基于激光传感技术的罐高自动测量系统的设计与实现
2020-10-19徐乐宇
徐乐宇
(铁法煤业(集团)有限责任公司煤层气开发利用分公司, 辽宁 112700)
1 概述
铁法煤业(集团)有限责任公司煤层气开发利用分公司(以下简称煤层气公司)隶属于铁法煤业集团,拥有完善的煤层气综合利用管网系统,地面输、储、配管路约250km。通过采取反供气方式,使各罐区、电站之间的高、低浓度气源可以任意调配,最大限度地利用煤层气资源,浓度在12%以上的煤层气综合利用率达93%。有7个罐区11座煤气储气罐,其中,低压湿式储气罐7座,干式储气罐1座,中压球罐1座,加上铁岭港华公司5×104m3和山东奥德集团8×104m3两座干式储气罐,总储气能力达22.25×104m3。螺旋湿式储气罐在整个铁法矿区煤层气供应系统里起到了至关重要的作用。储气罐作为整个煤层气输、储、配系统的枢纽与中心,其对于协调气源供应,确保稳定供气,发挥着至关重要的作用。储气罐的实时罐容量值是协调气源调配的关键参考参数。罐容仪则是罐容标示的关键设备之一。因此罐容仪的稳定工作及准确测量就显得越发重要。EXIN-CGA燃气柜储量测量仪,是原储气罐的配套设备。
此罐容自动测量系统是自主研发并设计制作的罐容显示仪,系统由核心部分的激光传感器和外围辅助系统组成。测试仪通过计算激光传感器每次从发射激光束到接收到激光返回的时间,从而计算距离。计算结果通过单片机进行整合计算,并将所测得的距离以485信号作为输出信号,输出到显示屏的计算单元上。显示屏根据信号内容进行编译,并最终以数字形式进行实时显示。用激光测量湿式储气罐罐容的技术,在国内尚属首次应用。经过在生产实践中的应用证明,其完全可以代替原罐容仪使用,并且其具有自动化程度高、安全稳定、易维修免维护等特点。
2 提出问题
如图1所示,在向储气罐内注气的时候,首先一塔升起,继续注气则按顺序二塔和三塔升起。在各塔升起的过程中,每层塔在横向限定的距离范围内(如图1所示的A点至B点间)运动的同时,各塔在纵向发生位移(如图1所示的C点至D点),由此形成一种螺旋式的提升过程。一塔自横向A点开始发生横向位移,至B点结束,同时一塔在纵向上,从C点开始发生纵向位移,至D点结束。并完成整个一塔的提升过程,而后二塔以同样方式开始提升,在二塔升起结束,三塔也以同样的运动方式开始提升,在三塔全部升起后,储气罐完成一个行程的注气过程。在储气罐向终端输送气的过程中,各塔的下降过程则与升起的过程完全相反,此处不再赘述。

1—滑轮;2—导轨;3—钢绳;4—接线盒;5—定滑轮组;6—导向器;7—发讯器;8—动滑轮组;9—重锤;10—地脚;11—灌顶围栏;12—水罐围栏图1 EXIN-CGA燃气柜储量(高度)测量仪的构造

图2 原罐容仪运行状况的示意图
此处描述储气罐的运行方式,旨在说明原罐容仪的运行状态,并分析在储气罐运行过程中,原罐容仪经常损坏的原因。由图1罐容仪各构造可知,原罐容仪在罐顶的装置由滑轮与导轨组成。一塔平台的装置为位移传感器,通过测量钢绳上下的位移量进而显示罐高数据。图2为原罐容仪的正视图,如果希望罐容仪显示准确的罐高度,则FH方向的钢绳位置是理想的位置。但是在实际的生产中,钢绳方向却往往处于EH到FH与FH到GH范围内的偏差位置。处于偏差位置的主要原因就是在罐顶的滑轮与导轨的配合问题。导轨与滑轮为机械式接触,为了保证通畅的滑动,需要进行定期的注油。
尽管做了非常细致的日常维护工作,但是在实际生产中,由于机械式接触的滑轮与导轨配合问题无法得到有效改善,钢绳位置依然大多处于EH或GH等非理想方向上,这是造成测量误差的主要原因。测量数据不准确,则无法为气源调度人员提供数据参考,对气源的调配工作造成一定压力。每当钢绳处于非理想方向时,钢绳都将对滑轮与导轨的接触点产生巨大的应力,巨大应力的产生将对钢绳产生应力拉伸损伤,这是造成钢绳断裂的主要原因。钢绳断裂,直接造成钢绳从30m高空坠落,其具有极大的危险性,这给安全生产造成巨大压力。另外,每次罐容仪损坏,都要进行及时的维修。储气罐停止运行,将造成区域大面积停气,从而造成巨大的经济损失和社会负面影响,因此每次维修过程都需要在线维修。由于维修工程涉及高空作业,维修成本高,维修安全压力大。
3 方案设计
3.1 方案选择
为了解决原罐容仪在生产实践中的各种问题,决定采用非接触式的测量方式。以下通过查阅专业资料,对时下流行的超声波测距与激光测距的优缺点进行对比,对比结果如下:
(1)超声波检测的目标必须与超声波发生器处于垂直方向,且偏角不大于10°。
(2)超声波被测物体的反射面要远远大于激光被测物体的反射面,因为一般超声波束在离开传感器2m远时直径为0.76cm。
(3)超声波测距受测距现场的噪音影响较明显,而激光测距则不受噪音影响。
(4)超声波测距受空气中湿度、气温等影响较明显,而激光测距则不受影响。
(5)激光测距实时响应的速度要优于超声波测距。
(6)在测量精度上,激光测距为毫米级,要远由于超声波测距的厘米级。
(7)超声波测距广泛适应用于20m以内的距离测量;激光测距距离可达千米级。
根据生产的实际要求,项目设计决定采用激光测距的方式。激光测距是指利用射向目标的激光脉冲测量目标距离的一种距离测量方式。脉冲激光测距法激光的发散角小,激光脉冲持续时间极短,瞬时功率极大,因而可使激光测距系统具有方向性好,测距精度高,测程远,抗干扰能力强等优点。脉冲激光测距系统的原理是,在测距点向被测目标发射一束短而强的激光脉冲,光脉冲发射到目标后一小部分激光反射到测距点被光功能接收器接收。设目标距离为L,激光脉冲往返经过的时间为t,光在空气中传播的速度为s,则测距公式如下:L=st/2。
3.2 系统要求
(1)由于罐容仪是应用于易燃易爆场合,因此系统设计中,必须要确保防爆要求,并达到ExdIICT5等级的防爆技术要求。
(2)由于电子产品受环境温度影响较大,因此需要确保激光传感器处于适合的工作温度下。
(3)选择并制作适合的反射面,以保证经反射后的激光脉冲能够有效的被接收。
(4)激光传感器测量后的数据需要转换成通讯信号,并最终转换成直观的影像显示。
(5)测量距离要求达到厘米级显示。
(6)测量数据需要进行实时的动态显示。
3.3 系统构成
激光测距仪为整个系统的核心部分,整个系统采用非接触式测距方式。激光脉冲代替代替原系统的钢绳装置。激光测距仪替代原罐容仪在一塔平台上的所有机械测距整合。新系统将取消原系统所有的滑轮组、发讯器、导向器及重锤等设备。关于反射面,只需在原导轨支架的各支撑骨架间架设反射面板即可。为了使激光测距仪能够在不受反射角度影响的前提下准确接收反射的激光脉冲,反射面要求是具有漫反射的材质即可,另外要综合考虑反射面在大风等极端天气状况下的稳固要求。系统采用3mm厚铁板焊接于原导轨骨架的方案。深色的物体表面,具有对光较强的吸收能力,因此反射面需要喷涂浅颜色面漆,以确保最大限度的反射激光脉冲信号。激光测距仪测得的数据需要进行实时显示,因此系统里设计安装一块LED屏,用于显示罐容高度值。
4 系统实施
整个激光测距系统包括:罐顶反射面、激光测距仪和显示屏三部分组成。其中主要需要解决的问题包括:激光测距传感器的选型、为激光传感器配备辅助系统、传感器发送的信号与显示屏的接驳、显示屏的实时动态数据显示以及防爆问题。
4.1 激光测距传感器选型
所选择的激光测距传感器为武汉祥瑞天和科贸有限公司生产的“承拓”系列,型号为G1020204的测距产品(表1)。
在系统实施的过程中,需要进行激光传感器输出信号与显示屏的接驳,因此需要详细了解此激光传感器的通讯协议(表2)。

表1 激光传感器主要技术参数

表2 激光传感器通讯协议

图3 测距系统的恒温控制系统示意图
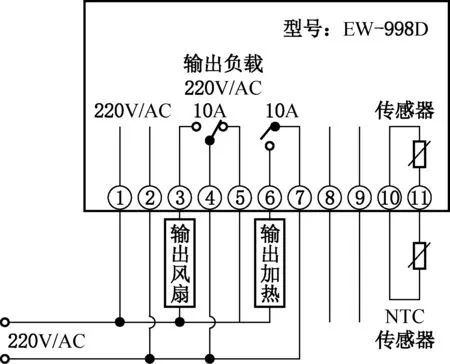
图4 温度控制器电器接线图
4.2 恒温系统
由于此测距系统的核心部分,即激光测距传感器的工作温度为-8~40℃。此测距系统又是工作在室外环境中,根据北方地区的自然环境条件,冬季室外温度经常在-10℃以下,因此,设计并制作一套温控系统(图3、4),并应用于测距系统,是保证整个系统稳定运行的保证。
