基于Windows+RTX 运行系统的数控系统软PLC 模块开发研究
2020-10-09丁荣晖
丁荣晖
(苏州高博软件技术职业学院,江苏 苏州215163)
1 引言
开关量控制系统是数控系统的一项重要内容,其工作内容是对机床IO 及控制面板进行科学控制。具体到实际应用中,主要内容有独立硬件PLC、内嵌PLC、软PLC。独立硬件PLC 在工作中具有稳定性好、技术相对成熟等特点。内嵌式PLC 在工作中,可以直接在数控系统内部完成对开关量的控制,因此,具有工作程序简单、易操作等特点。然而,就当前实际情况来看,其中也存在诸多不足之处,如结构性封闭较差。
针对上述问题,基于Windows+RTX 操作系统平台,对数控系统软PLC 模块的开发做出相应分析,并对相关技术要点进行了实验。
2 软PLC 模块设计
2.1 软件平台选择
本文基于Windows+RTX 操作系统平台,对数控系统软PLC 模块展开分析。Windows 操作系统是业界广受好评的操作系统,具备较好的开放性、软件多样可利用资源优势。然而,就当前实际情况而言,Windows 运行过程中都不是“硬实时”操作系统,因此在实际工作过程中很难满足实际需求,这主要是由软PLC 的实际运行特点及对限位及刀库的控制模式所决定的。
而RTX 在正常工作中,可以同时提供进程间通信对象,能有效弥补单纯采用Windows 的不足,并提供了高分辨率时钟、定时器,以及中断管理。这些内容都可以为开发人员提供可靠的参考数据。因此,采用Windows+RTX 相结合的平台,能够充分发挥两种系统的优势,有利于改善传统系统模式的不足,有助于PLC 模块的进一步研发,并且在与CNC系统的通信共同使用过程中,能够有效达到合理控制机床开关量的目的。
2.2 软PLC 设计结构
软PLC 设计过程主要由两部分组成,具体如图1 所示。由图1 可知,软PLC 在RTSS 环境中工作,其相关工作流程是根据以上步骤所完成的。整个工作过程中,伴随数控系统的正常运行,通过不同任务栏的相互数据转换,从而完成工作,并实现数控系统控制的目的。

图1 软PLC 设计过程
3 软PLC 运行系统的设计
3.1 任务执行模块
任务执行模块工作流程如图2 所示。
任务执行模块启动后的工作过程可视为一个循环。这一循环过程中,相关任务执行模块首先从指令库读取相关信息,然后对相关数据进行分析,根据分析的数据结果,通过执行函数进行数据处理,然后开始下个循环工作模式。当接受End 指令后,任务执行模块则会停止工作,也就是完成了软PLC 的正常工作任务。
3.2 系统管理模块
系统管理模块是软PLC 运行的核心内容,其主要功能是负责整体数据处理及相关资源管理工作。
软PLC 正常工作时,针对系统管理模块的具体工作流程如图3 所示。
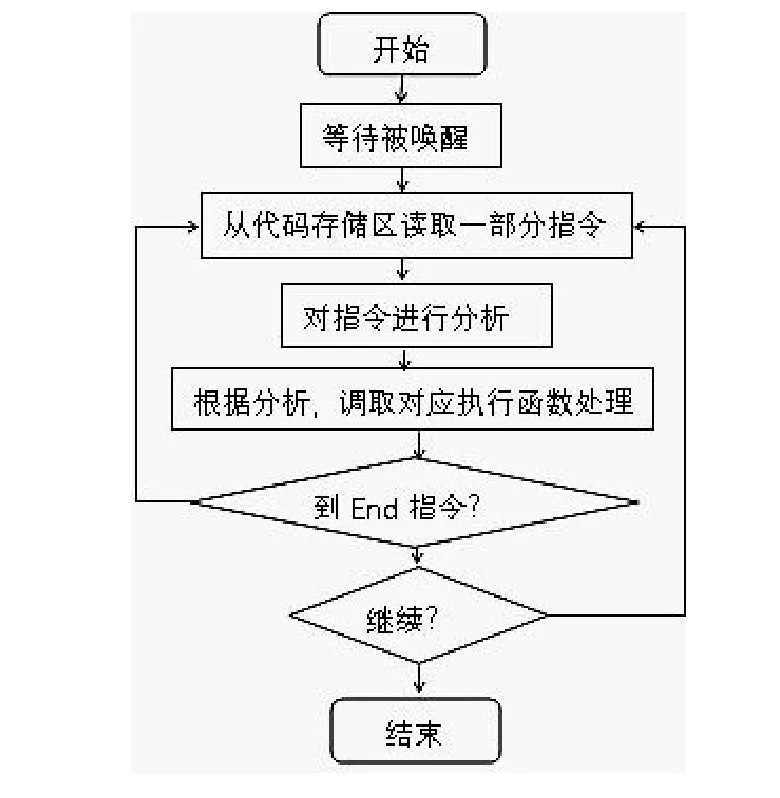
图2 任务执行模块工作流程
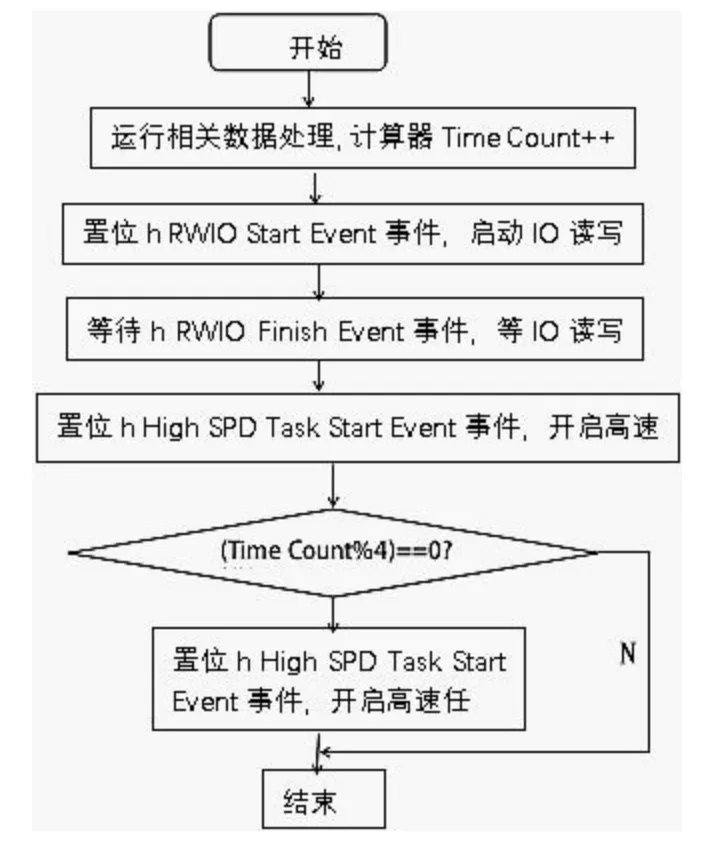
图3 针对系统管理模块的具体工作流程
系统管理模块工作时,先通过计算机Time Count++来处理系统中相应的数据信息,然后开启管理系统模块、开启IO模块,待IO 读写结束后,系统模块会及时开启高速执行任务。当Time Count 为4 的倍数时,则会开启普通任务执行模块。
3.3 I/O 模块
I/O 模块同样是软PLC 设计中的一项重要组成部分,其主要工作职责是负责数据的输入、输出工作。软PLC 工作流程如图4 所示,当系统进入实际工作时,首先会初始化IPC及其他全局变量,之后系统则会创建系统管理线程,并通过任务执行任务线程以及IO 线程,构建适合PLC 正常运行的系统环境。然后,系统在正常工作模式下,系统管理线程负责调度其他线程工作,并通过控制整个系统模块,完成相关功能的控制工作。最后当任务结束时,系统会停止工作,并自行退出整个工作程序。

图4 软PLC 工作流程
3.4 软PLC 多任务系统的同步与通信
软PLC 正常工作时,主要是通过4个模块来进行工作,并配合多线程技术来实现相关功能。IPC 对象在进行线程同步通信过程中,主要用到7个IPC 对象,具体如表1 所示。
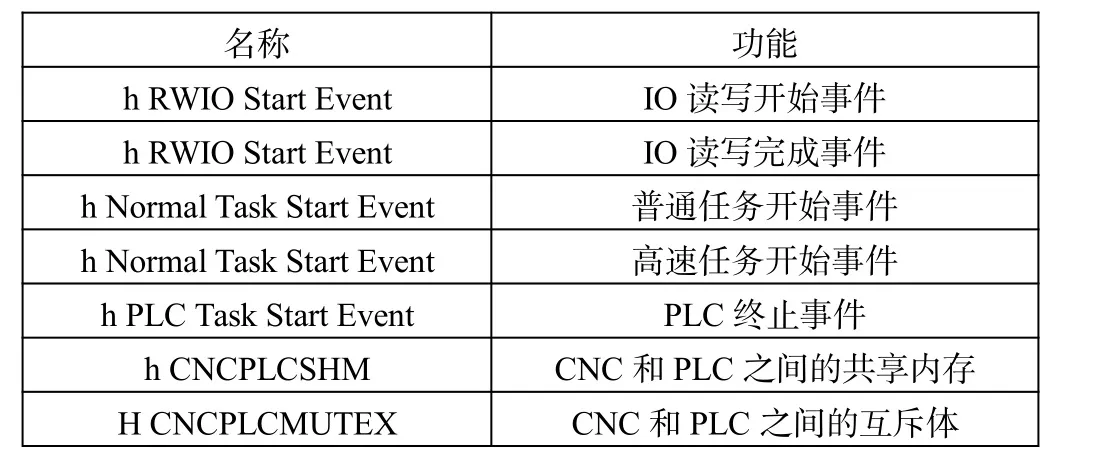
表1 软PLC 运行系统IPC 对象
3.5 软PLC 运行系统测试
此次设计中为了进一步验证软PLC 的相关功能,可采用实验平台进一步加以验证,具体如图5 所示。该软件平台采用Windows XP+RTX6.5 系统,硬件平台为PC、固高GO400 运动控制卡、固高IO 端子卡及LED 灯测试板。

图5 验证软PLC 的相关功能
测试结果表明,基本指令执行时间为0.01 μs,功能指令的执行时间为0.015 μs。同时实际推断结果能够发现,该软PLC 执行500 条指令所用的时间仅为0.007 ms,因此,该PCL 在实际工作过程中,能够高效率完成相关指令操作,具有较好的使用性能,可以胜任机床开关的相关操作任务。
4 结语
总而言之,数控系统软PLC 模块的研究与开发是一项复杂的工作,采用软PLC 系统能够有效完成数控系统开关的相关功能操作,并且具有一定的开放性与兼容性。然而具体到实际使用过程中,由于Windows 运行过程中都不是“硬实时”操作系统,因此在工作过程中很难满足实际需求。因此,该平台工作中采用的是Windows+RTX 操作系统,经过实际测试,判定软PLC 在该环境中能够正常运行,并高效完成了相关操作。
