曲轴锻造智能工厂及其产品开发特点
2020-10-19龚俊雯陈清玲桂林福达重工锻造有限公司
文/龚俊雯,陈清玲·桂林福达重工锻造有限公司
智能锻造的意义
智能制造概念自20 世纪80 年代末被提出以来,得到了世界各国政府、企业的高度重视与大力发展。进入21 世纪智能制造更是引领了新一轮制造业的革命,开始深入到各行各业。“中国制造2025”从国家层面确定了我国建设制造强国的总体战略,在战略计划中明确指出,要以加快新一代信息技术与制造业深度融合为主线,以推进智能制造为主攻方向,实现制造业由大变强的历史跨越。智能化将进一步提高制造系统的柔性化和自动化水平,使生产系统具有更完善的判断与适应能力,也将会显著减少制造过程的资源消耗,提升传统制造业的水平。在制造业变革的引领下,锻造行业发展智能化是必然的趋势。
智能化锻造系统
响应行业发展潮流,一批国内有实力、有前瞻性的锻造企业,已在智能锻造工厂的建设上披荆斩棘、勇于实践,并取得了一定的成果。下面就以桂林福达重工锻造有限公司为例,对智能锻造工厂中的智能系统应用情况进行初步介绍。
智能化锻造车间的智能系统由四个层级组成,分别包括自动化、无人化曲轴锻造生产线,智能化感知与在线检测设备,数字化锻造智能控制系统集成及网络构架和锻造生产专家决策系统,层级结构如图1所示。
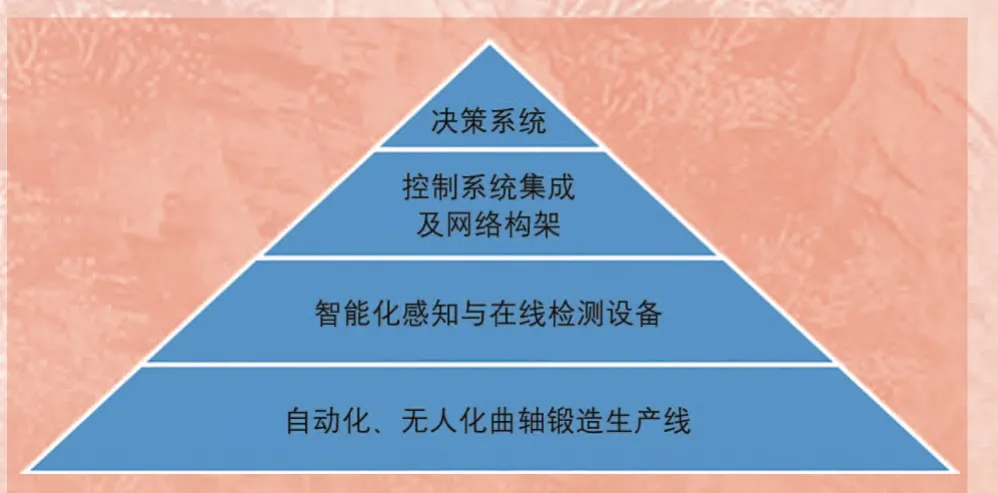
图1 锻造车间的智能系统结构图
自动化、无人化曲轴锻造生产线
根据锻造生产过程中物料的传输过程和锻造工艺特点,整个智能化锻造生产线的物料传送均由多关节工业机器人实现,选配设备均配置了数字化系统和在线监控装置,关键智能部件包括自动上下料、工件姿态视觉识别、均衡化柔性生产,并可在线进行典型曲轴产品锻造生产的故障诊断和智能处理。此外,还可通过MES 系统实现锻造生产的管理监控,包括产能统计、物流管理、成本统计、生产进度、生产质量等。
锻造生产智能化感知与在线检测设备
锻造生产智能化感知与在线检测设备包括工件位置及姿态识别的智能视觉识别系统,关键设备打击力、轧制力、输出能量实时测量的检测装置以及锻件温度、模具温度实时测量的检测装置。在成形过程中,智能视觉识别系统对锻件所处位置进行实时检测、反馈,并将统计存储数据通过MES 系统实时上传到工艺设计部门,作为修改工艺和模具设计的依据。锻件终锻后温度变化对锻后热处理有着重要的影响,终锻结束实时检测锻件温度,经专家系统分析和处理,由总线控制系统支配执行元件(机器人)将锻件送到不同的锻后热处理工艺通道。
数字化锻造智能控制系统集成及网络构架
数字化锻造智能控制系统已实现四部分功能:⑴联接生产线各单机设备、现场感知元件与执行系统,并将采集到的信号分析重组、通过中继PLC 进行智能决策后,对生产线各设备进行协调管理与监控。⑵联接车间全部生产设备,通过MES 系统将生产线运行信息可视化的直观输出,加强企业对生产状态的了解,便于生产计划的实施及成本的控制。另外,锻造生产线的锻件高温、机器人高速、压力机重载荷等特性,使得生产线控制系统必须集成安全功能,才能更好的保护人员和设备。⑶开辟安全数据专属通道,提升控制系统的安全等级也是智能控制系统集成的重要组成部分。⑷建立能快速排查生产线故障的远程诊断系统,可实现对现场设备的状态监控、故障诊断、故障排除、远程协助等功能。
锻造生产专家决策系统
在锻造过程中,一旦MES系统智能感应设备或在线测量设备获取的结果超过警戒值,专家决策系统自动将发现的问题及建议处置方案告知用户。专家决策系统实时采集各种现场检测和控制数据信息,在出现问题时,能够迅速通过自身的推理模式及知识库数据给出处置意见。根据这些处置意见,现场工程师与系统人机交互、各司其职,能够迅速给出最终决策。
智能系统下的产品开发特点
智能工厂以数字化、自动化为前提,在产品的整个生命周期采用PLM 系统进行管理,这与以往以人工经验为主的开发模式存在一定差异。特别是曲轴锻件,结构复杂、成形困难,靠人工经验设计往往需要较长的验证周期。常见的四缸乘用车曲轴结构如图2所示。
产品设计阶段
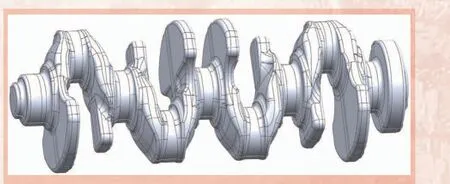
图2 常见四缸乘用车曲轴结构
在整个智能工厂系统的辅助下,曲轴锻造工厂已不再是传统的来图加工企业。通过数据库的经验积累,锻造工厂在锻件设计领域有比主机厂更深入的研究。在此基础上,主机厂商与锻件供应商进行联合设计的开发模式得到推广、应用。在满足主机厂性能要求的前提下,联合设计开发的锻件产品在轻量化、机加工工艺合理性、锻造工艺合理性等方面拥有显著的优势。联合设计开发使产品的整个供应链资源得到整合,不仅保证了产品质量,在成本和效率方面也有明显提升。在整个社会价值体系里,既节约了社会资源的消耗,又为企业创造了更大的价值。
产品设计阶段的基本流程包括:接收产品性能、功能指标输入→经验数据库查询→锻件外形初步设计→锻件动平衡校核→锻件强度校核→锻件充型工艺校核→锻件图纸输出。
区别于传统靠人工经验的产品CAD、CAE设计开发,整个开发过程以MES 系统记录的海量数据做支撑,通过引入大数据分析方法,从MES 数据库调取数据,获得符合锻造实际现场工艺的CAD尺寸补偿参数及各项CAE 分析的边界条件,以此为基础完成的产品设计,能很好的满足产品的功能、性能要求,也能够进一步缩小理论设计与实际生产结果的偏差,减少调试时间,缩短开发周期。
工艺设计阶段
应用专家系统、工艺数据库、数值模拟等智能技术,根据锻件材料成分、微观组织和性能要求,设计并优化出切实可行的锻造工艺方案。
工艺开发阶段,技术部门通过MES系统提交材料BOM 清单及产品开发流程后,系统直接将开发任务分发给原材料采购部门、生产计划部门、设备管理部门等。原材料采购部门按项目节点完成原材料采购;生产计划部门按MES 系统上呈现的各部门负荷,进行资源协调、安排生产任务;设备管理部门则依据PLM 系统传递的设计3D 数据,应用专家系统进行各设备的程序开发。
依托智能系统,能够实现“三维到工艺”、“三维到现场”、“三维到设备”的实践应用。
过程控制阶段
MES 系统依托现场智能化感知与检测设备形成的网络,对现场生产线运行状态、产品质量状态具有实时监控能力。
“三维到工艺”、“三维到设备”的实现,在产品工艺开发期间,MES 系统协调工艺部门、设备部门,完成系统上各工艺控制节点的工艺控制范围及各个设备运行参数允许范围的设定。
生产线开始运行后,在MES 系统的实时监控下,不管是设备运行参数、工件状态(位置、姿态、温度等)发生异常,还是监控结果超出设定的警戒范围,MES 系统在提供报警的同时联动专家系统,迅速给相关人员提供处置建议,协助完成异常报警的快速处置。
贵妃醉酒
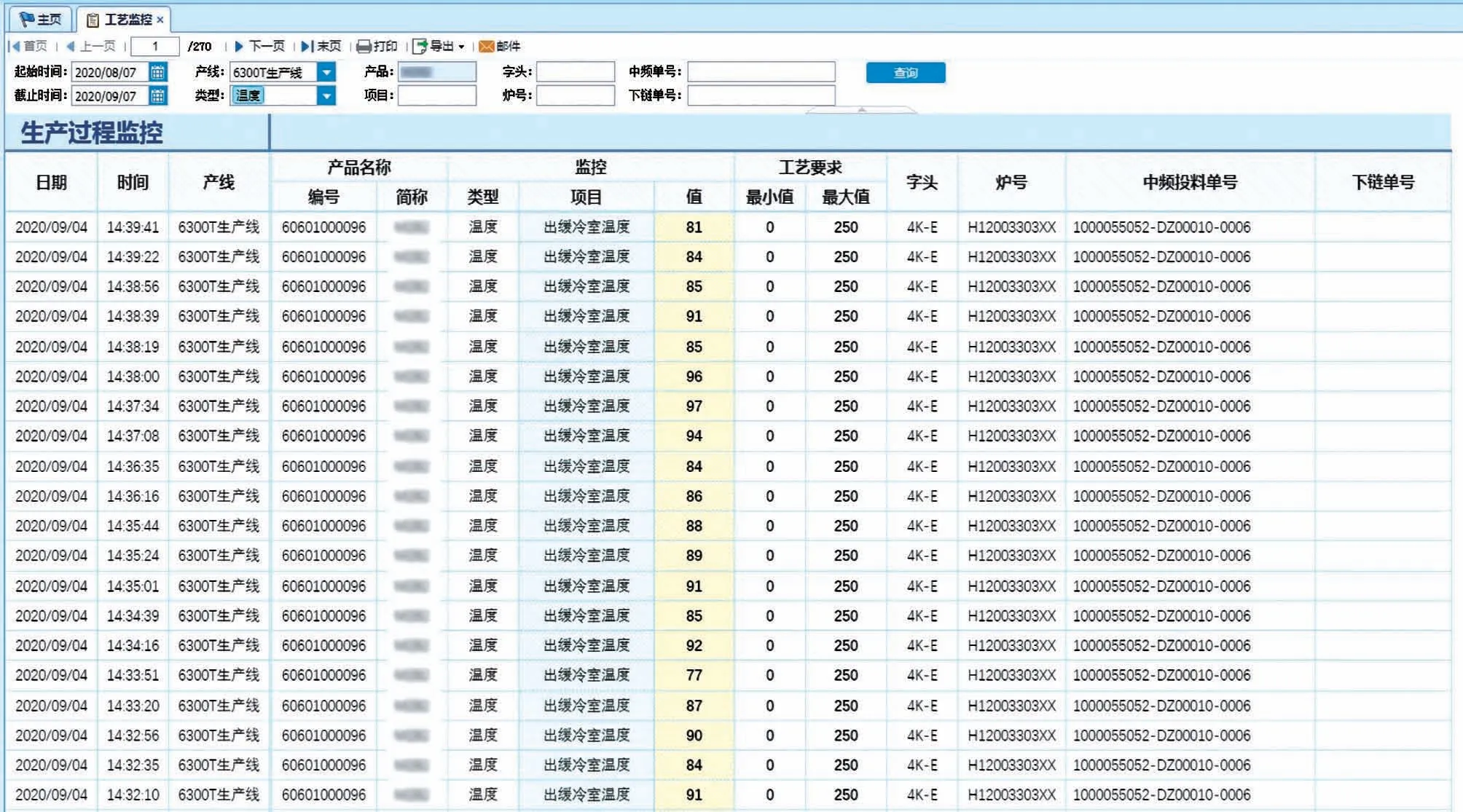
图3 MES 系统过程记录查询界面
在MES系统的大数据采集基础上,产品质量CPK控制曲线、设备稳定性CMK控制曲线及各设备运行状态曲线等,能够实现自动记录、自动输出及智能判断,给产品质量的早期预防及设备的早期维护提供了切实可靠的依据。预防性措施的实施,进一步提升了生产过程稳定性及产品的一致性。
实时过程监控及专家系统的介入,在质量提升、效率提升、成本节约方面得到了更好的体现。
产品过程追溯
MES 系统实时监控产品从原材料入库到成品发运的整个过程,应用二维码为产品做好身份标识后,通过扫描产品二维码,实现产品的全状态追溯。可追溯的信息包括产品的原材料信息、生产过程各个设备运行状态、各工序工件质量状态、锻件成品检验数据等,一旦数据出现异常,能够清晰的区分出隔离范围,有效控制质量风险,节约质量成本。
通过大数据分析,能够找出各个设备运行状态与产品质量指标的对应关系,为产品的持续改进提供量化依据。MES 系统过程记录查询界面如图3 所示。
结束语
锻造行业现场较其他传统机械行业,工作环境恶劣、工人劳动强度大,自动化、智能化生产线的推广能够显著的改善这些问题。同时,锻造工序及配套的热处理工序均为特殊制造过程,传统工艺控制方法的过程稳定性、产品一致性都存在较大的风险,通过智能系统的管控,产品风险能够得到明显改善。
在近些年新建的锻造生产线上,自动化、数字化已得到了大量的推广应用,但智能化系统的建设还仅在少量企业实施。即使已实施智能化系统的企业,仍处于非常初级的智能化阶段。作为锻造行业企业,要加快我国锻造行业智能化的发展,必须开展相关前沿技术研究,重视相关人才的培养,并加快相关标准的制定与完善。
