局部渗碳类螺栓生产工艺分析与改进
2020-09-30项云波方军汪亦凡张书豪高茂洋
项云波,方军,汪亦凡,张书豪,高茂洋
(安徽天航机电有限公司, 安徽芜湖 241000)
局部渗碳类螺栓为飞机修理过程中的常用螺栓,应用于飞机修理过程中的众多重要环节,是飞机修理中的重要组成部分。一直以来,某单位生产的该类螺栓合格率普遍较低,随着新机型的陆续上线,飞机修理任务日趋加重,该类螺栓的合格情况已无法满足飞机的维修需求。本文就局部渗碳类螺栓生产合格率低的原因进行了剖析,并对相关工艺进行分析研究。
1 分析与讨论
对2020年上半年某单位生产的该类螺栓合格率进行统计,合格情况见表1。
由表1可以看出,该类螺栓生产合格率不超过40%,生产合格率低。针对该情况,将6个批次局部渗碳类螺栓的不合格情况按不合格类别进一步分层,见表2。

表1 不同批次局部渗碳类螺栓合格率统计表
由表2可以看出,局部渗碳类螺栓光杆轴向尺寸收缩大的不合格占比为89.47%,为该类螺栓不合格的主要类型。
2 原因分析
针对该类螺栓不合格的主要原因—光杆轴向尺寸收缩大,现场排除了人为因素、专业知识培训不足等原因后,从生产工艺着手,对螺栓不规则摆放导致光杆变形、热处理工艺温度间隔设置较长及机加工艺中热加工前光杆轴向尺寸留余量小三方面进行剖析[1]。
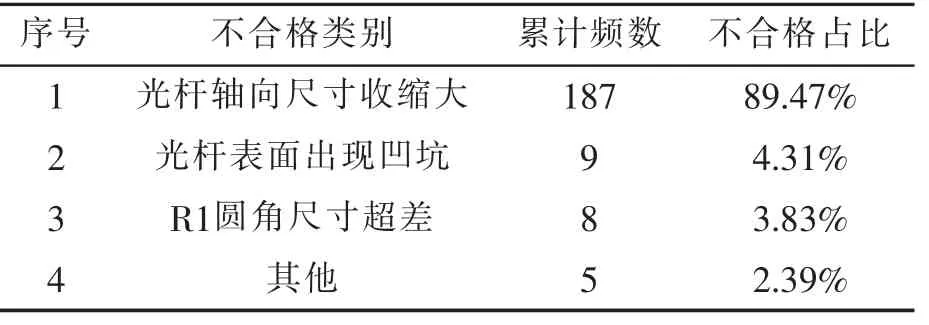
表2 不合格类别统计表
2.1 螺栓不规则摆放导致光杆变形
调查研究了热加工过程,发现在淬火前,需要对螺栓进行绑扎,以方便投放炉内,而工艺中螺栓的绑扎没有明确绑扎要求,绑扎过程较随意。为研究螺栓摆放方式对光杆的影响,参照其他零件的炉内摆放情况提出了“平行绑扎”的思路进行试验,见图1。
对试验号SY-****-0011的30件螺栓进行热加工,加工结果见表3。

表3 螺栓绑扎方式对光杆尺寸L收缩影响的对比
根据表3可以看出,两种螺栓绑扎方式对尺寸L收缩的影响无明显差别。
2.2 热处理工艺温度间隔设置较长
查阅相关热处理工艺发现,该类螺栓淬火时的炉内温度要求为(850±10)℃。为探究热处理温度设置对尺寸收缩的影响程度,选取了30件螺栓,并将其分成3个分批次(P1、P2、P3),分别投放至3种温度区间(840℃~846℃、847℃~853℃、854℃~860℃)进行热处理试验,测量其热处理前后光杆尺寸L,得出温度范围对尺寸L影响,见表4。
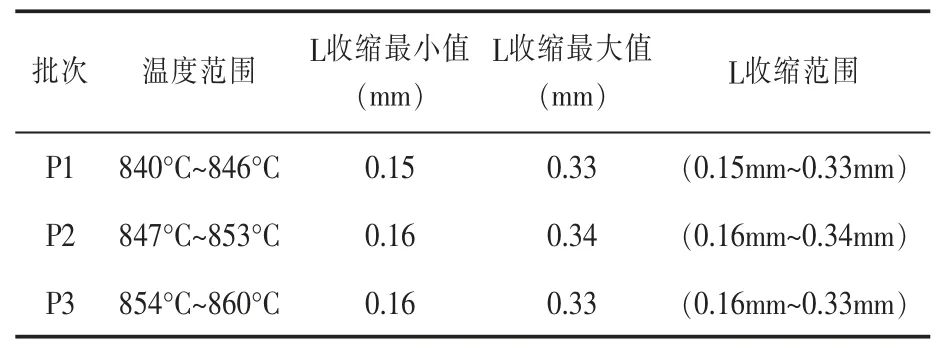
表4 不同温度范围对尺寸L影响
由表4数据统计分析可以看出,三个温度范围内加工出来的螺栓轴向尺寸收缩程度没有明显区别。
2.3 机加工艺中热加工前光杆轴向尺寸留余量小
取2020年02月加工的同一批次的50件局部渗碳螺栓,对其进行1-50编号,并统计其热处理前后光杆尺寸L,热处理完磨削后尺寸L(因热处理工序工艺不进行光杆尺寸L标注及尺寸检测),试验得出螺栓热处理后光杆尺寸合格程度见5。
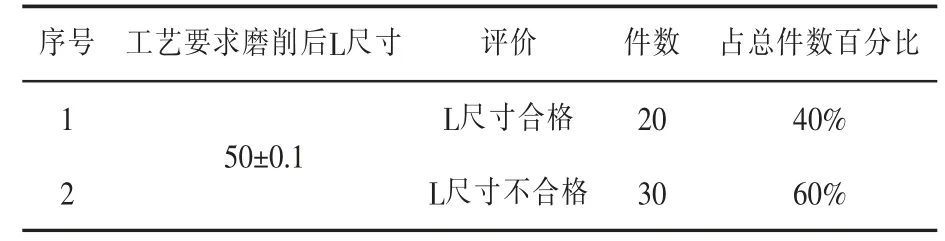
表5 热处理后螺栓光杆尺寸合格程度表
通过以上分析可以看出,螺栓经热处理后光杆尺寸变化超出机加工艺公差许可范围的共30件,占该批螺栓总件数的60%,前期分析,该批螺栓的不合格率为1-36%=64%,二者比值为60%/64%=93.75%,由此推断,机加工艺热处理前光杆轴向尺寸留余量小是造成该类螺栓不合格的主要原因。
3 工艺改进
3.1 确定螺栓轴向尺寸收缩范围
对表5中的50件螺栓展开调查分析,确定热加工后光杆轴向尺寸收缩范围,得出尺寸收缩范围为(0~0.37)mm,为最大程度保证尺寸加工合格,在满足标准及生产要求的基础上,决定将尺寸收缩范围定为(0~0.4)mm。
3.2 设计工艺尺寸公差
3.3 工艺验证
按新编工艺对任务号为25-****-1752的50件、25-****-3214的40件、25-****-1531的50件螺栓进行加工,并对其合格情况进行统计,结果见表6。
计算该3个批次的平均合格率为
(94%+95%+96%)/3=95%
4 结语
局部渗碳类螺栓生产合格率低,一方面影响了飞机的修理周期,另一方面还导致了公司生产成本上升,造成了人力、设备资源的大量浪费。本文研究分析了造成该生产现象的原因,并通过工艺改进,有效解决了合格率低问题,提升了单位质量形象,增加了生产效益。