激光切割卡盘传动部件的设计研究
2020-10-12蒋习锋马建润岳念举
蒋习锋 马建润 岳念举
(济南金威刻科技发展有限公司 济南250109)
激光切割是激光加工行业中最重要的一项应用技术,是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不受切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,已广泛地应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等领域。
中空气动卡盘(前卡)作为其主要的传动部件,卡盘的传动精度直接影响激光切割设备的精度,而其传动部件,尤其是主要的传动部件法兰盘或齿盘组件是影响最终切割精度的关键,法兰盘或齿盘组件作为传动部件的设计制造好坏直接影响到激光切割设备的加工精度。
1 卡盘结构及其设计与制造
卡盘的传动方式结构主要有两种类型。第一种:以法兰盘作为传动部件的结构;第二种:以齿盘组件作为传动部件结构。
1.1 以法兰盘作为传动部件的结构设计与制造
以法兰盘为传动部件的中空气动卡盘(前卡)的传动结构如图1所示:两个气缸安装销安装在卡盘本体上,气缸一端与气缸安装销配合,另一端与内、外法兰盘导向销配合;内、外法兰盘导向销分别固定在内、外法兰板上,组成内、外法兰盘;通过此链接,气缸把力传递到内、外法兰板上,而内、外法兰板上有仿形槽,通过长、短滑动销安有轴套的一端在仿形槽内滑动把力传递出去;长、短滑动销另一端被固定在滑动块上,驱动滑动块做往复运动;滑动块的往复运动带动其上的卡爪对不同规格的零件进行夹紧和松开。
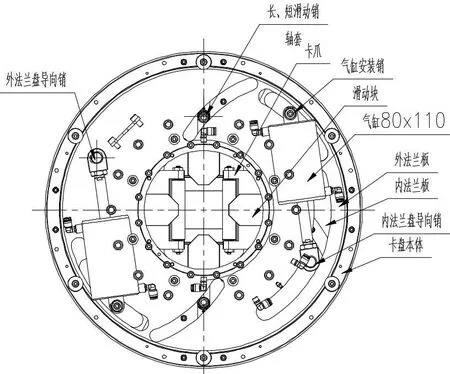
图1 法兰盘传动结构示意图
法兰盘的结构如图2和图3所示,主要由内、外法兰板和内、外法兰盘导向销组成。
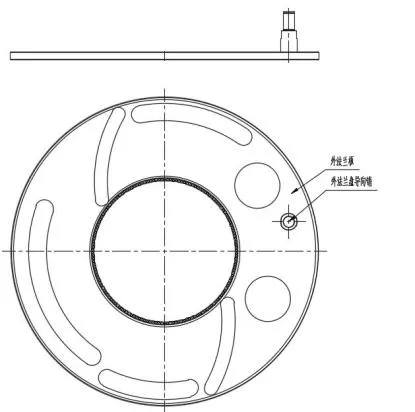
图2 外法兰盘结构示意图

图3 内法兰盘结构示意图
内、外法兰盘材质一般采用中碳合金钢42CrMo,调质处理,硬度HB(280~320),零件整体氮化处理,硬度≥HV 550,层深0.3~0.5 mm。
一般为减少中空气动卡盘(前卡)的转动惯量,法兰板的直径和厚度的比值比较大,因此法兰板的加工制造难度很大,加工易变形,尺寸精度难控制,所以需采用合适的加工制造工艺才能保证产品质量,尤其是法兰板仿形槽的尺寸和精度。
经过大量的试验和工艺验证,法兰板的加工制造工艺安排如下:下料(锻件)→正火+高温回火预处理→粗加工(各孔加工留余量)→调质处理→半精加工(各部均留余量)→去应力退火处理(退火温度需高于氮化处理温度,低于调质回火温度)→-精加工1(有公差要求尺寸留余量)→人工时效处理(一般温度控制在 180℃~200℃,需保证足够的时间)→精加工 2(有公差要求尺寸留余量)→氮化处理→精加工3→终检。
内、外法兰盘导向销材质一般采用中碳合金钢40Cr,调质处理,硬度 HB(280~320),与气缸配合处外圆感应淬火处理,硬度HRC(45~50),层深0.8~1.2 mm。加工制造工艺安排如下:下料→粗加工(各部均留余量)→调质处理→精加工(有公差要求尺寸留余量)→感应淬火处理→磨加工→终检。
1.2 齿盘组件的结构设计与制造
以齿盘组件为传动部件的中空气动卡盘(前卡)的传动结构如图4所示:两个气缸安装销安装在卡盘本体上,气缸一端与气缸安装销配合,另一端与内、外盘导向销配合;内、外盘导向销分别通过侧耳与两个齿盘链接固定;通过此链接,气缸把力传递到齿盘上,而齿盘又通过与其相啮合的四个过桥齿轮轴把力传递出去;过桥齿轮轴通过过桥齿轮轴支撑固定在卡盘本体上,过桥齿轮轴一段齿与齿盘啮合,另一段齿与滑动块啮合,这样力就通过过桥齿轮轴传递到了滑动块上,而滑动块被压条和卡盘本体限制,只能通过传递过来的力做径向滑动;卡爪被固定在滑动块上,通过滑动块的来回移动对不同规格的零件进行夹紧和松开。
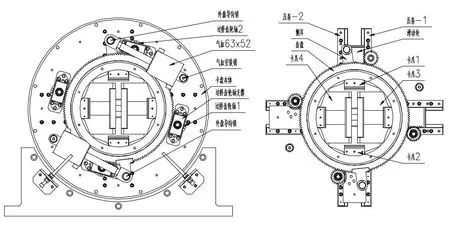
图4 齿盘组件传动结构示意图
齿盘组件的结构如图5和图6所示,主要由齿盘、侧耳和内盘导向销、外盘导向销组成。
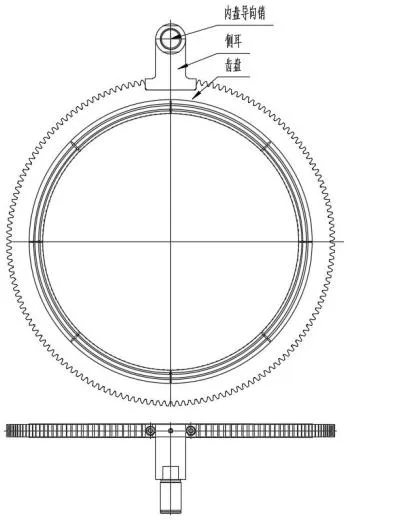
图5 内齿盘组件结构示意图

图6 外齿盘组件结构示意图
齿盘材质一般采用中碳合金钢 42CrMo,调质处理,硬度 HB(240~280),零件整体氮化处理,硬度≥HV 550,层深0.3~0.5 mm。
一般为减少中空气动卡盘(前卡)的转动惯量,齿盘的齿顶圆、内孔都比较大,厚度却比较薄,因此齿盘的加工制造难度系数很大,加工易变形,尺寸精度难控制,尤其是齿部精度更难控制,所以需采用合适的加工制造工艺和特殊的加工设备才能保证产品质量,尤其是齿盘的齿部精度。
经过大量的试验和工艺验证,齿盘的加工制造工艺安排如下:下料(锻件)→正火+高温回火预处理→粗加工→调质处理→半精加工(各部均留余量)→滚齿加工→去应力退火处理(退火温度需高于氮化处理温度,低于调质回火温度)→精加工 1(有公差要求尺寸留余量)→粗磨齿加工→人工时效处理(一般温度控制在 180℃~200℃,需保证足够的时间)→精加工 2(有公差要求尺寸留余量)→氮化处理→精加工 3→精磨齿加工(磨齿设备需进口磨齿机,例如德国NILES成型磨齿机)→终检。
侧耳材质一般采用中碳合金钢 42CrMo,调质处理,硬度 HB(280~320)。加工制造工艺安排如下:下料→粗加工(各部均留余量)→调质处理→精加工→终检。
内、外盘导向销材质一般采用中碳合金钢40Cr,调质处理,硬度 HB(280~320),与气缸配合处外圆感应淬火处理,硬度HRC(45~50),层深0.8~1.2 mm。加工制造工艺安排如下:下料→粗加工(各部均留余量)→调质处理→精加工(有公差要求尺寸留余量)→感应淬火处理→磨加工→终检。
2 结语
中空气动卡盘(前卡)是激光切割设备的主要部件,其传动部件,尤其是主要的传动部件法兰盘或齿盘组件是影响最终切割精度的关键,法兰盘或齿盘组件作为传动部件的设计、制造好坏直接影响到激光切割设备的加工精度。本文通过对卡盘的传动部件,尤其是主要传动部件法兰盘或齿盘组件的构造进行了分析与研究,为中空气动卡盘(前卡)传动部件的设计、制造提供了依据。
