密封塑料软包装袋胀袋机理
2020-11-02宁静任志敏马丽娅
宁静*,任志敏,马丽娅
内蒙古红太阳食品有限公司(呼和浩特 010000)
包装袋是食品商品流通销售过程的重要组成部分。它既能保持食品质量稳定,防止生物的、化学的、物理的外来因素损害,还能表现食品外观,吸引消费[1-2]。食品包装按包装材料分为金属、玻璃、纸质、塑料、复合材料等[3]。近10年,中国塑料软包装材料不断增加,软包装材料产品年产量递增率超过10%,因为塑料软包装袋具有质轻、美观、成本低、占用空间小、加工能耗低、生产方法多样等多个优点,使得其在食品包装业中的发展迅速[4]。
但是塑料软包装材料在实际生产使用过程中,也有很多缺点,如对环境污染的问题。此外,塑料软包装的耐热性、阻隔性、抗破坏性都不如金属和玻璃容器。采用塑料软包装材料包装的3个系列产品,在上市流通销售过程中,均发生不同程度的涨胀袋现象,胀袋率在30%左右。3个系列产品包装均为双层包装袋形式,即产品(食品)先采用透明内层袋进行包装,制备成半成品,再进行外层袋包装。
对于软包装袋的胀袋现象已有较多研究,多数是由于微生物污染使食品发生腐败变质,产生大量气体,因而发生胀袋[5]。但是发生胀袋的3个系列产品,食品均未发生腐败、变质,内层包装袋均完好无损,未出现胀袋现象,而外层包装袋发生胀袋。试验以其中1款酸菜鱼调味料产品为研究对象,从微生物因素和非微生物因素2个方面研究外层包装袋的胀袋原因及机理,并通过实际生产验证,解决三大系列产品的胀袋问题。
1 材料与方法
1.1 材料与试剂
酸菜(四川盈棚食品有限公司);酸菜内层袋(材质为KPA/PE,河北永新包装有限公司);酸菜外层袋(材质为BOPP/VMPET/PE,呼和浩特市东程科技包装制品有限公司)。
1.2 主要仪器和设备
全自动给袋式真空包装机(瑞安市瑞志机械有限公司);UTW自动包装机(青岛优耐特包装机械有限公司);SW-CJ-LFD超净台(上海博迅实业有限公司医疗设备厂);LDZF-50L立式高压蒸汽灭菌锅(上海申安医疗器械厂);ME104分析天平(梅特勒-托利多仪器有限公司);DHG-9055A数显鼓风干燥箱(上海一恒科学仪器有限公司)。
1.3 方案设计
1.3.1 样品制备
步骤1:220 g酸菜固形物,加40 g酸菜汁,采用全自动真空灌装设备,进行透明内层袋抽真空包装,制成的酸菜半成品,分别进行121 ℃高压蒸汽灭菌20 min、75%酒精浸泡消毒2 min、无菌水清洗2 min,采用鼓风干燥箱30 ℃将样品吹干(至前后2次质量差<0.2 mg),制备得到不同处理条件下的半成品,同时不进行处理的样品作为空白对照组[6]。
步骤2:试验制备得到的半成品分别采用自动包装机进行外层袋包装,对应外层包装袋分别经过121℃高压蒸汽灭菌20 min、75%酒精浸泡消毒2 min、无菌水清洗2 min、不处理,30 ℃鼓风干燥将样品吹干,得到高压蒸汽灭菌A组样品、酒精消毒A组样品、清水清洗A组样品、对照A组样品,同时外袋采用不同方式处理后添加10 mL无菌水进行包装得到的样品设置为B组。详见表1。
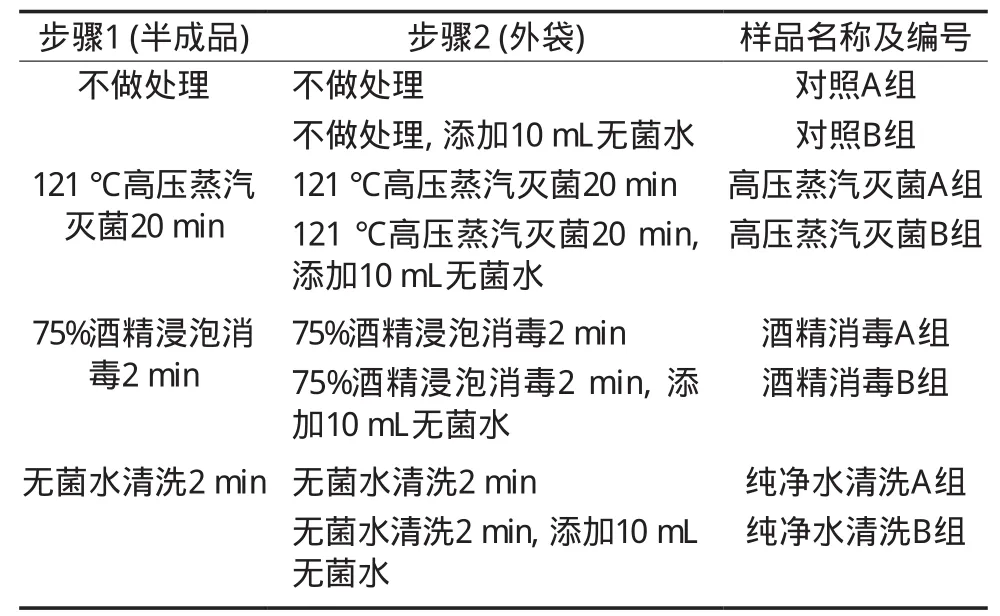
表1 样品制备步骤
1.3.2 影响胀袋的微生物因素确定
对照组A、高压蒸汽灭菌组A、酒精消毒组A、纯净水清洗组A,放置于自然光照条件下,每隔7 d进行外袋表面和内袋涂抹,涂抹方法参考侯晓君等[7]的方法,检测酵母菌、乳酸菌、菌落总数,连续检测4次,同时观察样品胀袋程度,统计染菌率与胀袋率,确定引起产品胀袋的微生物因素。
1.3.3 影响胀袋的非微生物因素确定
将B组样品,放置于自然光照条件下,观察样品胀袋程度,确定引起产品胀袋的非微生物因素。
1.3.4 微生物的测定方法
1.3.4.1 酵母菌的测定
参考GB 4789.15—2016《食品微生物学检验 霉菌和酵母计数》[8]。
1.3.4.2 乳酸菌含量测定
参考GB 4789.35—2016《食品微生物学检验 乳酸菌检验》[9]。
1.3.4.3 菌落总数的测定
参考GB 4789.2—2016《食品微生物学检验 菌落总数测定》[10]。
1.3.5 染菌率和涨袋率的统计方法
染菌率(X)统计方法如式(1)所示。

式中:y为染菌的样本量;Y为送检样品总数。
涨袋率(A)统计方法如式(2)所示。

式中:n为涨袋样品数量;N为总样品数量。
1.3.6 数据分析
所有试验重复3次,每个处理做10个平行样,试验结果取平均值,采用Microsoft Excel 2015对试验数据进行处理。
2 结果与分析
2.1 影响胀袋的微生物因素确定
对于食品的胀袋现象已有较多研究,多数是由于微生物污染使食品发生腐败变质,产生气体,而发生胀袋[11-12]。发生胀袋的酸菜鱼产品,食品(酸菜)均未发生腐败变质,且内层包装袋均未发生胀袋,只有外层包装袋发生胀袋。
因此,胀袋并非食品本身微生物污染导致,分析污染菌主要来源有2个方面:一方面可能是由于酸菜半成品生产过程中,酸菜汁中携带的微生物淋沾在内包装袋表面导致污染菌;另一方面是裸露在空气中的包材(内、外)自然携带的微生物导致。试验通过涂抹对内包装袋外表面、外包装袋内表面进行染菌率监测,研究内、外袋染菌对胀袋的影响。结果详见表2。
从表2可以看出,与对照组相比,半成品和外袋分别经过纯净水清洗、酒精消毒、高压蒸汽灭菌处理,染菌率明显减少,且呈现不断下降趋势,采用高压蒸汽灭菌、酒精消毒、纯净水清洗后,染菌率分别下降86.6%~100%,20%~26%和23.3%~33.3%。
但在不同染菌率条件下,胀包率均为0,胀包率与染菌率没有相关关系。对照组样品也未发生胀袋现象,与前期流通产品30%左右的胀袋率不符,对照组样品与市场流通样品,唯一区别是对照组样品经过低温鼓风干燥处理,推测导致外袋胀袋的原因并非微生物引起。
2.2 影响胀袋的非微生物因素确定
导致密封包装材料胀袋的非微生物因素可能有为:(1)袋内空气热胀冷缩导致;(2)袋内水蒸气受热汽化导致。通过试验观察包装材料内密封空气的A组样品和包装材料内密封水蒸气的B组样品,验证导致涨袋非微生物作用。
从表3可以看出,与A组样品相比较,添加蒸馏水的B组样品,在光照条件下均发生不同程度胀袋现象,因此推测产品胀袋现象可能与袋内水分高有关。多次温度的冷热变换会导致包材涨袋,这可能与水蒸气分压有关[13]。
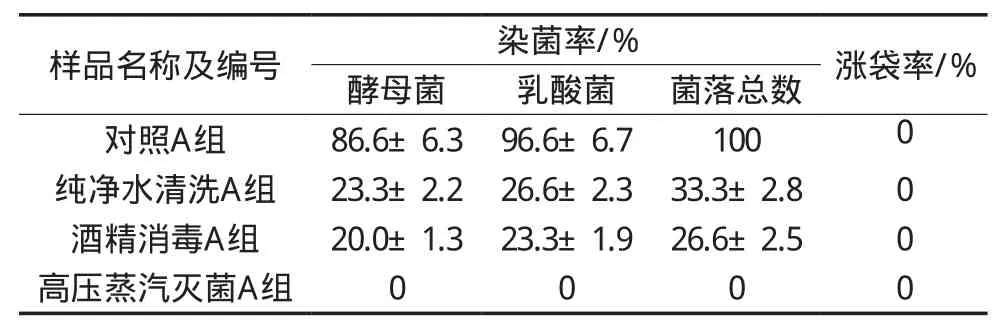
表2 染菌率及胀包率统计
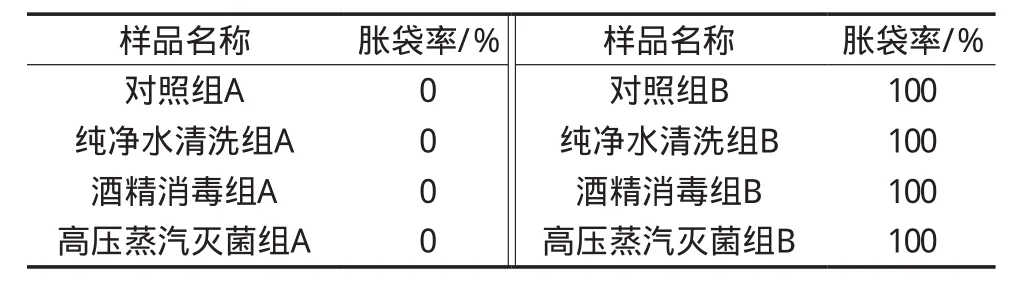
表3 A、B组胀包率统计
部分涨袋的样品微生物指标检测结果如表4所示。可以看出,胀袋率100%的高压蒸汽灭菌B组样品,酵母菌、乳酸菌、菌落总数检测结果均小于10,根据微生物计数的报告原则,若所有稀释度(包括液体样品原液)平板均无菌落生长,则以小于1乘以最低稀释倍数计算。可以认为半成品和外袋经过高压蒸汽灭菌后,几乎是处于完全无菌状态,由此进一步验证2.1的结论,导致产品外袋胀袋的原因并非微生物引起。
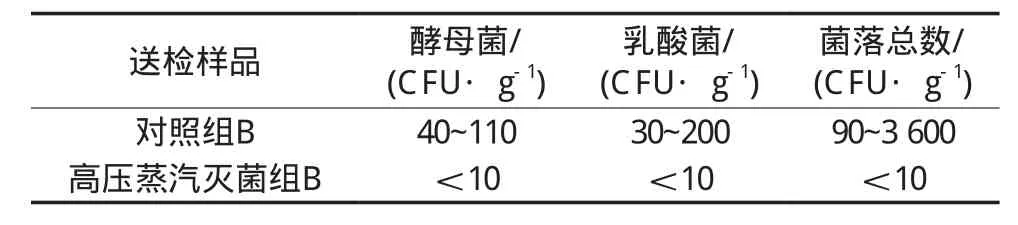
表4 涨袋样品微生物涂抹结果
2.3 影响胀袋的非微生物因素验证
产品在实际生产过程中,由于自动化包装有时会存在封合不严、漏料、夹料等现象,导致半成品表面可能会污染料液,料液中的水分是导致产品胀袋的根本原因。因此,进一步以酸菜鱼产品为对象,在生产过程中进一步进行实际验证。
酸菜鱼产品生产工艺:220 g酸菜固形物,加40 g酸菜汁,采用全自动真空灌装设备,进行透明内层袋抽真空包装,制成酸菜半成品。采用自动包装机将半成品进行外层袋包装即为产品,将车间正常生产包装的产品设置为A组。在生产工艺过程中添加酸菜半成品低温鼓风干燥环节,设置为B组,放置于光照条件下,统计30 d的胀袋率,每组产品留样100袋,结果见表5。
随着温度升高,水分的饱和蒸汽压呈现不断上升趋势[14]。温度由0 ℃增加到40 ℃时,水蒸气饱和蒸汽压可以从0.61 p/kPa上升到7.38 p/kPa,增加12.10倍[15]。因此,推测对于密封软包装产品,袋体内本身水分较高时,在流通销售过程中遇到高温条件,袋内会产生较大的蒸汽压,这是造成其胀袋的根本原因。
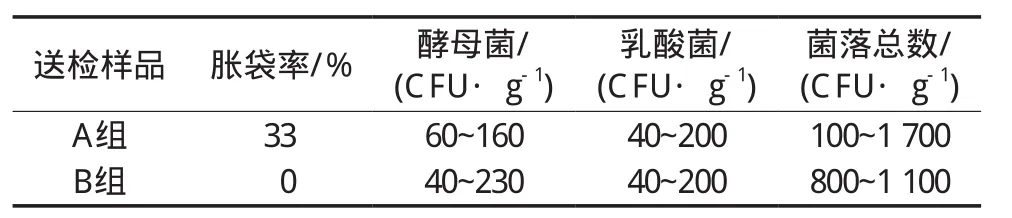
表5 酸菜鱼产品胀袋结果
3 结论及建议
以实际生产、销售过程中,三大系列产品发生外层包装袋胀包问题为研究背景,以胀袋率较高的酸菜鱼产品为研究对象,通过单因素试验,从微生物因素和非微生物因素2个方面研究外层包装袋的胀袋原因及机理。
结果显示,外袋胀包的原因,并非是普遍研究认为的微生物污染使食品发生腐败变质,产生大量气体,进而引发胀袋。而袋内水分高、湿度大,是引起外袋胀袋的真正原因。结合实际生产试验进行验证,将袋内水分进行烘干处理,胀袋率由原来的33%下降到0,效果非常显著。同时,在实际生产工艺过程,对袋内湿度进行严格管控,三大系流通产品胀袋率接近0。
随着化工技术与材料科学发展,用于食品的包装材料不断进步,对包装材料的要求不断提高。对于系列密封软包装产品,内袋湿度大会出现胀袋问题,可能会引起客户对产品变质的疑虑进而引发投诉,可见此类包装材料在实际使用过程中还存在一定缺陷。通过试验研究,为包装材料行业的进一步深入研究提供更多思路。