10]在清香酒生产中添加固体产酯酵母入池发酵,乙酸乙酯含量明显提高,且酒质甘爽余味长,清香风格明显。
产酯酵母菌代谢产酯受诸多因素影响,如发酵培养基、温度、时间、pH值、供氧情况等。与兼性厌氧的酿酒酵母(Saccharomyces cerevisiae)可在无氧条件下繁殖代谢不同,大多数产酯酵母为需氧菌,必须在有氧条件下生长代谢[11],且白酒生产中酒醅酸度和发酵期是极为重要的发酵条件,直接影响白酒生产的质量和产量,因此研究发酵酒醅酸度、酒醅中溶氧情况、发酵时间对产酯酵母代谢的影响,可为产酯酵母在白酒酿造生产中应用提供重要的理论依据,这对于白酒生产的提质保量是极为必要的。
本研究通过对实验室保藏的5株酵母菌的乙酸乙酯生产能力进行研究,从中筛选出一株高产乙酸乙酯酵母菌,并对该菌株在白酒酿造过程中的固态发酵条件进行研究,考察粮糟比例、酒醅疏松度、发酵时间3个因素对其发酵产乙酸乙酯效果的影响,其中,通过调整粮糟比例调节酒醅入池酸度,通过调整酒醅疏松程度调节入池酒醅中氧气含量,确定最佳发酵条件。进一步在酿造中试车间应用产酯酵母J-4进行发酵增酯实验,并以未添加产酯酵母发酵的酒班为对照,对两班所产原酒指标进行分析对比,并对酒样进行感官品评,以验证和评估该株产酯酵母在大生产中的应用性能及效果。
1 材料与方法
1.1 材料与试剂
1.1.1 菌种
酵母菌株J-1、J-2、J-3、J-4、J-5:北京红星股份有限公司从清香型酒曲中分离并保存;安琪酿酒高活性干酵母:安琪酵母股份有限公司。
1.1.2 试剂
玉米粉:市售;白酒蒸馏酒尾、麸曲、高粱粉、酒糟、稻壳:北京红星股份有限公司酿造车间;酚酞(分析纯):福晨(天津)化学试剂有限公司;氢氧化钠(分析纯):北京化工厂有限责任公司;乙醛、甲醇、正丙醇、乙酸乙酯、异丁醇、乳酸乙酯(纯度均≥99.0%):中国计量科学研究院国家标准物质资源库;乙酸正戊酯(纯度≥99.0%):西格玛奥德里奇(上海)贸易有限公司。
1.1.3 培养基
种子培养基[12]:8~10 °Bx玉米糖化液,pH 4.0~5.5,115 ℃高压蒸汽灭菌20 min。玉米糖化液[13]:在糊化锅内加入原料质量6倍的水,打开蒸汽加热,同时均匀撒入原料玉米粉,要求玉米粉不得结块,蒸煮2 h糊化,糊化结束后料液降温冷却至60 ℃,加入原料质量20%的麸曲搅拌均匀,保持温度55~60 ℃,糖化3~4 h,糖化完毕后离心过滤,加水稀释至8~10°Bx糖度。
酒尾发酵培养基[14]:酒糟与水按质量比1∶4混合均匀后过滤,在浸出液中加入10%白酒蒸馏酒尾,酒尾酒精度为25%vol,115 ℃高压蒸汽灭菌20 min。
1.2 仪器及设备
GC-2010 plus气相色谱(gas chromatography,GC)仪:日本岛津公司;CJ-2DFS净化工作台:天津市泰斯特仪器有限公司;LDZX-50KBS立式压力蒸汽灭菌器:上海申安医疗器械厂;DHP-9272电热恒温培养箱:上海一恒科学仪器有限公司;JJ6000型电子天平:常熟市双杰测试仪器厂。
1.3 实验方法
1.3.1 酿酒高活性干酵母活化
将安琪酿酒高活性干酵母接种于玉米糖化液,混匀后于38 ℃活化30 min,备用[15]。
1.3.2 产酯酵母种子培养
自保藏斜面培养基挑取1环产酯酵母接种于装有种子培养基的试管中,28 ℃培养24 h,培养完成后按照10%(V/V)的接种量转接于装有种子培养基的三角瓶中,装液量100 mL/500 mL,28 ℃培养24 h[16-17],作为种子液备用。
1.3.3 高产乙酸乙酯酵母菌的筛选
将酵母种子液按4%(V/V)的接种量转接于酒尾发酵培养基,28 ℃培养5 d,每天取发酵液检测乙酸乙酯含量。
1.3.4 白酒酿造工艺
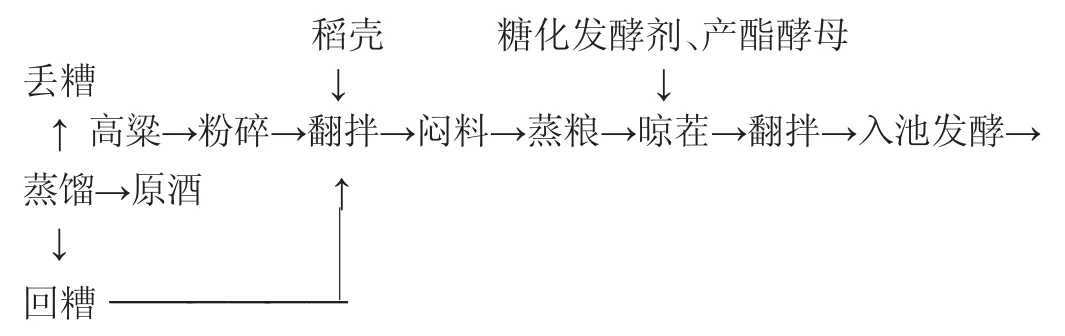
操作要点:将高粱粉碎成粉状,酒糟、高粱粉按照不同配比混合均匀,加入稻壳、水,稻壳添加量为高粱粉质量的25%,适当加水调节醅料水分至55%左右,拌匀后100 ℃蒸料40 min,蒸料完成后物料经摊凉、降温至30 ℃左右,将高产乙酸乙酯酵母种子液按高粱粉质量的4%接种于固态发酵培养基中,同时按高粱粉质量加入8%麸曲、0.03%活化后的安琪酿酒高活性干酵母,并再次翻拌均匀后入池发酵。发酵完成后,将酒醅从发酵池中取出,装入甑锅中蒸馏取酒,蒸酒后酒糟按20%比例作为丢糟弃用,剩余80%酒糟作为回糟再次配粮后进行发酵应用。
1.3.5 高产乙酸乙酯酵母固态发酵实验
将醅料拌匀后装入不锈钢发酵桶(满桶容积0.014 m3)内,以不同力度压实醅料至与桶沿齐平,测量发酵桶内所装醅料质量,以带硅胶密封圈及排汽管的发酵桶盖封口,发酵桶置于室温状态下,待醅料发酵不同时间后蒸馏取酒,检测原酒中乙酸乙酯含量及出酒率。考察粮糟质量比(1.0∶3.5、1.0∶4.0、1.0∶4.5、1.0∶5.0、1.0∶5.5)、入池酒醅疏松度(不施压力、轻微压力、正常压力、加重压力)及发酵时间(6 d、7 d、8 d、9 d、10 d)对菌株JT-4产乙酸乙酯的影响。
1.3.6 麸曲白酒酿造生产
采用1.3.4发酵工艺,将醅料拌匀后转移至水泥发酵池(满池容积45 m3)内,以塑料薄膜覆盖,进行人工踩窖,室温状态下进行发酵。测定原酒出酒率及理化指标,并进行感官评价。
1.3.7 检测方法
挥发性成分的测定:采用气相色谱法检测原酒中挥发性成分的含量。色谱条件参照杨强等[18]的方法,并略作修改:LZP-930石英毛细管色谱柱(50 m×0.32 mm×1.00 μm)柱;氢火焰离子化检测器(flame ionization detector,FID)检测器,检测器温度230 ℃;进样口温度250 ℃;升温程序:50 ℃保持3 min,以6 ℃/min升至130 ℃,再以20 ℃/min升至180 ℃,保持1 min;载气为氮气(N2);吹扫流量为3 mL/min;分流比为1∶30。根据保留时间定性[19],采用内标法定量,内标物为乙酸正戊酯(质量浓度0.117 g/L)。
酸度的测定:根据T/CBJ 004—2018《固态发酵酒醅通用分析方法》进行测定[20]。
发酵醅料质量的测定:称量空发酵桶及封盖质量,向桶中装入醅料并封盖后再次称量总质量,用总质量减去空桶及盖的质量,即为所装发酵醅料质量。
发酵醅料密度的测定:发酵醅料密度=发酵桶所装发酵醅料质量/发酵桶满桶容积。其中,发酵桶满桶容积为0.014 m3。
原料出酒率的测定:原料出酒率=65%vol原酒产量/原料用量×100%[21]。
感官评价:根据GB/T 33405—2016《白酒感官品评术语》进行品评描述[22]。
2 结果与分析
2.1 高产乙酸乙酯酵母菌的筛选
以未接菌的培养基为空白对照,酵母菌株J-1、J-2、J-3、J-4、J-5在酒尾发酵培养基中培养2 d、3 d、4 d和5 d后,乙酸乙酯含量见表1。

表1 不同酵母菌株培养液中乙酸乙酯含量Table 1 Content of ethyl acetate in culture solution of different yeast strains
由表1可知,在5株酵母菌株中,菌株J-4产乙酸乙酯能力明显优于其他4株酵母,当培养4 d时,菌株J-4培养液中乙酸乙酯含量达到最高,为1.38 g/L,酵母菌在生成乙酸乙酯的同时也在不断代谢分解溶液中的乙酸乙酯,随着培养时间继续延长,菌体衰退,合成乙酸乙酯的能力降低,菌株J-4培养液中乙酸乙酯含量下降。通过实验对比可知,在5株酵母菌株中,菌株J-4具有较强的乙酸乙酯合成能力,故选择该株酵母菌进行后续实验。
2.2 高产乙酸乙酯酵母J-4固态白酒发酵实验
2.2.1 粮糟质量比对酵母菌J-4固态发酵产乙酸乙酯的影响
应用发酵桶为发酵容器,进行初步固态白酒发酵实验。以4.5 kg质量酒醅入发酵桶,压平至满桶高度(正常压力),加盖密封后于室温发酵6 d后,不同粮糟质量比对酵母菌J-4固态发酵入池酒醅酸度、出酒率及原酒中乙酸乙酯产量的影响见表2。

表2 不同粮糟质量比对菌株J-4固态发酵出酒率及乙酸乙酯产量的影响Table 2 Effect of different sorghum to vinasse ratio on liquor yield and ethyl acetate yield by solid-state fermentation with strain J-4
由表2可知,酵母菌J-4固态发酵过程中,随着粮糟质量比减小,即入池酒醅酸度上升,所产原酒中乙酸乙酯含量逐渐升高,出酒率随之降低,分析原因可能为产酯酵母利用发酵过程中生成的乙醇合成乙酸乙酯,导致出酒率下降。由此可见,在一定程度上提高酒醅入池酸度有利于酵母代谢生成乙酸乙酯。当高粱粉与酒糟质量比升高至1.0∶5.5时,虽然原酒中乙酸乙酯含量可达1.55 g/L,但出酒率仅为41.5%,损失较大,究其原因,除乙醇转化为乙酸乙酯造成出酒率下降外,较高的酒醅酸度在一定程度上对其他微生物生长代谢产生抑制作用,使发酵速度减慢[23-24],从而导致出酒率降低。
通过数据对比可知,应用高产乙酸乙酯酵母菌J-4进行固态发酵,当高粱粉与酒糟质量比为1.0∶4.0、1.0∶4.5、1.0∶5.0,即入池酒醅酸度为0.9~1.3 mmol/10 g时,所产原酒均可同时具有较高的乙酸乙酯含量和较高的出酒率。综合考虑高乙酸乙酯含量原酒适用性较强及生产中对出酒率的要求,最终确定以高粱粉与酒糟质量比例1.0∶4.5为最佳粮糟质量比。
2.2.2 入池酒醅疏松度对酵母菌J-4固态发酵产乙酸乙酯的影响
酿酒酵母属兼性厌氧菌,可在无氧条件下进行生长代谢,而大多数生香酵母则需在有氧条件下生长代谢[25-26]。王瑞明等[27]研究表明,氧气对异常汉逊酵母(Hansenula anomala)酯类代谢起着很重要的作用。因此,通过调整发酵酒醅疏松程度调节发酵体系中氧气含量,考察其对酵母菌J-4发酵产乙酸乙酯的影响,高粱粉与酒糟质量比为1.0∶4.5,发酵时间为6 d,发酵结束后蒸馏取酒,计算出酒率并检测原酒中乙酸乙酯含量,结果见表3。

表3 不同酒醅疏松度对菌株J-4固态发酵出酒率及乙酸乙酯产量的影响Table 3 Effect of different pressure on liquor yield and ethyl acetate yield by solid-state fermentation with strain J-4
由表3可知,随着醅料疏松程度降低,酒醅内氧气含量减少,原酒中乙酸乙酯含量降低,出酒率逐步升高,酵母菌J-4代谢合成乙酸乙酯需在有氧条件下进行,降低发酵体系溶氧量对产酯酵母代谢产生影响,但对于无氧条件发酵产酒精的酿酒酵母来说,酒醅低含氧量有助于其代谢合成酒精。应用酵母菌J-4进行固态发酵,当采用正常压醅及加压压醅时,可在保持较高出酒率的基础上提高原酒中乙酸乙酯含量。由于正常生产中发酵池体积较大,投粮量较多(一般每池1~4 t投粮),很难实现前两种醅料状态,且低出酒率直接导致经济损失,因此生产中醅料入池后采用正常踩窖即可。
2.2.3 发酵时间对酵母菌J-4固态发酵产乙酸乙酯的影响采用高粱粉与酒糟质量比1.0∶4.5,醅料装入发酵桶后以正常压力压实,于室温下分别发酵不同时间,发酵结束后蒸馏取酒,考察不同发酵期对酵母菌J-4发酵产乙酸乙酯的影响,结果见表4。

表4 不同发酵时间对酵母J-4固态发酵出酒率及乙酸乙酯产量的影响Table 4 Effect of different fermentation time on liquor yield and ethyl acetate yield by solid-state fermentation with strain J-4
由表4可知,当酒醅发酵6~7 d时,主发酵期基本已经到达终点,无论是酿酒酵母发酵产酒精量还是产酯酵母代谢合成乙酸乙酯量,均已达到较高水平,继续延长发酵期,出酒率、乙酸乙酯含量增长幅度均有限,当发酵期延长至10 d时,原酒中乙酸乙酯含量明显降低,酒醅中乙酸乙酯趋于分解,且延长发酵周期会降低窖池使用效率,在一定程度上给原酒生产造成经济损失[28],因此,确定7 d为原酒发酵周期。
2.3 高产乙酸乙酯酵母菌J-4的在麸曲白酒酿造生产中的应用
采用1.3.4发酵工艺,以水泥池为发酵容器,确定粮糟质量比为1.0∶4.5,发酵时间7 d,醅料入池后进行正常踩窖,进一步将酵母菌J-4应用于酿造车间规模化麸曲白酒生产中,以不添加酵母菌J-4组为对照。发酵结束后分别计算出酒率并检测所产原酒理化指标,结果见表5。

表5 原酒出酒率及理化指标Table 5 Liquor yield and physicochemical indicators of base liquor
由表5可知,酵母菌J-4组出酒率(45.3%)略低于对照组出酒率(45.7%),比对照组出酒率降低0.87%;酵母菌J-4组乙酸乙酯含量(1.07 g/L)明显高于对照组酒样(0.71 g/L),比对照组酒样增长50.7%。酵母菌J-4组乳酸乙酯含量低于乙酸乙酯含量,符合清香型白酒风格特点,乙醛、甲醇、正丙醇、异丁醇含量较低,有助于增加酒体风味及协调性。
分别对两组原酒酒样进行感官品评,结果见表6。

表6 原酒感官品评结果Table 6 Results of sensory evaluation of base liquor
由表6可知,在清香型麸曲白酒酿造过程中,通过添加酵母菌J-4,可显著提升原酒中乙酸乙酯含量,可明显改善原酒口感,增加酒体绵柔度及丰满度,提升原酒品质。
3 结论
筛选出一株具有高产乙酸乙酯能力的酵母菌株J-4,乙酸乙酯产量为1.38 g/L,其最优固态发酵条件为高粱粉与酒糟质量比1.0∶4.5,发酵时间7 d,酒醅入池发酵后,以正常压力进行压醅。在此最优条件下,所得原酒中乙酸乙酯含量为1.31 g/L,出酒率为46.3%,均达到较高水平。进一步将酵母菌J-4应用于麸曲白酒酿造生产,所产原酒中乙酸乙酯含量可达1.07 g/L,比对照组酒样增长50.7%;出酒率为45.3%,比对照组酒样降低0.87%。经品评,所得原酒口感、品质亦得到明显改善。因此,酵母J-4应用于清香型麸曲白酒酿造中,具有良好的增酯效果。