基于排队论的立体车库堆垛机效率分析
2020-10-27宋云洲羊凯
宋云洲 羊凯
摘要:本文通过排队论的一些指标指导车库配备堆垛机的数量和服务速度。在车库车辆到达率处于欠平峰时段和过平峰时段,通過提速堆垛机运行速度;在存车或取车高峰时期,增加堆垛机数量服务效果更明显。
关键词:排队论;立体车库;堆垛机;效率
导言:
随着我国经济的发展和控制技术的不断更新,立体车库在我国的应用越来越广泛,作为静态交通核心的一部分,立体车库堆垛机效率不仅涉及到其自身设备,还涉及到交通、环境、规划等不同的学科领域,因此,对立体车库技术进行研究不仅具有经济意义,还具有一定的社会意义.
1 堆垛机简介
自动化立体仓库的出现是物流技术的一个划时代的革新。它不仅彻底改变了仓储行业劳动密集、效率低下的落后面貌,而且大大拓展了仓储的管理概念,并使仓储管理由简单的保管型向综合的流通型方向发展。堆垛机是自动化立体仓库的主要搬运设备,是实现立体仓库高效、安全、可靠运行的关键机构之一。它在高层货架的巷道内来回穿梭运行,负责货物在立体仓库货位的存放和取出。玉溪红塔集团生产二部的物流系统共有八台堆垛机,其中三台辅料堆垛机、五台成品堆垛机。由于辅料的堆码比较紧密,重量也比较轻,工作效率较高。下面主要对成品堆垛机进行分析研究。
2 堆垛机存取成品的不可靠因素分析及改造方案
在自动物流的正常作业过程中,堆垛机在存取整托盘卷烟成品时,常常会发生整托盘成品歪斜的故障,甚至会发生整盘成品从高架上翻倒下来,究其原因主要有几个方面:一是堆垛机的提升控制方法落后,在水平和纵向的定位不准,造成倒塌。二是堆垛机超尺寸检测系统不完善造成成品翻倒。三是由于其他各种因素造成成品翻倒,第三种情况由于所占比例非常小,故不在文章分析之列。
2.1堆垛机提升控制方法落后造成成品倒塌现象分析
原来设计堆垛机的载货平台提升控制是由提升电机直接驱动,由于是直接驱动,载平台台与成品卷烟在堆垛机运行起步时有一个速度突变,即从0m/min到最高速的60m/min。根据物体运动的规律,相邻的两个物体在速度突变时,会产生相对位移,在此主要是成品与成品之间会产生滑动,造成倒塌。二是在减速阶段,在即将到达预存取货位时,堆垛机的速度又从60m/min到0m/min,由于又是突变,烟箱之间又会产生相对滑动。同时,堆垛机在水平和垂直方向上也造成定位误差。堆垛机的伸叉伸出时会顶在货架上,也造成倒塌。在实际使用中,尽管发生这种现象的频率不太高,但每次倒塌却造成很大的损失,一方面损坏了卷烟成品,另一方面给库区设备及工作人员的人身安全带来极大威胁。所以,降低烟箱倒塌事故率,提高堆垛机的运行效率,是我们的技改方向。
2.2堆垛机提升控制方法落后改造
从上面的分析可以看出,堆垛机提升系统控制的主要问题是没有速度过度。为了解决这个问题,我们制定了一套改进方案,为堆垛机进行变频器改造。经过方案论证和查阅相关资料,决定选定罗克韦尔(rockwell)公司的1336FORCE为备选变频器。
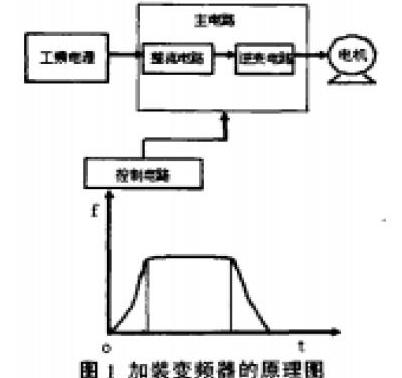
变频器的工作原理:1336FORCE变频器由主电路和控制电路构成,主电路包括整流电路和逆变电路,主电路把工频电流(50Hz或60Hz)变换成工作所需频率的交流电流,以实现电机的变速运行。变频器输入输出波形是由其工作原理决定的,变频器的工作原理与电机的选择、周围设备的配置及其电流、电压的测量等有紧密的关系。
经过改造后,堆垛机的提升速度控制过程从原来的一个变成三个,即低频启动阶段、正常提升阶段、低频停止阶段。从而避免了速度突变,保障了设备和成品的安全。加装变频器改造后堆垛机具有以下优点:避免了电压和频率的突变,减少了工频电压对电机的冲击;提高了堆垛机提升时的平稳性;增加了系统的安全性。
2.3 堆垛机的超尺寸检测系统不完善造成的成品翻倒现象分析
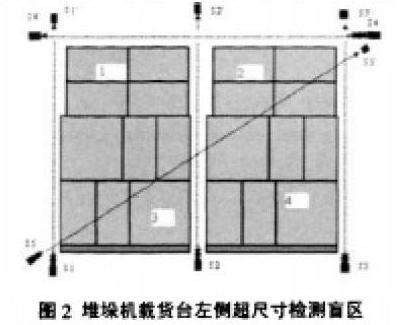
为了保障在卷烟成品在出入库过程中的安全,堆垛机原来设计有超尺寸安全检测。堆垛机的超尺寸检测系统由10组对射式传感器组成。10组传感器分布于卷烟成品的两侧的外形支架上,其中在每侧面相应的位置安装有5组,S4-S4′用于检测成品烟或空托盘是否超高;S1-S1′,S2-S2′,S3-S3′三对检测器用于检测垂直侧面是否超出预定尺寸。
3 堆垛机存取成品的不可靠因素分析及改造方案
3.1 堆垛机提升控制方法落后造成成品倒塌现象分析
原来设计堆垛机的载货台提升控制是由提升电机直 接驱动,由于是直接驱动,载货台与成品卷烟在堆垛机运 行起步时有一个速度突变,即从0 m/min到最高速的 60m/min。根据物体运动的规律,相邻的两个物体在速度 突变时,会产生相对位移,在此主要是成品与成品之间会 产生滑动,造成倒塌。二是在减速阶段,在即将到达预存 取货位时,堆垛机的速度又从60 m/min到0 m/min,由于 又是突变,烟箱之间又会产生相对滑动。同时,堆垛机在 水平和垂直方向上也造成定位误差。堆垛机的伸叉伸出时会顶在货架上,也造成倒塌。在实际使用中,尽管发生 这种现象的频率不太高,但每次倒塌却造成很大的损失, 一方面损坏了卷烟成品,另一方面给库区设备及工作人 员的人身安全带来极大威胁。所以.、降低烟箱倒塌事故 率,提高堆垛机的运行效率,是我们的技改方向。
3.2 堆垛机提升控制方法落后改造
从上面的分析可以看出,堆垛机提升系统控制的主要问题是没有速度过度。为了解决这个问题,我们制定了一套改进方案,为堆垛机进行变频器改造。经过方案论证和查阅相关资料,决定选定罗克韦尔(rockwelll公司的1336FORCE为备选变频器。变频器的工作原理:1336FORCE变频器由主电路和控制电路构成,主电路包括整流电路和逆变电路,主电路把工频电流(50Hz或60Hz)变换成工作所需频率的交流电流,以实现电机的变速运行。变频器输入输出波形是由其丁作原理决定的,变频器的工作原理与电机的选择、周围设备的配置及其电流、电压的测量等有紧密的关系。图1为加装变频器后的工作原理图,经过改造后,堆垛机的提升速度控制过程从原来的一个变成三个,即低频启动阶段、正常提升阶段、低频停止阶段。从而避免了速度突变,保障了设备和成品的安全。加装变频器改造后堆垛机具有以下优点:避免了电压和频率的突变,减少了工频电压对电机的冲击;提高了堆垛机提升时的平稳性;增加了系统的安全性。
2.3 堆垛机的超尺寸检测系统不完善造成的成品翻倒现象分析
为了保障在卷烟成品在出入库过程中的安全,堆垛机原来设计有超尺寸安全检测。堆垛机的超尺寸检测系统由10组对射式传感器组成。10组传感器分布于卷烟成品的两侧的外形支架上,其中在每侧面相应的位置安装有5组,如图2所示。图2是左侧面上传感器的分布情况。图中,s4一s4用于检测成品烟或空托盘是否超高;S1-SI,S2一S2,S3一S3三对检测器用于检测垂直侧面第28卷曹玲芝,等:提高堆垛机工作效率的技术研究、技术开发j是否超出预定尺寸。由于垂直面检测是在卷烟成品的装卸过程中完成,超尺寸检测准确,没有盲区。s5一s5检测器用于检测斜面超尺寸,可见,图中所示区域l,2,3,4即为检测“盲区”,在这些“盲区”内,超尺寸的卷烟成品不能被堆垛机的超尺寸检测网检测到,如图2所示。
3 结论
综上所述,随着控制技术的不断更新,立体车库逐渐向智能化、规模化的方向发展,这使得在设计制造立体车库堆垛机效率时要考虑的因素越来越复杂。因此,对车库设计规划中的各种特征因素进行研究分析以期降低成本、提高效率是非常必要的。
参考文献:
[1]朱德桥, 李建国, 郭佑民,等. 基于排队论的立体车库堆垛机效率分析[J]. 兰州交通大学学报, 2009(03):68-70.
[2]刘日, 李建国, 梁英. 基于排队论的单车厅立体车库运行效率分析[J]. 物流科技, 2016(39):19.
[3]吕双. 基于排队论的立体车库泊位规模和车辆存取速度计算方法研究[D]. 2017.
[4]张伟中, 姜晓强, 张伟社. 基于排队论的立体车库设计方案参数优化[J]. 起重运输机械, 2011, 000(007):38-41.
