加料防错技术在涂装车间底漆工艺中的应用探究
2020-10-14上汽通用五菱汽车股份有限公司青岛分公司山东青岛266555
王 磊,徐 盛 (上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
0 引言
整车涂装车间前处理加料区酸碱物料种类较多,虽然归类存放,但因料桶的外观完全一致,工人仅依靠料桶上的标签来辨识物料,存在辨识不清、加错物料的风险,如果磷化和脱脂槽液发生酸碱物料加错的情况,将造成严重的质量问题和较大的经济损失。
因为料桶上都有条形码,考虑采用条形码识别,并配合进行相应电气控制的防错措施,彻底杜绝加错物料的情况。
1 现状及风险
底漆工艺设有加料区域,此区域酸碱物料分开存放,但基本处于相邻位置;加料工人都是独立作业,通过标签辨识物料,但是料桶外观基本一致,如果工人粗心马虎,尤其是夜班人员在身体疲惫的状况下,很有可能就会发生用错物料的问题。
1.1 物料种类
目前车间前处理磷化和脱脂总共有5种物料,分别是脱脂:脱脂剂、脱脂助剂;磷化:磷化液、促进剂、中和剂。
1.2 原有加料设备及加料方法
现场通过气动隔膜泵向槽体加料,脱脂物料使用一组气动隔膜泵,磷化物料使用两组气动隔膜泵(磷化液、促进剂使用一组,中和剂使用一组)。气动隔膜泵后面有专用管路分别通向脱脂槽和磷化槽,料桶通过人员搬运的方式就位后,向料桶内插入料枪,料枪通过软管与气动隔膜泵相连,打开压缩空气手动球阀,启动气动隔膜泵,即可进行加料作业。
由上述可见,整个加料过程中,对酸碱物料的识别只有“一人一步”,没有确认或者防错设计,所以有时加错物料是在所难免的。
1.3 加错物料的风险
如果向磷化槽液里加入了碱性物料(脱脂槽液使用),或者向脱脂槽液中加入了酸性物料(磷化槽液使用),都将出现严重后果。因为酸碱中和的原因,磷化槽液加错料后,游离酸、总酸下降,磷化膜粗糙或者没有磷化膜、车身生锈;脱脂槽液加错料后,游离碱、总碱下降,脱脂效果减弱,车身表面挂水珠甚至生锈。
2 防错思维的加料设备及方法
2.1 总体设计及改造内容
料桶上都有物料种类信息的条形码,可以在加料前增加条形码识别工序,使用扫描枪扫描条形码,判别物料种类,并将判别结果上传至控制系统,根据之前设置好的程序逻辑,确定下一步的流向;另外每个气动隔膜泵新增一个压缩空气电磁阀,由程序逻辑根据扫描结果控制压缩空气电磁阀的开关,彻底保障碱性物料只能加到脱脂槽,酸性物料只能加到磷化槽。
根据上面的思路,在涂装车间前处理的加料区增加一把手动条形码扫描枪;加料区的3个加料隔膜泵的气路上分别增加电磁阀及管接头;在加料桶的3个加料区域安装位置检测开关;增加一个RCP控制柜用于系统控制;进行相应的编程设计,用于控制加料过程。
2.2 防错设计的加料步骤
(1) 工人根据现场信息,把料桶搬运到加料区对应的隔膜泵处。
(2) 料桶就位后,需要使用扫描枪扫描桶盖标签上的产品编号条形码(每种物料对应一个条形码),见图1;如果扫描匹配成功,控制柜上对应物料的指示灯会亮。

图1 扫描物料条形码信息Figure 1 Scan material barcode information
(3) 加料人员前往控制柜确认物料信息是否一致,见图2;信息确认无误后,按下确认按钮,对应物料的加料隔膜泵的压缩空气电磁阀自动打开。
(4) 加料工人手动打开隔膜泵的压缩空气球阀,进行加料作业。
(5) 如果扫描后,其他物料的指示灯亮了,或者按确认按钮后,待加料隔膜泵的电磁阀没有打开,加料工人就需要立即核实是否拿错料桶。

图2 5种物料对应的指示灯Figure 2 Indicator lights corresponding to 5 materials
3 两种加料方法的比较
原先的加料方法没有任何防错措施,完全依靠加料人员的主观判别;而第二种加料方法,通过条形码扫描,程序逻辑以及新增的电磁阀,增加了两步防错,第一步防错主要是通过指示灯提醒加料人员,不过还是需要加料人员的主观判别;而第二步防错则是完全不依靠人工的物料与槽体间的硬件匹配,从而彻底杜绝了加错物料的情况。两种加料方式的流程图对比见图3。
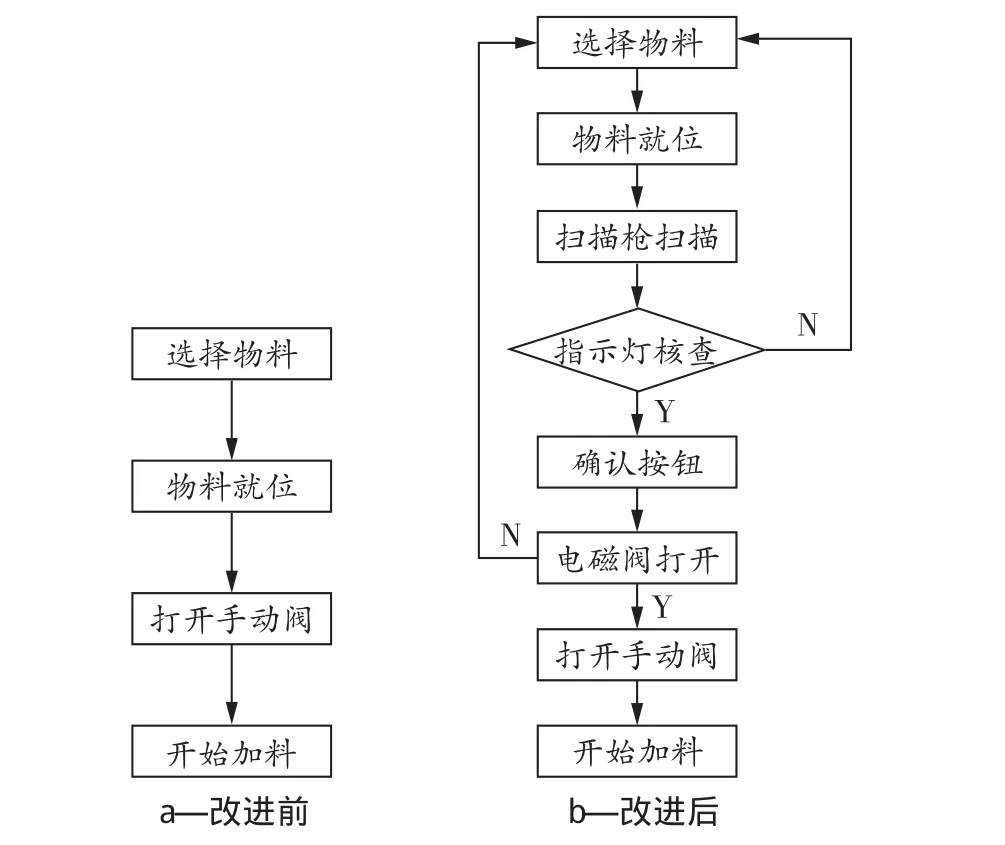
图3 两种加料方式的流程图对比Figure 3 Flow chart comparison of two feeding methods
4 防错措施的应用推广
目前这种加料防错方法不仅在涂装车间的底漆脱脂及磷化物料的加料,以及电泳区域的物料加注上得到应用,且在总装车间的物料加注上也进行了应用。建议所有工业生产中人工加料区域,且料桶上存在条形码的,都可以参考使用此种加料防错方法。
