伺服驱动器在30 MN铝挤压机生产线后部堆垛中的应用
2020-10-14王雪峰陈英凯强亚波
王雪峰 张 维 陈英凯 强亚波 柴 华
(中国重型机械研究院股份公司,陕西710032)
铝挤压机生产线后部的堆垛机,常采用变频器配合外部绝对值编码器,通过PLC的控制来实现位置和速度的控制,这种控制方式对于小规模和自动化要求不高的企业没有问题,但是随着铝加工行业的飞速发展,对于大型的、有高度自动化需求的企业,逐渐满足不了用户的生产要求,因为企业对堆跺的效率和稳定性要求也越来越高,逐渐成为考核铝加工设备智能化水平高低的重要环节,也促进了伺服系统在堆垛机行业的快速推广和应用。
以我院为土耳其提供的30 MN铝挤压机生产线的配套后部设备——高速堆垛机为例,介绍伺服驱动器的显著特点及在高速堆垛机上的应用。
1 单轴驱动系统概述及工作原理
该规格驱动器具有良好的扩展性和灵活性,它集矢量控制与伺服控制于一身,特别适用于速度、转矩和定位控制,可以满足日益增长的高性能设备。既支持标准的PROFIBUS-DP,也具有PROFINET接口,通过这些接口,可方便地集成到上位自动控制系统中,同时标准化设计、选型、组态、调试工具保证了使用的便捷性。该规格单轴驱动器结构形式为整流单元和逆变单元集成在一起,本系统由CU310-2PN控制单元、PM240-2功率模块、1FK7伺服电机以及采用DRIVE-CLiQ通讯方式的编码器等组成。
2 伺服驱动器在高速堆垛机上的解决方案
2.1 工艺流程
工艺流程:启动自动程序→隔条上料电机运行(只要有隔条就自动启动并到前极限停止)→隔条旋转盘电机运行(检测有隔条就运行一次,即旋转90°并送1根隔条)→隔条精准输送电机(检测有隔条即运行,输送隔条数量HMI设定)→隔条发送完毕并精准到位→抓料机械手升降机构下降(抓料机械手必须打开)→抓料机械手闭合(抓料机械手到下极限)→抓料机械手升降机构上升(抓料机械手必须关闭)→抓料机械手横移电机前进到位(抓料机械手升降机构上升到上极限位)→抓料机械手升降机构下降(下降极限位置随料框内料高的变化而变化)→抓料机械手打开(抓料机械手升降机构到下极限)→抓料机械手升降机构上升到位→抓料机械手横移电机后退并到位停(抓料机械手升降机构上升到上极限位)→自动结束。
2.2 电控系统介绍
采用以S7-400系列CPU为载体,TIA Portal V15开发软件为平台,伺服驱动器为定位执行机构,共同组成电气控制系统。S7-400CPU可以通过PROFINET网络同伺服驱动器通信,S7-400CPU通过TIA Portal V15驱动库中的标准功能块FB284来实现伺服驱动器的基本定位(EPOS)控制,功能块FB284可在循环组织块OB1和循环中断组织块中进行调用。
2.3 对伺服驱动器进行项目配置
使用调试软件Starter对伺服驱动器进行项目配置。
2.3.1 配置装置基本参数
在驱动器选项下点击插入驱动器,在驱动器类型里选择类型:选择“servo”伺服,在功能选择中,选择“Basic position”激活基本定位,在STARTER软件,伺服驱动器硬件配置结束后在线,连接驱动器,打开对应驱动器的参数列表,r108.3=1,r108.4=1(activated),表示定位功能已激活。如有其他要求,可选择相应选项,选择不同选项后会对后面配置有影响,研究仅侧重于基本定位功能,其它的参数设置可根据电机的实际情况依次设定。
2.3.2 配置通信西门子报文111
在通讯报文配置中添加111报文,见图1,并按顺序排列,且此顺序图应与PLC软件的硬件组态一致。
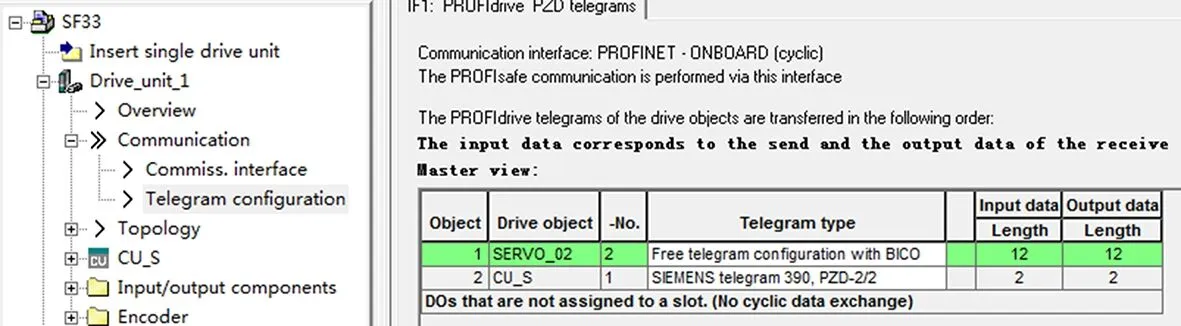
图1 配置驱动器的机械参数Figure 1 Mechanical parameters allocation of driver
2.3.3 配置驱动器的机械参数
在“mechanics”对话框界面中配置驱动器的机械参数,Load revolutions和Motor revolutions设置电机和负载的机械齿轮比,LU per load revolution设置负载侧转动一圈物体移动距离对应的数值,如果负载移动10 mm,则此时10000LU 对应10 mm;Modulo range and Activate modulo correction设置模态轴功能,模态轴是指运行距离达到模态范围后清零的功能,适合旋转轴使用,如图2。
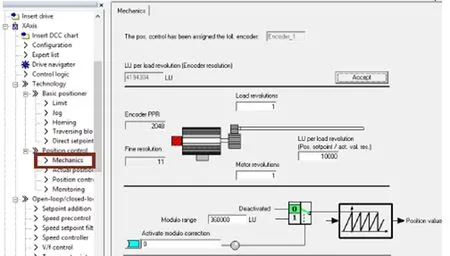
图2 “mechanics”对话框界面中配置驱动器的机械参数Figure 2 Mechanical parameters allocation of driver on “mechanics” dialog interface
2.3.4 配置驱动器的软硬限位参数
在“Limit”对话框界面中配置驱动器的软限位和硬限位参数,Positive end position和Negative end position参数界面输入软限位的正负限幅值;Minus stop output cam Plus stop output cam设置外部限位开关的硬限位信号点(该信号需要保持高电平)。
2.3.5 配置驱动器相关运行动态参数
在图3界面中配置驱动器的相关运行动态参数。Max velocity设置最大速度,Max acceleration和Max deceleration设置最大的加减速度,Max Jerk设置最大的加减速度变化率,Jerk limitation activation设置Max Jerk参数是否生效。
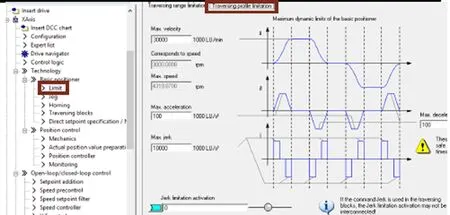
图3 配置驱动器的相关运行动态参数Figure 3 Related operation dynamic parameters allocation of driver
2.3.6 配置驱动器点动运行参数
在“Jog”界面中配置驱动器的点动运行参数。EPOS Jog1/Jog2 velocity setpoint设置速度点动的给定值,EPOS Jog1/Jog2 traversing distance设置距离点动的给定值。管脚点动方式对应的点动速度设定值同此。
2.3.7 对绝对值编码器校准
在图4界面中对绝对值编码器校准。
图4 对绝对值编码器校准Figure 4 Correction of absolute values encoder
2.4 TIA Portal软件中配置伺服驱动器
在网络视图中添加伺服驱动器设备,设置IP地址及设备名称。在伺服驱动器的设备视图中插入DO SERVO,并为DO SERVO选择控制报文SIEMENS telegram 111,需要注意添加的模块和报文顺序必须和STARTER(图1)软件一致,见图5。

图5 TIA Portal软件中配置Figure 5 allocation in TIA Portal software
2.5 功能块FB284
功能块FB284可在循环组织块和循环中断组织块中调用,以提高该功能块的扫描周期,在OB1中将DriveLib_S7_300_400中的SINA_POS(FB284)功能块拖拽到编程网络中,见图6。
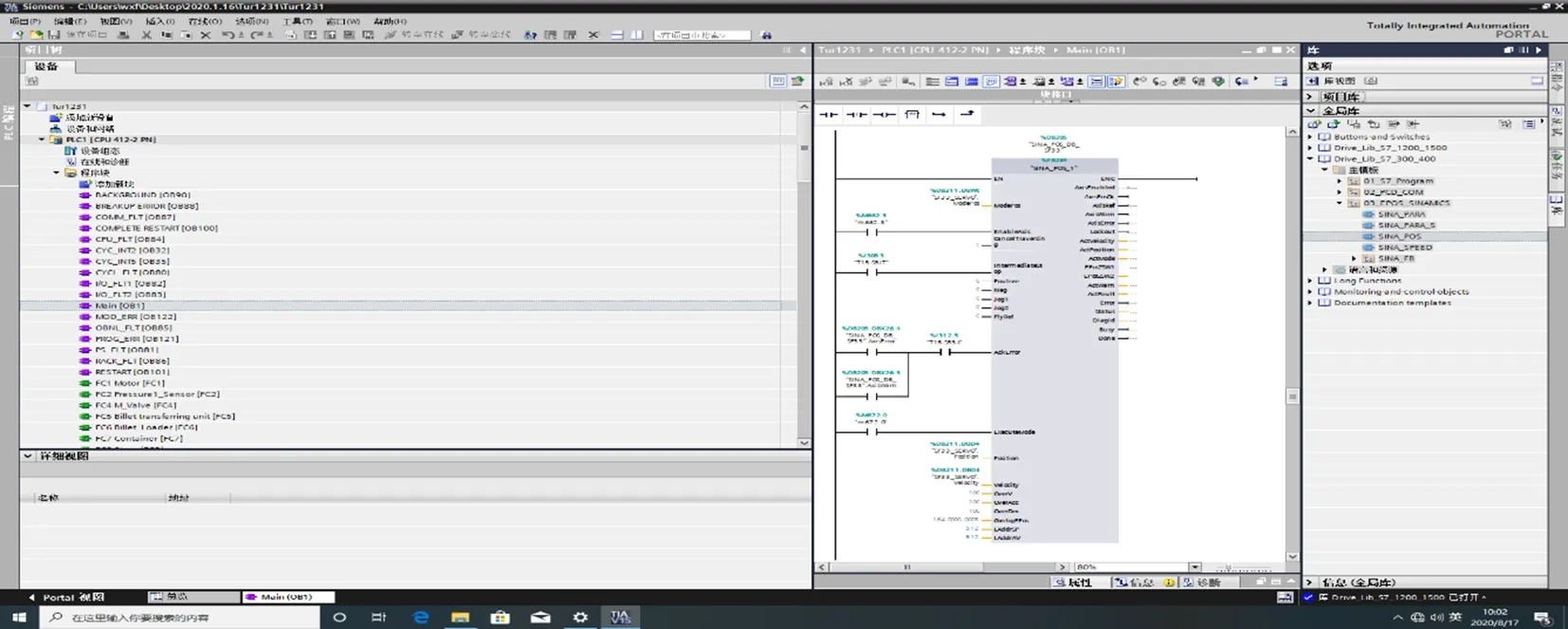
图6 在OB1中将FB284功能块拖拽到编程网络中Figure 6 FB284 function block in OB1 moved to programming network
FB284功能块的管脚ModePos输入用于运行模式的选择。可根据设备工艺的要求,在不同的运行模式下进行切换,如需要工作在相对定位模式,让ModePos=1;如果需要工作在绝对定位模式,让ModePos=2;同理,需要工作连续运行模式,让ModePos=3,可以很方便地根据设备工艺要求,选择对应的控制方式,实现对设备高速精准定位控制。该功能块的常用管脚设置:
(1)CancelTraversing:一般常置1,即不取消当前运行命令。
(2)IntermediateStop:连接急停信号,伺服运行前必须接通。
(3)FlyRef:如果需要运行过程中回零,则该管脚置1,否则置0。
(4)ExecuteMode:激活请求模式,上升沿。
(5)OverV:设定速度百分比,设置为100。
(6)OverAcc:设定加速度百分比,设置为100。
(7)OverDec:设定加速度百分比,设置为100。
(8)ConfigEPos:可通过此参数控制基本定位的相关功能,设置为3,即位0和位1置1,OFF2和OFF3停止无效。
3 应用效果分析
应用效果见表1。
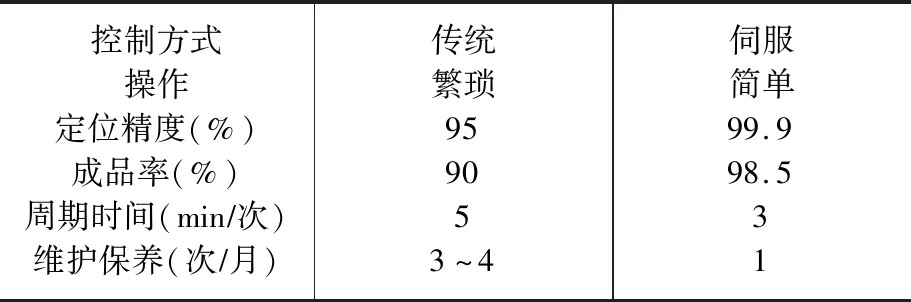
表1 应用效果Table 1 Application effect
4 结语
该伺服驱动器在30 MN铝挤压机生产线后部堆垛中的应用,极大地提高了生产效率,该系统操作方便、定位精确、运行稳定、大大提高了成品件的合格率,提高了产品质量,完全满足系统设计要求。
