板坯扇形段轴承座加工工艺探讨
2020-10-13盛振风徐小龙胡雯雯
盛振风,徐小龙,胡雯雯
(安徽马钢表面技术股份有限公司 安徽马鞍山 243000)
扇形段是连铸生产线上最关键的设备,由于它直接承担着钢水从结晶到凝固的整个过程,因而扇形段使用性能的好坏直接影响到钢的品质。这也决定了扇形段制造要求极高。
而轴承座在扇形段辊系同样占有十分重要的地位,具有很高的加工难度,下面就轴承座加工工艺及制造过程做一探讨。
1 轴承座的使用性能
由于扇形段不同区段所处的环境条件差异很大,因而不能笼统的将各段的轴承座统一分析,对此,我们选择了扇形段3段轴承座进行分析:
轴承座使用性能要求如下:
(1)在高温下有足够的强度和刚度,能很好的支撑辊子转动;
(2)良好的高温润滑功能;
(3)有完善的自身冷却系统和助辊冷却系统;
(4)有良好的调整更换性能;
(5)方便框架和辊子的对弧。
由于以上众多的使用要求,因而小小的轴承座就分布了很多的油孔,水孔,以及安装定位孔,而且孔与孔之间定形及定位尺寸要求都高,这就给我们加工轴承座带来一系列难题。
2 轴承座工艺分析
轴承座图纸如图1,中心高160.5±0.1处有Ø180G7轴承孔及其同轴孔;与轴承孔偏心距为7.5 mm处有R112.5圆弧水槽,水槽与30°水孔及底面水孔相通,组成了轴承座的水路;Ø5为油孔,油孔与轴承孔相通,组成了轴承座的油路;Ø35D7为定位孔,其与框架相连,实现轴承座与框架的准确定位;2-M20为螺纹连接孔,实现轴承座与框架的可拆卸连接。
我们结合轴承座使用要求,经过多次探讨和试制,确定了以下轴承座加工工艺:
(1)毛坯 δ130板数控下料,孔割出并直径留8-10,底面留5 mm加工余量,其余到尺寸;
(2)热处理 钢板退火;
(3)刨或铣 底面见平,留余量2 mm-3 mm;
(4)划线 分配加工余量
3.为实施培训提供各种基础素材。通过需求分析,可以收集企业基层、企业员工的素材,如工作手册、岗位责任制度、各种规章制度、工作程序等,有些素材进行加工后,就能形成较好的案例教学,可以对培训教材进行补充和完善。
(5)中车 厚度122.5 mm加工到125 mm,100 mm加工至102 mm,Ø185H8及同轴孔部,直径留3 mm-4 mm.,其中Ø185H8加工成Ø180H8;
(6)划线 底面及侧面4-Ø18通水孔,注意厚度余量分配,Ø180H8孔中心线延长至底面,打标记;
(7)铣 a.钻4-Ø18的通水孔,b.水槽达图;
(8)钳工 水槽打磨光滑;
(9)转铆焊 a.焊接水槽盖板,b.试压1 Mpa,10分钟;
(10)中车 Ø185H8至Ø160H7同轴孔部,左右端面各部尺寸达图,注意以底部水孔分配厚度尺寸,保证光洁度;
(11)镗 使用工装以Ø185H8孔为定位基准,底面达图,保证中心高。
(12)钳 攻丝,除油孔、水孔内的毛刺,铁屑。
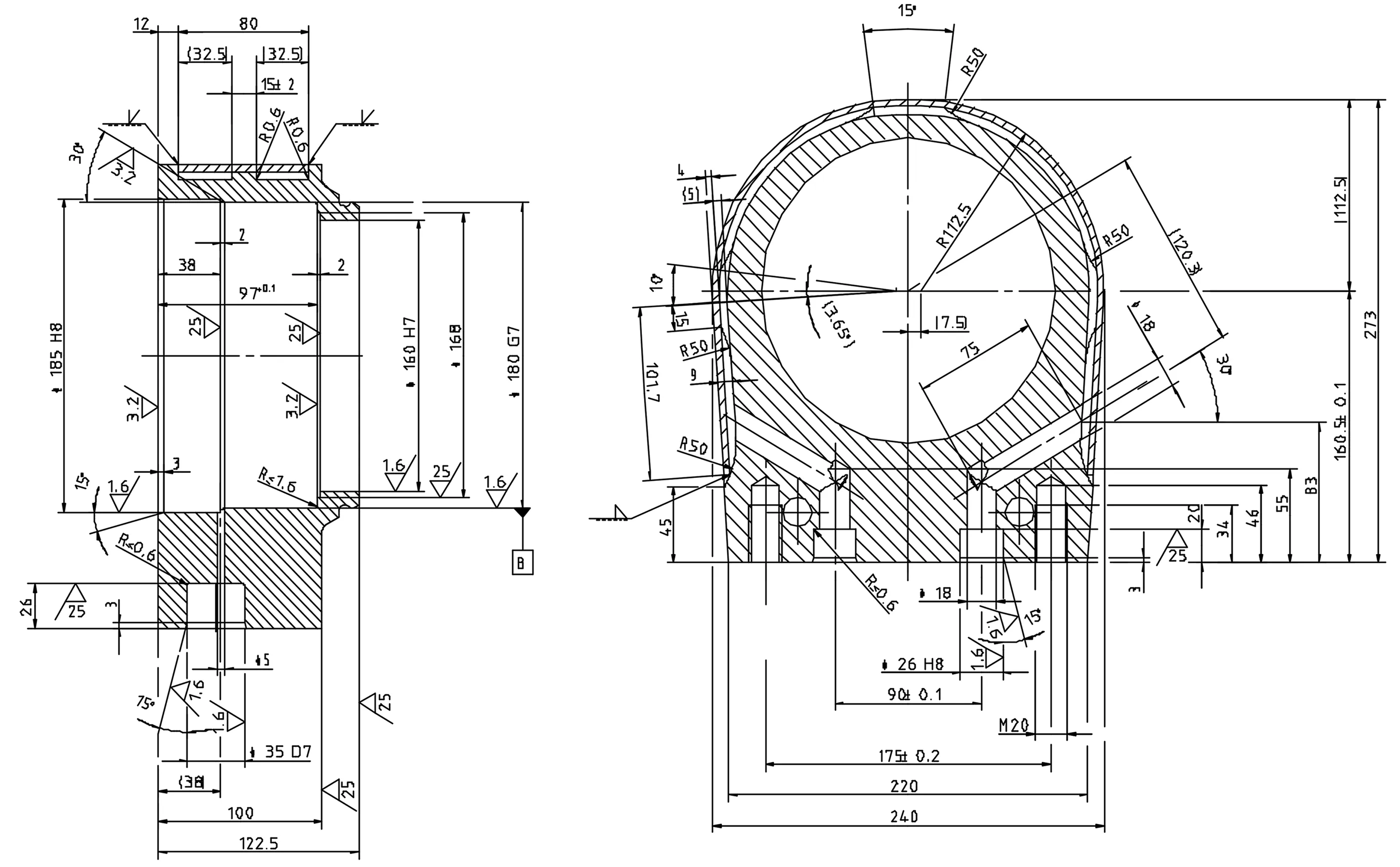
图1 板坯扇形段3段轴承座
3 普通铣床加工偏心圆弧水槽
从图1我们看到,轴承座外表面有一偏心距为7.5 mm的水槽,其圆弧半径R=103.5 mm(112.5-9=103.5),根据加工常识我们得知,普通铣床上不能加工带圆弧的水槽,而且水槽和内孔还有偏心距,更增加了加工难度。
经分析,该轴承座水槽的加工亟待两个问题的解决,一是小铣床上怎样实现加工圆弧的问题,二是如何实现带偏心水槽的加工。
对于第一个问题,我们从划线的分度圆盘得到了启发,既然划线的圆盘实现了分度,那么把分度圆盘用于铣床,同样可以实现圆弧水槽的加工,而且可以实现准确的圆弧角度控制。我们对此做了试验,先用分度圆盘加工不带偏心的圆弧水槽,经检验,不仅圆弧保证的很好,而且表面光洁度也非常令人满意。
对于第二个问题,我们制作了如下偏心轴工装,见图2。
该工装工作原理见图3:
偏心轴与轴承座内孔配合,其销孔与分度圆盘的销轴配合使用,通过旋转分度圆盘,实现了带偏心距的圆弧水槽的加工。
4 轴承孔与底面中心的重合问题
在轴承座工艺第6步工序中,划线要做出Ø180H8孔的中心线,并将其延长到底面,打标记,其目的是为方便第11步工序镗床找底面孔的中心线,使底面孔的对称中心线与轴承座Ø185H8孔中心重合。然而,用这种方法保证中心重合不是很合理,首先因为划线本身的精度不是很高;其次,由于划线时的轴承座Ø185H8孔还有余量,只是加工到Ø180H8,后面Ø180H8孔经过第10步工序加工到Ø185H8,孔中心已经发生变化,因而划线的中心线已经没有过多的价值,只能做参考用。
因此我们考虑其它办法,即在第11步工序用同心工装来保证底面孔中心与轴承孔中心的重合,工装如图4所示,保证同心的原理为(见图5):T130镗床工作台中心有一圆形凹槽,该凹槽中心与镗床主轴中心重合。而工装大头与工作台凹槽适配,工装小头与轴承座Ø180G7配合。这样,通过该工装做传递,当工作台移动到镗床数显显示0位时,镗床主轴就和工作台中心重合,从而保证了轴承座底孔的中心与轴承孔中心的重合。通过该工装的使用,既保证了底孔定位质量,还减少了装夹时间,提高了效率。
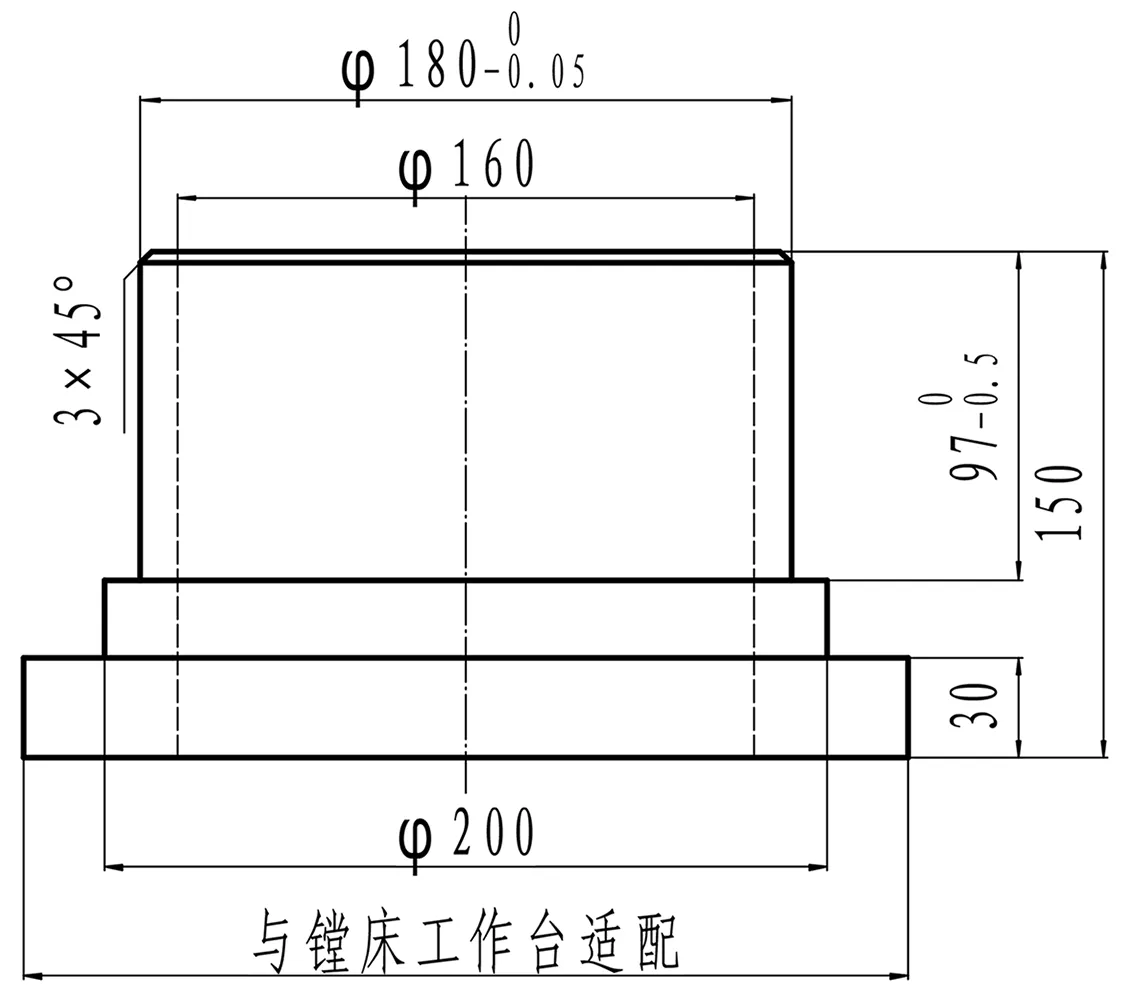
图4 同心工装
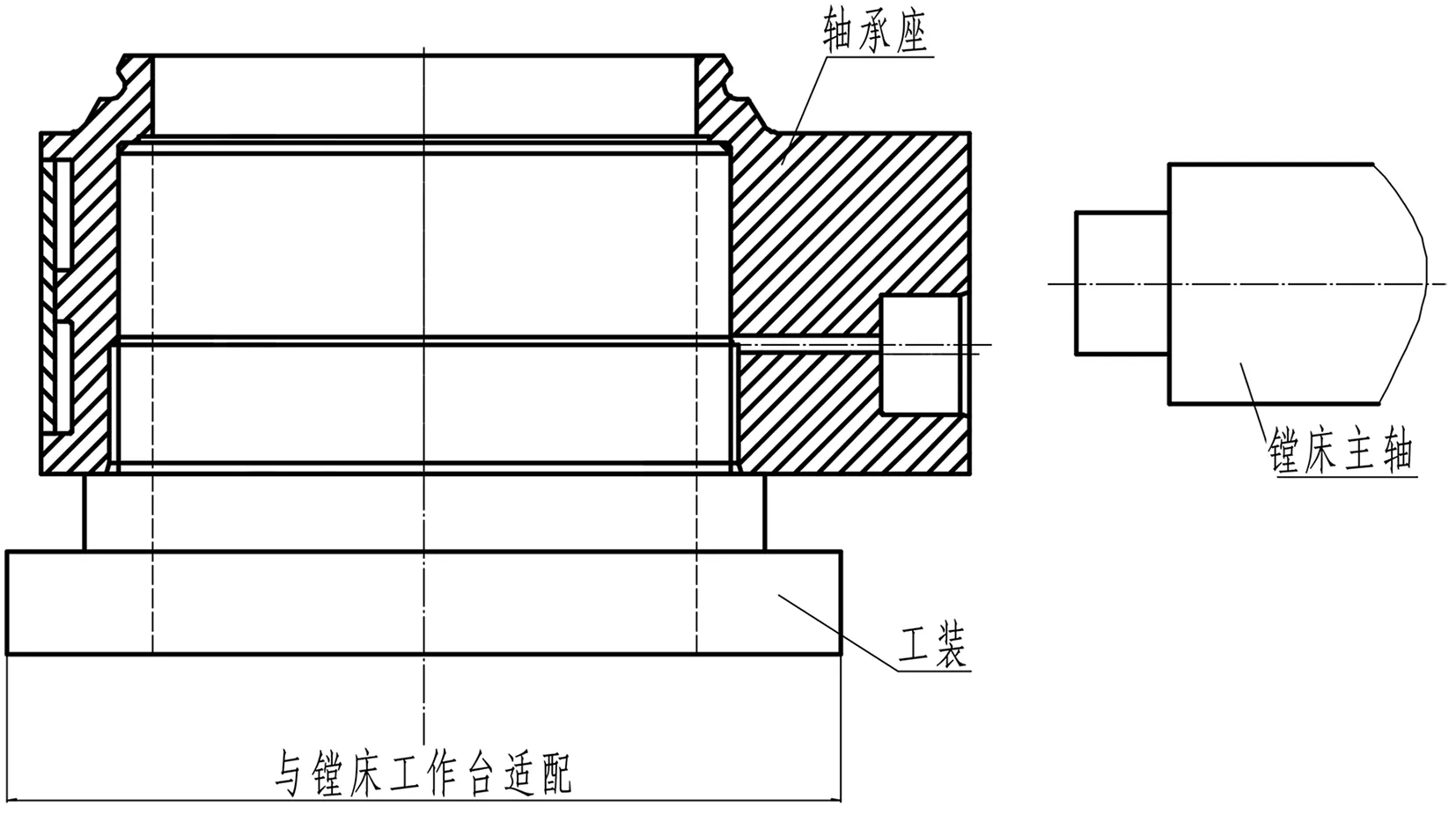
图5 工装、轴承座、工作台组合使用
5 结语
通过对轴承座工艺的探讨和工装的制作,解决了普通机床加工轴承座的难题。我们将在今后的工作中不断探索新工艺、新方法,以解决生产实际中的问题,为公司的的新品开发尽自己的一份力。
