离散元法在卷烟包装机组烟库仿真设计中的应用
2020-10-20汤达伟邓义求
汤达伟,方 鑫,杨 格,邓义求
1. 中烟机械技术中心有限责任公司,上海市浦东新区金海路1000 号10 号楼 201206
2. 北京合工仿真技术有限公司,北京市海淀区黑泉路8 号宝盛广场D 座9015 室 100192
卷烟包装机组烟库主要由贮烟通道、分流装置、烟支搅动辊和下烟槽等组成,其作用是接收和储存来自卷接机组的烟支,通过分流装置使烟支进入下烟槽,进而被推入模盒。烟库中的烟支在流动过程中会出现变形、堵塞等情况,造成停机,影响作业效率。针对此问题,陈曦等[1]通过改变搅动辊作用区域,使烟支稳定快速落入料斗;郭建娟等[2]改进烟库下烟通道内分烟隔板和导烟板结构,提高了烟支下落速度;苏琦等[3]设计烟库下烟吹风装置,提高了烟支下落顺畅度。上述改进虽取得一定效果,但未找到烟支变形堵塞的原因,不能从根本上解决问题,且上述改进均基于实际生产线进行,开发成本较高。利用软件仿真模拟研究流动烟支的变形问题具有实际意义。
离散元法(Discrete Element Method,DEM)是1971 年由Dr. Cundall 提出的一种处理非连续介质问题的数值模拟方法[4-5],EDEM 软件是基于离散元法设计的用来模拟和分析颗粒处理和生产操作的通用CAE 软件[6],在矿山机械[7]、农业机械[8]、钢铁冶金[9]、特种车辆[10]等领域的仿真模拟研究中已有广泛应用。烟库结构中的烟支呈离散和独立运动状态,烟支之间存在接触、挤压等作用[11],因此烟库中烟支的流动规律适用于用离散元法来解决,然而此类研究鲜见报道。
为此,以ZB28(X6S)高速包装机组烟库为研究对象,采用EDEM 仿真软件分析了烟支的流动状态和规律,以期为优化烟库设计、提高设备效率提供参考。
1 材料、设备与方法
1.1 材料与设备
材料:市购“红双喜”牌卷烟。
设备:ZB28(X6S)包装机组,额定包装速度为600 包/min(上海烟草机械有限责任公司);仿真软件EDEM2019.1(英国DEM-Solutions 公司)。
1.2 方法
1.2.1 烟库结构模型的建立
利用三维工程绘图软件CREO 2.0 建模生成ZB28 烟库初始模型。为降低计算量,对初始模型进行简化[12],删去烟库内所有螺栓、垫圈等零部件,保留推烟板、上下输送带、固定分流块等关键作业部件。简化前后模型见图1。将简化后的模型保存为中间格式并导入EDEM。
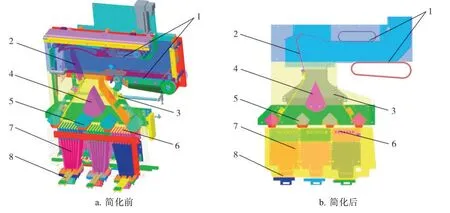
图1 ZB28 包装机组烟库结构三维模型Fig.1 3D Model of structure of hopper in ZB28 cigarette packer

表1 烟支物理特性参数Tab.1 Physical parameters of cigarette
1.2.2 烟支物理特性参数的标定
在仿真模拟前参照文献[13]对烟支的物理特性参数进行标定,包括烟支的外形尺寸、碰撞恢复系数、滚动摩擦及静摩擦系数、剪切模量、泊松比等,具体的参数标定试验另文发表。根据试验标定结果及虚拟预实验结果,确定输入EDEM 的烟支物理特性参数见表1。
1.2.3 运动部件参数设置
分别设置ZB28 包装机组的包装速度为260、400、600 和800 包/min,获得各运动部件的实际运行参数,见表2。将上述参数输入仿真软件。
1.2.4 烟支预堆积
实际生产中烟库运行的初始条件是烟支充满烟库,因此在仿真前需要用烟支预堆积和填充烟库。在EDEM 中按照表1 的参数生成烟支并填充整个烟库内腔体,通过软件计数功能得到预堆积烟支数量为3 706 支。

表2 不同包装速度下ZB28 烟库各运动部件的作业参数Tab.2 Operating parameters of moving parts of ZB28 hopper at different packaging speeds
2 仿真结果
2.1 烟支运动速度模拟
烟库中搅动辊及活动导烟块做周期性运动,导致烟库内烟支流动速度呈现周期性变化。以600 包/min 运行工况为例,推烟板一次作业时间为0.1 s,提取推烟板作业周期内烟支速度变化数据,见图2。可见,在上一推程结束时,推烟板处于初始位置,下烟通道底部烟支已被推出,下烟通道内其余烟支受重力及烟支间压力作用向下运动,因此下烟通道中烟支速度较高,可见红色部分较多(图2a);当推烟板推出烟支时,下烟通道最底层烟支以较大速度被推出,见红色部分,而烟库其他部分烟支则处于相对静止状态,大部分显示为蓝色(图2b);推烟板回程时,静止状态被打破,固定分流块顶部的烟支受到输送带上烟支推挤和重力作用下落速度加快,下烟通道内中下部区域烟支为补充被推出烟支的空缺下落速度也开始增加,图中显示为绿色部分(图2c);当推烟板回程结束时,下烟通道内中上区域烟支受重力和上层烟支压力作用继续下落,相对速度较快,此处烟支标记为绿色(图2d)。四个过程周而复始,造成烟支速度的周期性变化。
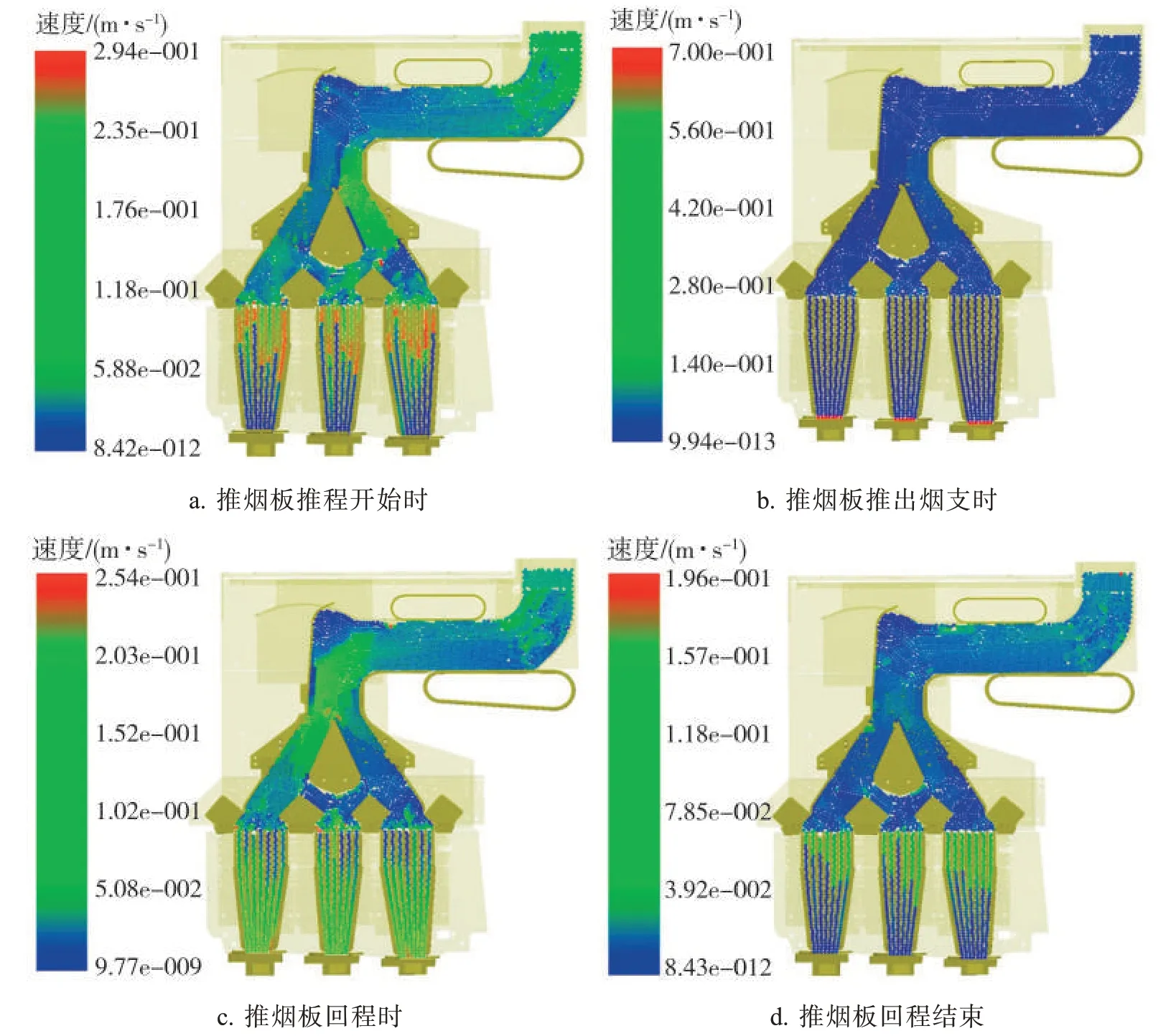
图2 包装速度600 包/min 时烟支运动速度周期变化Fig.2 Periodic variation of cigarette movement speed at packaging speed of 600 packet/min
2.2 烟支受力情况模拟
以600 包/min 工况为例,提取烟支受力情况数据,见图3。可见,烟支受力较大的位置主要集中分布在烟库上方入口处、弧形板处及搅动辊区域,即图3 中的红色区域。分布情况符合烟库作业逻辑,由输送带送来的烟支在弧形板处受到弧形板及其他烟支的作用力改变运动方向,此时烟支受力较大;由于搅动辊运动频率较高[14],搅动辊区域的烟支接触、碰撞频繁,因此此处的烟支受力明显较大。
推烟板作业量不同也会使烟库内烟支受力有所差异。利用EDEM 后处理Selection 功能[15]分别提取400、600 和800 包/min 工况下搅动辊区域烟支受力数据,见图4。可见,400 包/min 模拟工况下烟支受力波动范围内数值最小,其次为600 包/min模拟工况下,800 包/min 模拟工况下烟支受力波动范围内数值最大,变化情况符合实践经验。根据提取数据计算烟支受力平均值,分别为0.012 9、0.016 6 和0.019 8 N。

图3 包装速度600 包/min 下烟支受力分布Fig.3 Distribution of forceacting on cigarettes at packaging speed of 600 pack/min

图4 不同包装速度下搅动辊区域烟支受力情况Fig.4 Distribution of force acting on cigarettes in stirring roller area at different packaging speeds
3 仿真验证
为验证仿真模型的有效性,赴上海卷烟厂拍摄了以260 包/min 速度运行的GD X6 包装机组(烟库结构与ZB28 包装机组一致)运行情况,与同样速度下的仿真结果进行对比,结果见图5~图8。

图5 烟库内烟支的整体分布情况Fig.5 Overall distribution of cigarettes in hopper
由图5 可见,烟库内烟支并非完全紧密排列,烟支间存在一定空隙,在烟库内形成“气孔”。仿真结果与上机运行结果相吻合。
由图6 可见,正常运行情况下烟支不会发生断流,始终较为均匀地堆积在搅动辊下端水平处,仿真结果与上机运行结果相吻合。
由图7 可见,固定分流块下方并非处于填充堆满状态,而总是存在较大的空隙,仿真结果与上机运行结果相吻合。
由图8 可见,当烟支流动时,在弧形板顶端有部分烟支无法被挟带流动,在此处停留时间较长,导致输送带传送的烟支与这些惰性烟支形成切线流动(图8a);仿真结果(图8b)显示弧形板顶端部分烟支速度较小,表明此处烟支为惰性烟支。仿真结果也与上机运行结果相吻合。

图6 下烟通道烟支分布Fig.6 Cigarette distribution in the discharge channels

图7 固定分流块下方烟支分布Fig.7 Cigarette distribution under the fixed deflector

图8 弧形板处烟支流动死角Fig.8 Cigarette distribution in the dead corner of arc plate
4 结论
基于离散元仿真软件EDEM 建立了ZB28 高速包装机组烟库中烟支流动仿真模型,该模型可模拟不同包装速度下烟支的流动速度及受力情况。以ZB28(X6S)高速包装机组烟库为对象进行仿真验证,结果表明:在260 包/min 运行速度下,烟库内烟支整体分布、下烟通道烟支分布、固定分流块下方烟支分布和弧形板处烟支流动死角的仿真结果与上机运行结果具有一致性,说明EDEM 仿真软件适用于分析烟库中烟支的流动规律,可为烟库设计改进提供参考。受限于研究条件,本研究中仅对仿真工况和实际工况进行直观对比,相关指标的数字化比较还有待进一步深入研究。
