基于半自动的口罩折叠机的研究
2020-10-30于海城
于海城
(长春工程学院,吉林 长春130012)
传统口罩成型设备设计制造成本高,调试困难,材料利用率低等缺点。我们通过优化机械结构,降低制造成本,设计简单易用的交互方式,降低机器的使用难度,调试难度,使得我们设计的机器可以更好的适用于现有的生产状况,来提升口罩产能。
1 概述
2020 年春节来临之际,新型冠状病毒(2019-nCoV)疫情突如其来并肆虐全国。疫情发生后,民众对医用口罩需求激增,各地口罩迅速断货。随着疫情的发展,一线临床口罩出现短缺。现在中国的普通医用口罩的口罩产能已经在近几月中得到了极大的发展,但是作为医院最急需的KN95 口罩产能却没有得到足够的增长,所以我们团队设计研发一款半自动的KN95 口罩机,提高生产效率、优化口罩生产线。
2 原有口罩机缺陷
2.1 全自动口罩机设计缺陷
2.1.1 布料放置架上料机构非常不稳定,只要换一卷料,布料张力就无法恢复到起始,调试会浪费很多料。
2.1.2 打片机的压辊调整机构,既要保证滚筒的压紧力,还要保证压辊两侧的压紧力,这样才能避免料带跑偏,因布料为软性材料,无法采用机械纠偏方式。
2.2 手动口罩机的缺点
2.2.1 手动口罩虽然减少了机器的调试时间,但是却有着生产效率低下,如果雇佣大量工人会失去仅有的价格优势。
2.2.2 设备精度低,无法适应现在口罩产能短缺,急需扩大产能的实际生产需求。
3 新型口罩折叠机
针对以上技术中存在的缺点和问题,加以改进和创新,经过多次研究与实验,研制成功了一种使用难度低、加工范围广且易于调整的口罩折叠机。
3.1 总体结构设计
结构整体采用工业40 系列铝型材作为框架,其中选用矛钉、端盖、M14 蹄脚作为过渡器件进行整体机构的联接;整体工作部分的电力供应由机构右下方的配电控制箱控制;工作部分选用气动小90°ACK 旋转转角下压夹紧气缸和口罩机旋转气缸摇摆齿轮式90°气动摆台各一个进行动作的实行,配合调压过滤器通过设置调节弹簧的压力以及启动停止按钮来完成把进口压力降低到所需出口压力值。在速度调控机构中应用执行器电磁阀对机构的动作速度进行调控,因电磁阀可以配合不同的电路来实现预期的控制,所以控制的精度和灵活性都能够保证。工作部分的联接因为其压力过大所以利用管接头进行各部件的联接。

图1 口罩折叠机装配图
3.2 工作流程介绍
动作开始,将半成品至于工作槽内。启动双手启停按钮,气动小型90°ACK 旋转转角下压夹紧气缸工作,摇臂进行顺时针90°旋转随后液压杆进行下沉完成对半成品的固定;随后旋转气缸摇摆齿轮式90°气动摆台进行翻折运动使半成品完成折叠过程;气动小型90°ACK 旋转转角下压夹紧气缸摇臂进行逆时针90°旋转的同时液压杆进行上升;随后旋转气缸摇摆齿轮式90°气动摆台复位整个动作完成。
3.3 PLC 程序设计
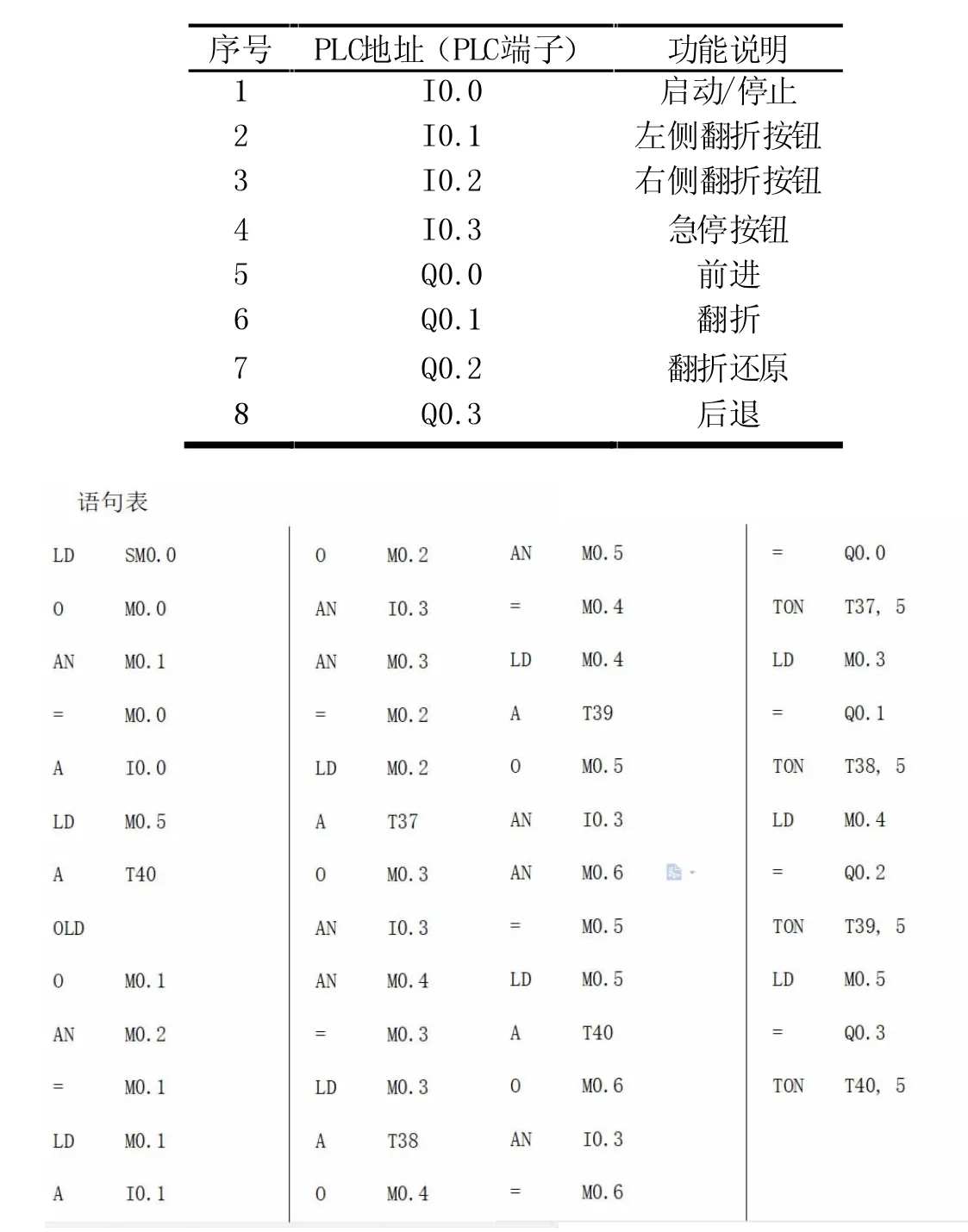
图2 PLC 语句表
3.4 硬件解释
结构选用气动小型90°ACK 旋转转角下压夹紧气缸和口罩机旋转气缸摇摆齿轮式90°气动摆台完成整体动作对机械结构进行极大的简化有利于控制成本及调试难度。同时机身开关使用双手启停开关预防安全事故的发生。
3.5 程序解释
程序设计时采用自锁结构对整体进行控制,同时可以通过调整定时器的时间设置间接控制对整个机构工作的速度。根据程序顺序:启停开关打开,气动小型90°ACK 旋转转角下压夹紧气缸顺时针旋转并下压完成对半成品固定,同时定时器开始计时;0.5s 后口罩机旋转气缸摇摆齿轮式90°气动摆台进行顺时针旋转同时另一定时器启动。0.5s 后压紧气缸逆时针旋转并上升复位,定时器开始计时0.5s;最后旋转气缸复位。整个动作在程序的控制下仅需2s 极大的缩短口罩折叠过程中的时间,有助于大批量的口罩生产工作。
3.6 本设备优点
本新型口罩折叠机的结构紧凑、机械故障少、噪音小,操作简单、产品废品率低。利用旋转气缸和旋转压紧气缸相互配合,在优化了整体的机械结构的同时保证机器的可靠性,提升了生产效率。简化使用流程,降低人工的培训成本,减少设备调试时间。
4 课题展望
由于本次实验的时间和条件有限,我们的研究仍有很多后续的发展控制。
4.1.后续可以继续研究传统口罩的生产线,使我们设计的产品可以更好的融入现有的口罩生产线,减少生产厂家对原有设备的更换。
4.2.继续优化设计使其能够做到裁剪成型一体化的口罩机。
5 结论
我们设计生产的口罩折叠机能够减少口罩机的调试时间,降低人力成本,具有低成本、高效率的优势,来吸引口罩生产厂商扩大生产规模,以此来提高KN95 口罩的产能。
