小规格棒材二辊PSG 轧机生产工艺优化实践
2020-10-20董岩

摘要:概述了本钢特钢厂二辊 PSG 轧机在生产小规格棒材轧制生产工艺。以Φ40mm 棒材产品为例对该系列产品过程生产工艺优化细节进行阐述,并针对该规格产品常见缺陷及其控制措施进行了描述。总结出小规格棒材不同钢种调整值参考范围。
关键词:二辊 PSG 轧机;钢种变化;尺寸调整
Process optimization of production of small bar with PSG mill DONG Yan
(Special Steel Works,Plate Co LtdBenxi Iron and Steel Group,Benxi117000)
Abstract:The rolling process of small bar produced by two roller PSG mill in special steel plant of Benxi Iron and Steel Co. Taking Φ40mm bar product as an ex- ample, the process optimization details of this series of products are described, and the common defects and control measures of this specification of products are de- scribed. The reference ranges of adjustment values for different steel grades of small bar are summarized.
Key words:two roller PSG mill;change of steel species;size adjustment
1 生產工艺流程
1.1 POMNI 二辊 PSG 轧机简介
PSG 轧机为原 POMINI 公司(现普锐特)设计生产的高精度二辊减定径机组,用于高精度棒材的生产,该轧机为预应力轧机,轧辊弹跳极小,通过特殊优化设计的孔型系统能够实现棒材的高精度轧制生产。
1.2原料
本钢特钢厂轧钢产线生产小棒产品所用主要以350mm×470mm 矩形坯为原料。经蓄热式步进梁加热炉加热到(1150~1200)℃后,经高压水除鳞后输送辊道输送到轧制工序进行轧制。
1.3 大中棒生产工艺
开坯机为 DANIELI1150BD 二辊可逆式开坯机,经全自动7道次开坯轧制后产出232mm×261mm 中间方,供连轧机生产。
大中棒连轧机由3架 DANIELI850轧机及7架 POMINI 连轧机组成。轧件在连轧机组中采用微张力轧制,经12a 轧制后为∮85mm 圆钢,此规格是中棒线生产的最小规格,也是给小棒供料的主要尺寸。
1.4 小棒连轧工艺
小棒线轧制线生产小规格棒材(以Φ40mm 规格为例)需要经过9架轧机,H12、V13架576型轧机,H14-V17架558型轧机以及 H22—H24架 POMINI 二辊PSG 机组。小棒线轧程如表1所示。
2 小棒线轧机调整实践(以Φ40mm规格为例)
2.1 首支钢轧制调整要点
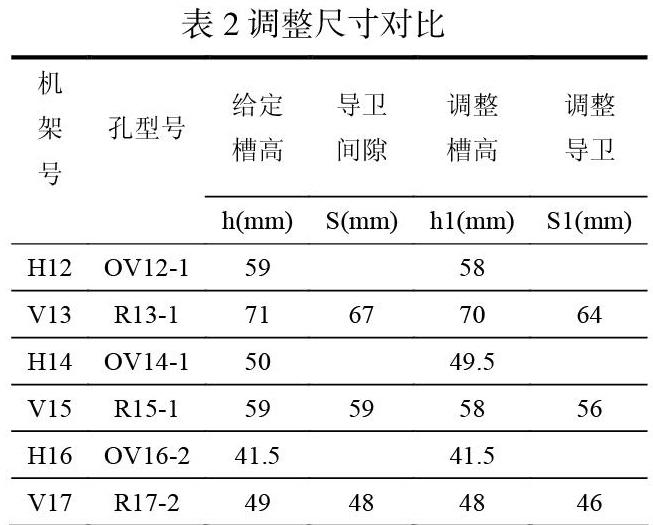
并模拟轧制检验设备无异常后,则开始做首支钢轧制准备。台上操作人员应对轧制速度进行全线降速5%左右。对于 H12、H14、H16分别再单独降速10~20转,以保证首支钢顺利咬入并通过。个人调整的经验参数与轧程的对比如表2所示。首支钢通过前应放开 H24定径规圆轧机辊缝2mm,以防止 H24过充导致倒钢顶钢,保证顺利通过。
2.2正常生产中尺寸调整
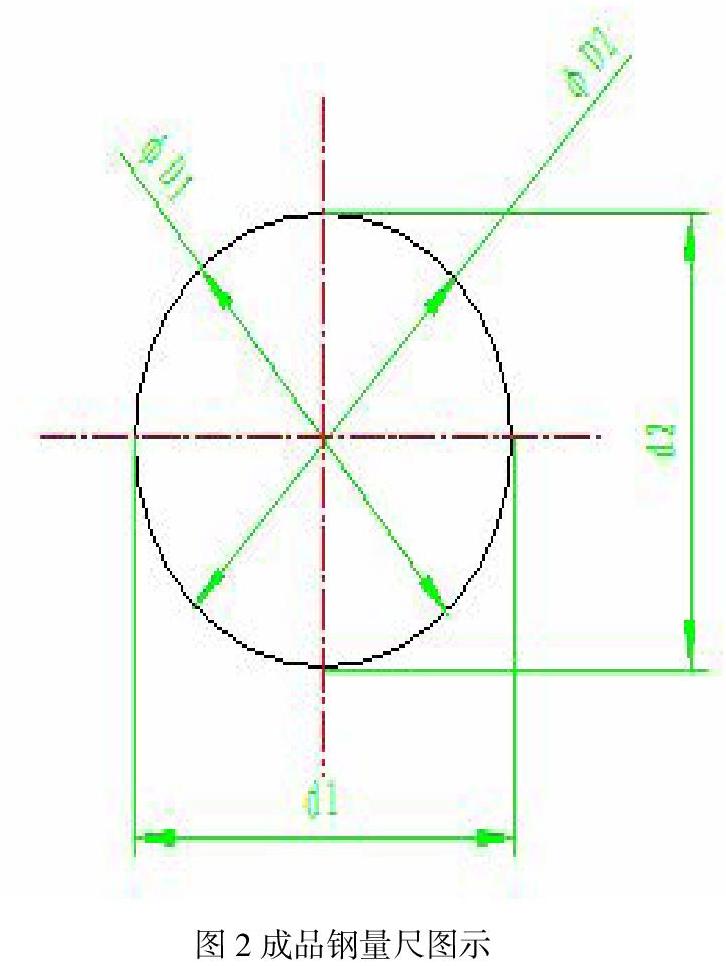
对于∮40圆尺寸调整主要依靠取料段冷却后量尺寸,料段选取一般选头、中、尾各取一节以反映钢材准确尺寸。量尺图示如图2所示。d1尺寸主要由 V23轧机槽高控制;d2尺寸由 H22槽高控制;D1、D2尺寸由 V23和H22轧机辊错调整。D1调整时要同时参考轧件的扭转方向。扭转方向与尺寸偏大方向相同时调整 H22轧机上辊向传动侧调整;扭转方向与尺寸偏大方向相反时,V23轧机向传动侧调整外辊。
由于特殊钢产品生产需要经常更换钢种,使得尺寸调整需要根据钢种的变化而调整。以实际生产为例,排产计划一般以碳结钢—轴承钢—合结钢的顺序进行。碳结钢(如45)转换轴承钢(如 Gr15)时,由于轴承钢宽展较大,一般采取将 H22压下0.2mm 以减小料型避免出现耳子;轴承钢转换合结钢(如42CrMo)时,因宽展相比轴承钢小,需要将 H22放开0.2mm;当转换为碳工钢(如 T10)时,由于其宽展量更小则需将 H22放开0.4mm。
3 结语
经过不断的摸索和实践∮40圆生产已经基本成型,台上操作转数调整和台下尺寸调整已经总结了完整的实践数据。试轧过程中积累的经验对于进一步完善小棒线产品规格有着重要的参考借鉴作用,为新品种新规格的试制试轧提供了宝贵的经验。
参考文献:
[1] 戴起勋,金属材料学[M],北京:化学工业出版社,2011.03
[2] 王有铭,李曼云,韦光,控制轧制与控制冷却[M],北京:冶金工业出版社2009.03
[3] 刘宝珩,轧钢机械设备[M],北京:冶金工业出版社,1983,11-15.
作者简介:
董岩,男,1980年9月3日,2010年毕业于东北大学材料成型及控制工程,现任本钢板材股份有限公司特殊钢厂生产技术室调度组组长,轧钢助理工程师,主要从事特钢棒材的生产工艺研究。
