钢厂转炉设备托圈耳轴盲板裂纹修复工艺方案研究
2020-10-20王连山刘洋
王连山 刘洋

摘要:某钢厂的转炉托圈耳轴盲板现场气压试压发现裂纹,经过现场工艺分析,找到了出现裂纹的根本原因,并制定了盲板裂纹修复工艺方案,在裂纹修复过程中严格按照修复工艺方案执行,并控制好每一步骤的时间节点,最终盲板焊缝渗透探伤检验合格,并通过了气压和水压试验验证,确保了托圈整体的焊接质量和可靠性。
关键词:托圈耳轴盲板;裂纹,修复工艺
中图分类号:TF341.1TF307 文献标识码:A 文章编号:1672-9129(2020)09-0039-01
1 托圈耳轴盲板焊接难点分析
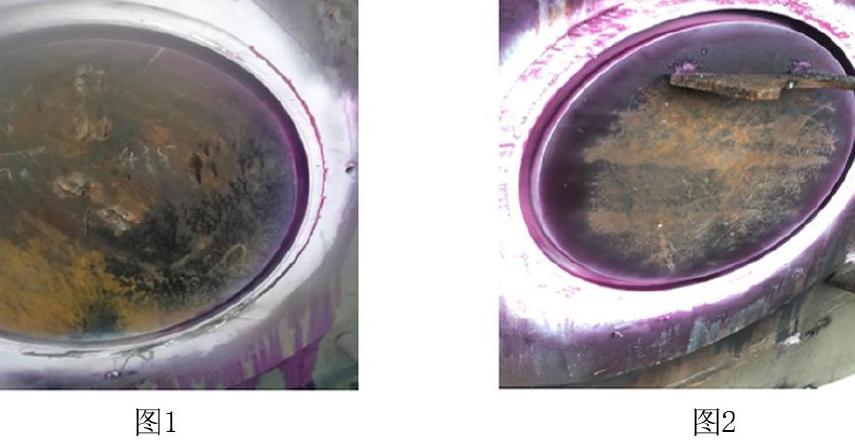
转炉是炼钢车间的核心设备,整个升级改造工程的“心脏”,其制造进度直接关系着用户项目的投产。而托圈是转炉设备中的重中之重,其焊接的可靠性关系着转炉设备的使用性能和可靠性,而耳轴盲板作为现场焊接中的难点,异种材料焊接,极易产生裂纹,这种裂纹严重影响了托圈的使用寿命,必须修复合格,裂纹照片,详见图1。
2 托圈耳轴盲板裂纹修复工艺方案
2.1使用气压的方法寻找裂纹,如效果不明显,则使用PT探伤寻找漏点。
2.2将裂纹寻找到后,需将裂纹完全清除干净才可修复(在裂纹原基础上加长20mm)。裂纹清除时按照由外向内的方向进行,距离端板近的位置使用碳弧气刨,距离耳轴近的位置必须使用机加工(如砂轮机、磨铣头等)方式清除,如发现裂纹深度较深,应在清除前钻好止裂孔。
2.3采用气体保护焊时,可采用ER50-6实心焊丝;采用手工电弧焊时,焊材使用J507焊条,焊条的烘烤和保管焊条焊前应进行烘烤,烘烤温度 350℃,保温2小时,烘烤好的焊条应移至80~150℃恒温箱内储存,焊工随用随领取。焊条的烘烤、储存、发放应有专人负责,焊工每次领用焊条应放在随身的保温筒内,保温筒内焊条的存放时间不应超过4小时,超过4小时的焊条应重新烘烤,焊条的重复烘烤次数原则上不超过二次。焊接时必须多层多道焊接,并适当锤击焊缝表面消除焊接应力,注意第一层焊缝和盖面焊缝不得锤击。焊接时应先焊接大面坡口,焊至坡口深度至多1/2后,背面清根,小面坡口焊接1/2后,再焊接大面坡口,直至焊接完成。
注意控制層间温度,预热温度见第4条。
2.4如是Q345R与20MnMoNb焊接,预热温度为300℃以上,确保预热温度均匀,同时为保险起见,焊后立即进行后热处理,后热温度不低于预热温度,保温2小时,纤维保温棉包裹后缓冷。
2.5 Q345R与20MnMoNb的焊缝修复完成后,需至少间隔12小时再做水压试验。
3 修复工艺方案执行
3.1 选择焊接技能水平高的焊工进行裂纹修复操作,避免在裂纹修复的过程中二次产生裂纹,并配合渗透探伤检验,确保裂纹清除干净。
3.2 在裂纹寻找和清除的过程中,严格执行修复工艺方案,避免使用碳弧气刨而产生的裂纹延展至耳轴。
3.3 焊接过程中应在天气条件合适的时候操作,避免雨天以及天气潮湿的环境下进行,并提前做好焊前预热以及焊条的烘干处理吗,焊接参数严格执行修复工艺方案。
3.4焊前对焊道及焊道两侧各30mm范围进行打磨,去掉油漆、氧化皮、污水、油污等杂质。在焊接过程中应严格进行层间清理,去除焊渣、飞溅、裂纹、咬边、未熔合、成型差的焊道,或其它任何影响焊缝内在质量的缺陷。
3.5焊接后立即进行后热处理,后热参数严格执行工艺参数,后热完成后立即进行保温处理。
3.6 渗透探伤检验、气压和水压试验需要在焊缝完全恢复至室温时进行,避免因焊缝未完全冷却而再次产生裂纹,修复后的渗透探伤合格,详见图2。
4 结论
采用文中所述的转炉设备托圈耳轴盲板裂纹修复工艺方案,通过此次托圈耳轴盲板裂纹出现,焊接修复和渗透探伤、气压水压试验的结果来看,托圈盲板裂纹修复后渗透探伤检验合格,气压水压试压(1Mpa)均一次性合格,且均一次通过了最终的设备整体热试,这说明该工艺方案是可行的,对于此类型的转炉设备托圈耳轴盲板裂纹修复具有一定的指导和借鉴作用。
参考文献:
[1] 《重型机械通用技术条件·产品检验》 JB/T5000.1—2007
[2] 《重型机械通用技术条件·火焰切割》 JB/T5000.2—2007
[3] 《重型机械通用技术条件·焊接件》 JB/T5000.3—2007
[4] 《冶金机械设备安装工程质量检验评定标准 炼钢设备》GB50403-2007
