六西格玛工具在活塞式调流阀质量改善中的应用
2020-10-12徐宁崧周炳海
徐宁崧 周炳海
(同济大学 机械与能源工程学院 上海201804)
V公司是一家专业生产、销售给排水行业阀门类产品的全球性公司。集团的历史可以追溯到1872年,距今已有百年,V公司在中国经历了十几年的发展,已经深耕于整个中国的水行业市场,源源不断地为中国的调水工程、水利枢纽工程、大型水库、自来水厂和污水厂等工程项目提供高质量、安全可靠的阀门类产品。
V公司自20世纪80年代中期以来,以进口的方式,为国内客户提供活塞式调流阀(以下简称“活塞阀”,如图1所示)等产品。为能迅速响应中国国内客户的需求,并降低活塞阀的生产成本。V公司在2014年开始活塞阀的国产化项目。经过几年的本土化生产,产品的供应链,工艺流程逐渐完善,产量不断提高,但随着批量、多型号的活塞阀投产,其在生产过程中及客户交付的过程中,也不断地暴露出一系列的质量问题,致使该产品的客户投诉率高达20%,对公司造成巨大的经济损失和浪费。因此,拟运用六西格玛工具和方法,对活塞阀系列产品进行质量改善,以降低客户投诉率,减少公司的经济损失。

图1 活塞式调流阀
1 六西格玛工具及活塞式调流阀生产流程的介绍
1.1 活塞式调流阀的生产流程
活塞式调流阀,又名调节阀、柱塞阀、套阀、管阀,主要应用在长距离调水等,对输配水系统进行线性流量调节及水源水库高水位时的稳定减压,消除富余势能等工况,具有无振动、无噪声、无气蚀、对输配水管路无损伤等特点。
我国从上世纪 80年代中期才开始逐步推广应用此类阀门,但主要是以进口的形式。直到 2014年,V公司才将全球的生产线转移到中国的全资子公司,其基本的生产工艺流程如图2所示。
1.2 基于六西格玛流程的质量改善
六西格玛是一种改善企业质量管理的流程,其核心是追求零缺陷生产,防范产品不良风险,降低成本,提高生产率,提高顾客满意度和忠诚度。其对需要改善的流程进行明确划分,在戴明循环(又称PDCA循环)改善流程的基础上发展,形成五步循环改善流程,即 DMAIC流程,分别是定义(Define),测量(Measure),分析(Analyze),改善(Improve),控制(Control)。
六西格玛流程发展到今天,其不仅仅是一个质量上的改善流程,更代表着一种全新的管理理念,而且这种管理理念的背后有很多完整且成熟的工具进行支撑。例如定义阶段,柏拉图(Pareto Chart),质量功能展开(QFD);测量阶段,流程图(Flow chart/ SIPOC),失效模式分析(FMEA);分析阶段,试验设计(DOE);改善阶段,鱼骨图(Fishbone Diagram),头脑风暴(Brainstorming);控制阶段,标准化流程(SOP),现场可视化管理(VDM)。这一套改善流程和工具,都可以在实际产品质量改善中充分利用。
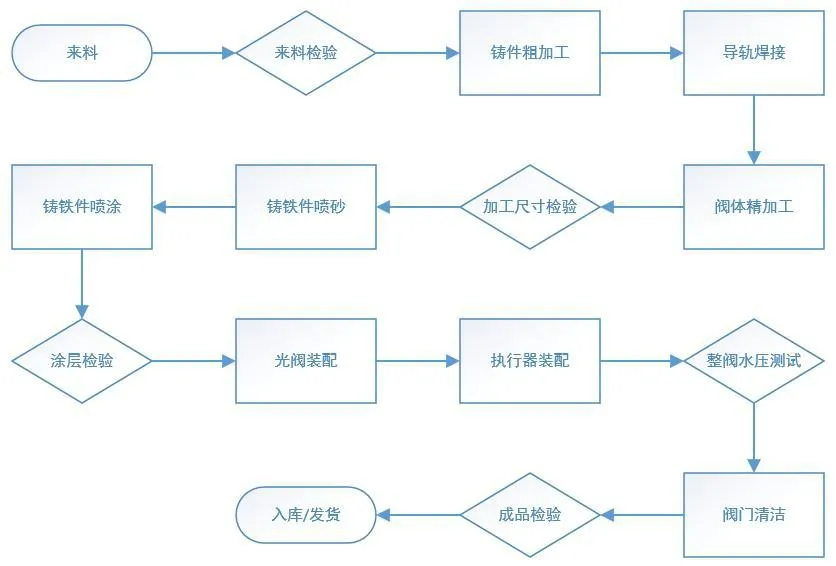
图2 活塞阀生产流程
V公司虽已将全球的活塞阀生产线转移到中国,但该产品的客户投诉率居高不下,年投诉率高达20%,目标值为5%。客户投诉,是指顾客对企业产品质量或服务上的不满意,而提出的书面或口头上的异议、抗议、索赔或要求解决问题等行为。而活塞阀的客户投诉率是按当月/当年接收的投诉量与当月/当年产量量的比值,即:

详见图3所示。
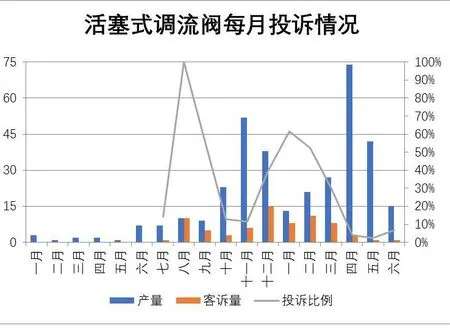
图3 调流阀每月客户投诉情况
引起活塞阀客户投诉率较高的因素比较复杂,包括产品外观质量、关键尺寸、原材料、关键特征、人员操作、测量方法、关键工艺不稳定等等,这些因素都影响了活塞阀生产的稳定性,增加了客户投诉的风险。并且该类型的活塞阀在国内尚属于导入期,对其原理的理论计算、活塞阀的结构设计尚属于起步阶段,其实际的生产制造、质量问题改善等方面,几乎是一片空白。
针对该问题的复杂性,独特性,笔者拟运用六西格玛工具来解决该问题,按照六西格玛的DMAIC流程,层层推进,以降低活塞阀的客户投诉率,减少公司的经济损失。
2 六西格玛DMAIC质量改善流程
2.1 定义阶段(Define)
对V公司中国工厂生产的活塞阀客户投诉报告的整理和分析,利用六西格玛工具,主要工具为柏拉图,详见图4所示,明确客户投诉的原因,对原有相关生产流程进行分析,识别导致客户投诉的因素,寻找改善机会。
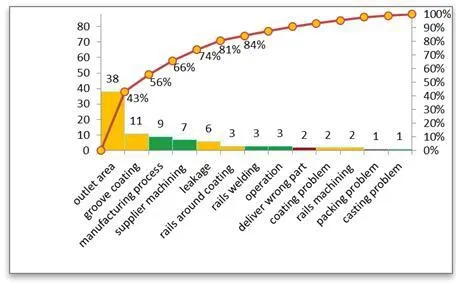
图4 活塞阀客户投诉分类
从客户投诉分类来看,80%的问题主要集中在五个方面,分别是阀门出口区域的质量、凹槽处的涂层质量、不充分的工艺、供应商机加工质量、阀门内泄露漏等,如果可以彻底解决上述问题,那么客户投诉可以减少81%,全年投诉率就可以从现在的20%降低到3.8%,满足改善活动的目标值,如图5所示。
因此,将改善活动重点集中在这五个方面的,逐一分析产生客户投诉的原因,提出改善对策,使生产流程稳定,客户投诉降低。
2.2 测量阶段(Measure)
通过对现有生产流程的梳理,利用潜在失效模式分析(PFMEA)工具,筛选影响因素,最终将关键因素的数量控制在有限的范围内,以便对整个测量系统和过程能力做出快速且准确的评估,见表 1所示。
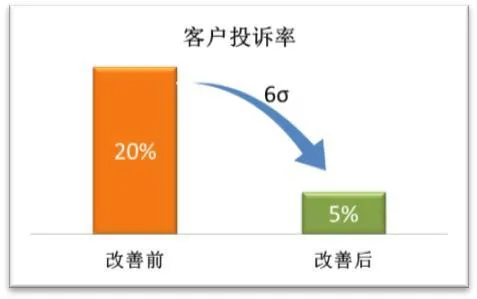
图5 改善目标
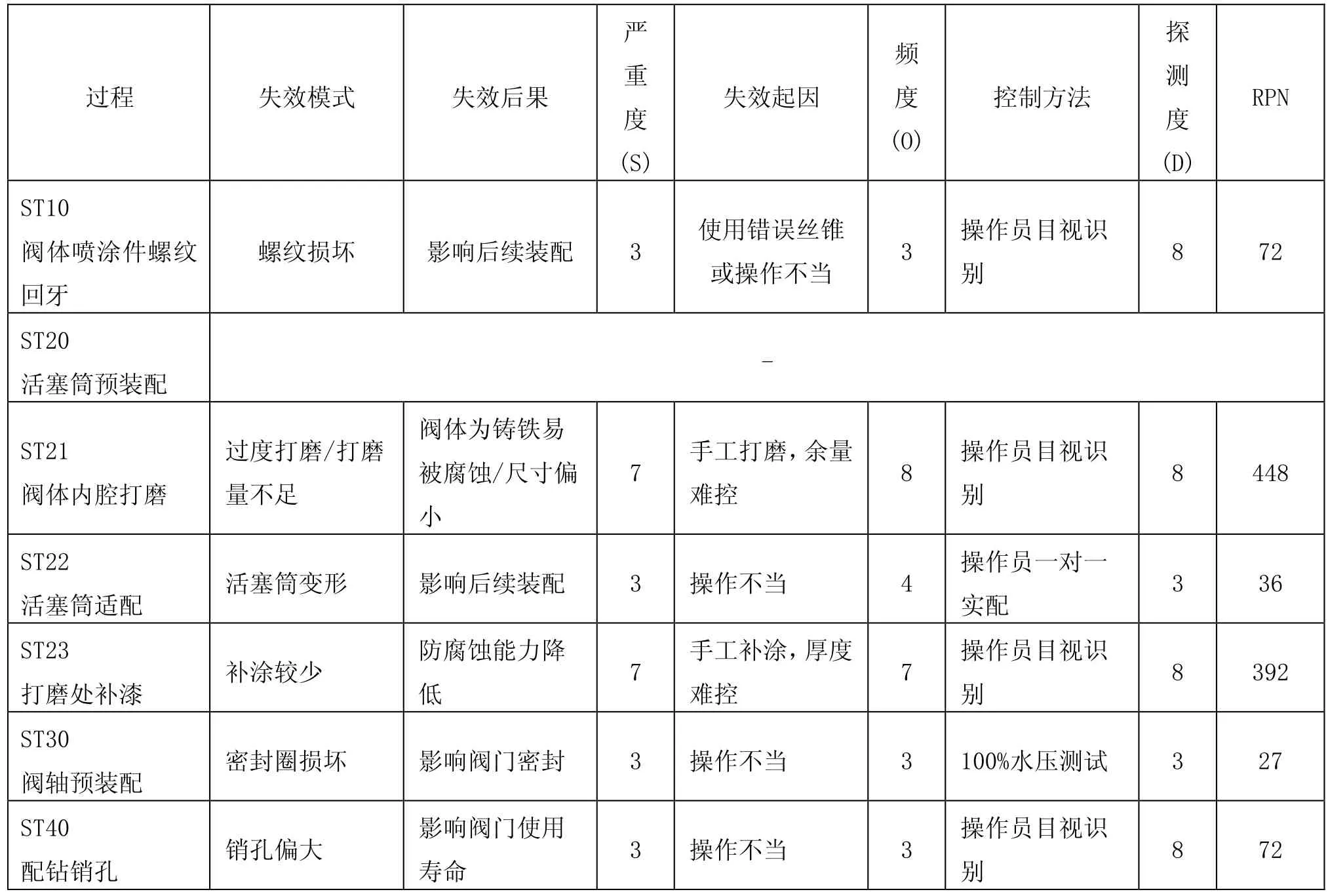
表1 活塞阀客户投诉PFMEA分析
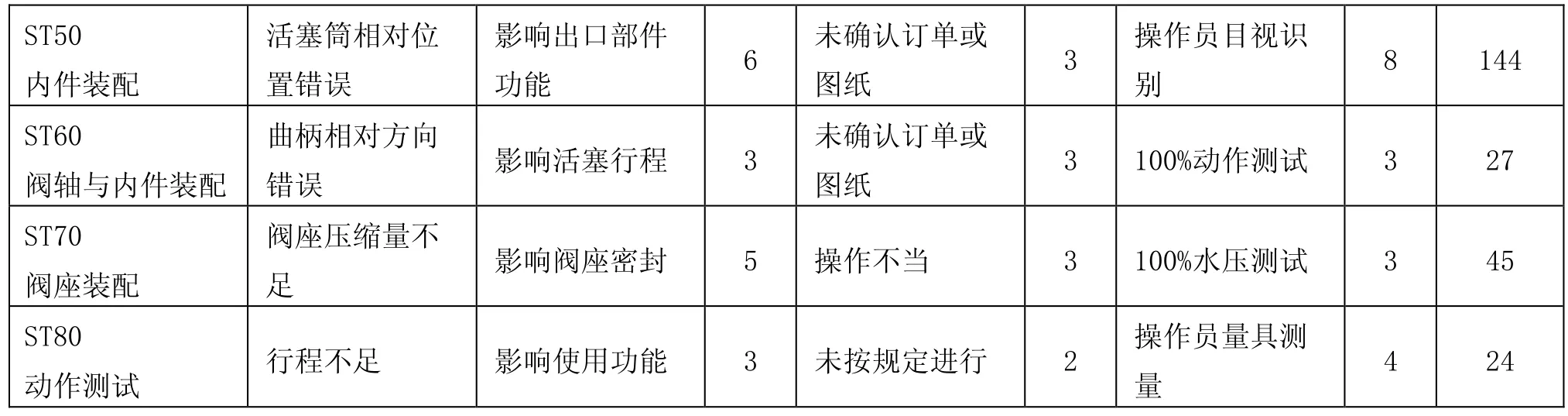
接上表
潜在失效模式分析主要通过三个维度进行衡量,分别是严重度(S)、频度(O)和探测度(D),风险顺序数RPN则是三者的乘积,即RPN=S×O×D
经过初步分析,阀门出口区域的质量,凹槽处的涂层质量及阀门内泄漏等问题产生与阀门装配的阀体准备阶段。
2.3 分析阶段(Analyze)
在分析阶段,改善小组同样需要分析出影响本次改善项目关键指标的关键因素,筛选出关键因素,研究并判定关键因素的受控性,找出关键因素变异原因,对关键因素的度量基线进行评估,以确定对关键因素进行改善可以充分反映对改善项目关键指标的改善,并将改善情况在一定程度上进行量化。
小组成员将借助鱼骨图等工具,从人员、设备、物料、方法、环境等角度,罗列影响关键因素的原因,并针对这些原因,在小组中开展头脑风暴,小组成员发挥各自的专业背景知识及经验,提出具有针对性的改善方案,并验证方案的可实施性,如图6所示。
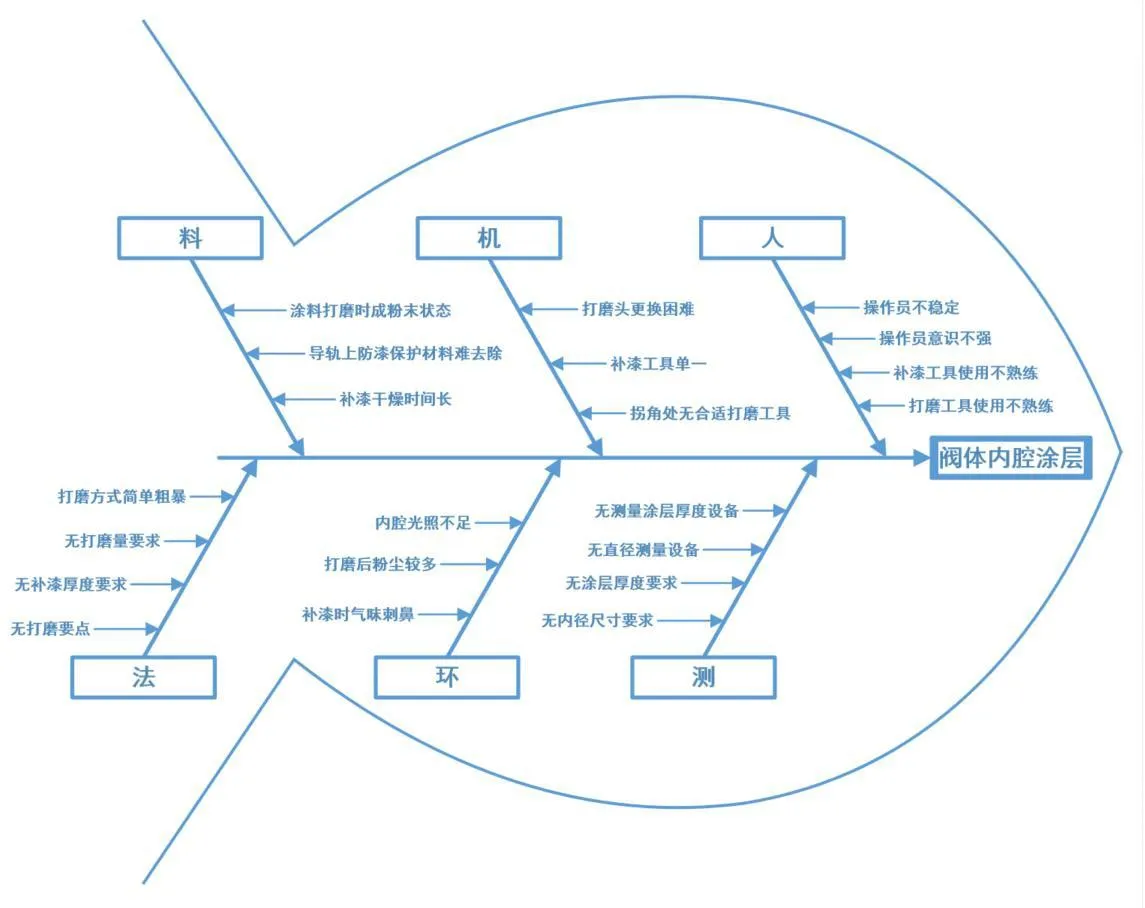
图6 阀体内腔涂层问题鱼骨图
(1)人员:操作员不稳定,意识不强,补漆工具使用不熟练,打磨工具使用不熟练。
(2)设备:打磨头更换困难,补漆工具单一,拐角处无合适打磨工具。
(3)物料:涂料打磨时成粉末状态,导轨上防漆保护材料难去除,补漆干燥时间过长。
(4)方法:打磨方式简单粗暴,无打磨量要求,无补漆厚度要求,无打磨要点。
(5)环境:内腔光照不足,打磨后粉尘较多,补漆时气味刺鼻。
(6)测量:无测量涂层厚度设备,无直径测量设备,无涂层厚度要求,无内径尺寸要求。
2.4 改善阶段(Improve)
改善阶段的目的是形成针对问题根本原因的一种或多种解决方案,并且验证这些方案达到或超过改善项目目标的有效性。
针对筛选出的影响过程稳定的关键因素进行试验设计(DOE)。通过试验设计,找出改善关键因素间的最佳组合,并证明其组合的再现性,评估改善关键因素对提高过程稳定性的能力。
改善小组拟使用典型的试验设计方法进行试验。以确定的三个关键因素为人员因素、打磨设备因素、打磨方法因素。确定将这三种因素划分为二水准,为便于统计,使用-1和1表示不同的水准,人员因素的二水准为现有操作员与装配组长,打磨设备因素的二水准为气动打磨机与电动打磨机,打磨方法因素的二水准固定工作台与旋转工作台,因此可以得到典型的三因素二水准的试验,采用全因子试验法,共计8组试验,每组两台阀门进行试验,共计16台阀门参与整个试验,最后试验结果由操作员、组长和检验员三人组成的目视检验系统来判定,如表2所示。
通过对3个因素进行试验分析,确定最佳设计条件,并通过计算获得活塞阀成品合格率与各影响因素(x)的数学模型公式Y=f(x)。
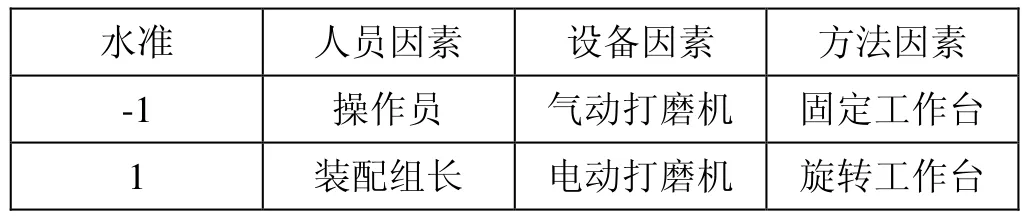
表2 3因素2水准试验
分析三个因素对活塞阀成品合格率数值大小的影响,从试验输出数据(图 7)可以得出影响活塞阀合格率最大的因素是打磨方法。
通过上述的试验设计,改善小组科学地确认了影响产品最终质量特性的因素,即为打磨方法,按照试验设计中的快速改善方案,决定将光阀装配工序中的 ST21阀体内腔打磨工步由现在的固定工作台上打磨,改为在旋转工作台上进行,这种改善方案对改善结果影响最大。
经过四周的试验设计改善,改善小组发现,活塞式调流阀阀体内的涂层质量有了很大的提高,但是改善小组成员也发现了新的问题:(1)工序中增加了操作员使用量具仪器的检验环节,增加了该工序的工艺时间;(2)未能解决打磨过程中的粉末问题;(3)打磨过程中,打磨头会磨到铜导轨,而影响铜导轨的加工尺寸。
改善小组再次针对出现的问题进一步进行改善,提出喷涂后的阀体是否也可以在车床上进行加工。
喷涂后的阀体通过这样的加工方式,出口区域、内沟槽区域的尺寸得到了精确的保证,且涂层厚度得到了控制,装配操作员也不需要再使用量具仪器边测量边打磨,同时也省去了操作员的打磨环节,改善后生产流程如图8所示。
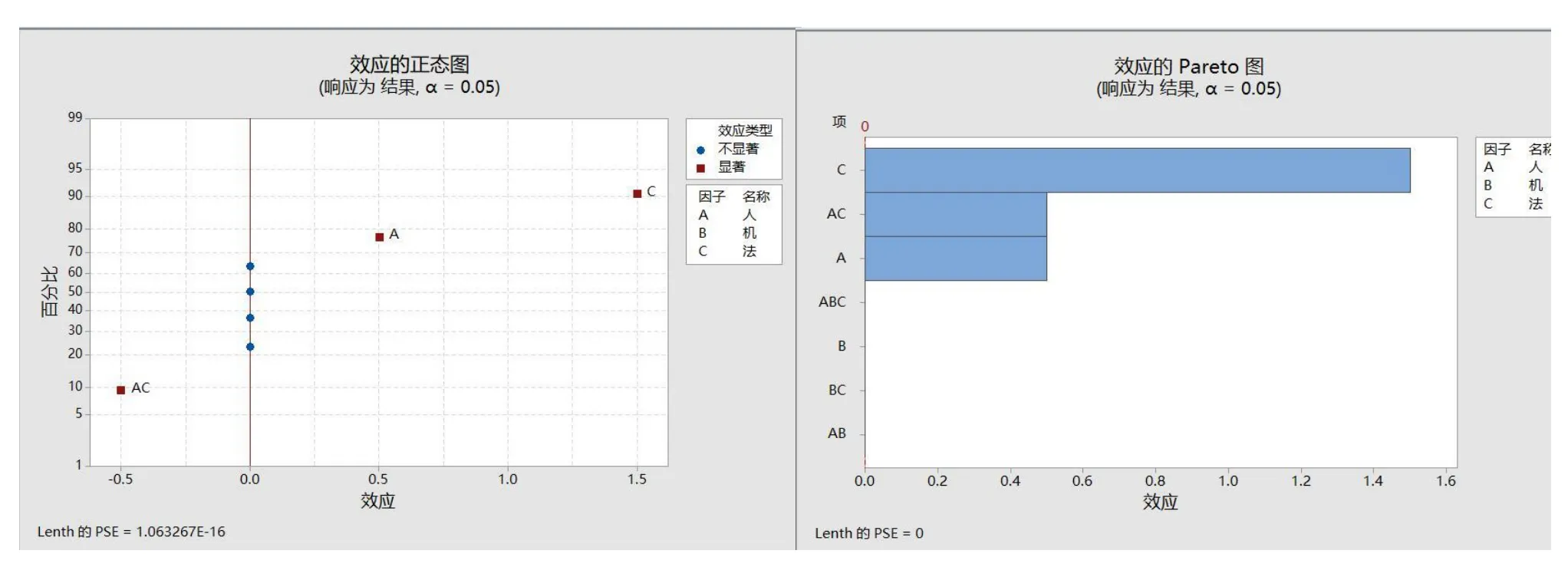
图7 影响因素分析
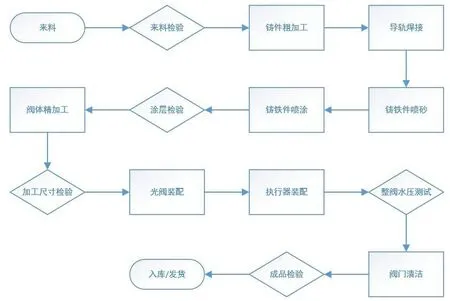
图8 改善后生产流程
2.5 控制阶段(Control)
通过建立标准操作程序和现场可视化管理的方式,维持改善结果,并对改善后的过程能力进行验证和跟踪。
控制阶段主要任务就是“控制”,控制已经获得的改善过程,规范化,并不断地对这一改善过程进行监督。改善小组成员通过前面改善阶段的分析和总结,将项目改善后的控制项目全部文件,并更新到质量管理体系文件中,通过这些控制收到的建立,可以使改善项目彻底解决并进入到一个新的稳定状态,确保了公司的良性运转,提升产品的质量水平和公司运营绩效的基础。
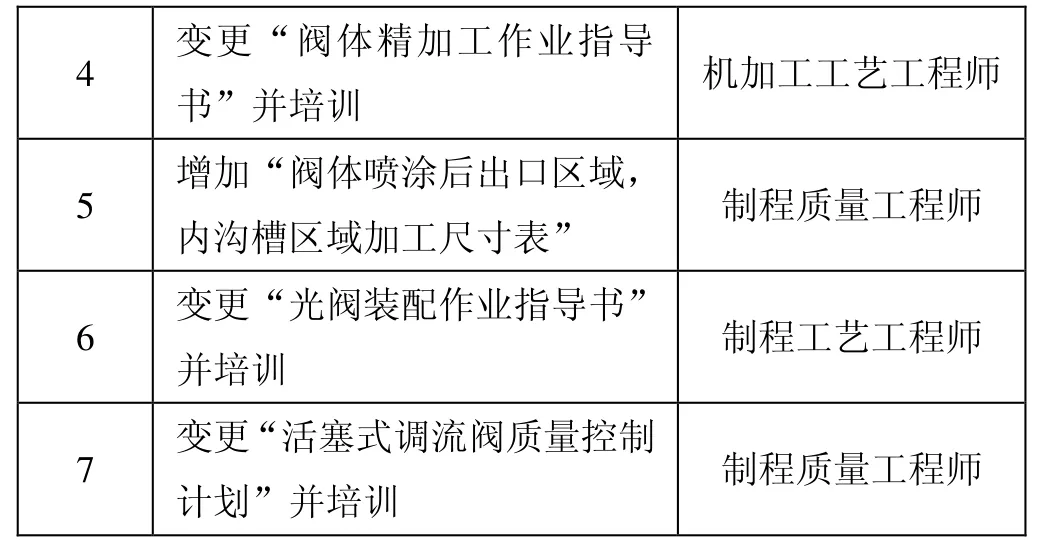
改善小组建立标准的操作程序,将相应的负责人及所需增加或更新的标准化文件进行汇总,清单如表3所示。
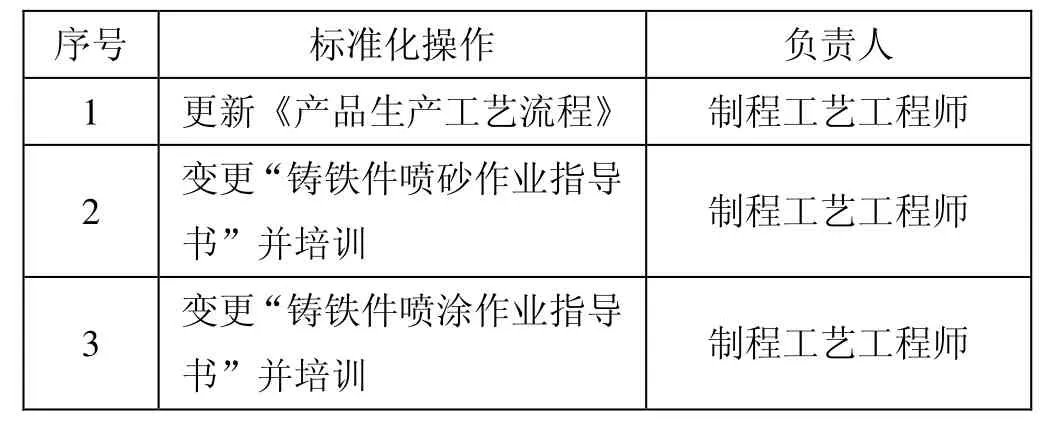
表3 标准化操作程序
接上表
3 结语
本质量改善项目是通过六西格玛管理方法来展开的,利用六西格玛DMAIC管理模型和工具,对活塞式调流阀本土化生产过程中产生的关键质量特性失控而进行改善,从而降低制造过程中产生的不良、降低客户投诉,提高客户满意度。
通过这一次的质量改善项目,改善小组成员理清了改善项目的主要流程,熟悉了改善过程中所运用的质量工具,最重要的是达到了改善项目的目的,通过改善方案的实施,切实地优化了活塞式调流阀的生产流程,使关键质量特性得到控制,确保了产品的质量,降低了客户投诉,减少了因客户投诉而给公司造成的损失,为公司创造了切实可见的收益,同时也将公司质量管理体系中强调的持续改善的质量方针得到落实,持续改善的文化在公司员工中得到深入。
