超大型原料磨磨机基础施工工艺
2020-09-18孙毅仁吕文超
唐 忠,孙毅仁,吕文超
(五冶集团上海有限公司,上海201901)
随着现代水泥行业的发展,高效、节能、环保越来越被人们重视,淘汰落后低产能生产线,采用日产量万吨级水泥生产线成为行业发展趋势。原料磨机是水泥生产线的核心设备之一,日产万吨级水泥生产线势必配备大型或超大型原料磨,其基础施工质量事关磨机整体安装质量和建成后的运营稳定。原料磨机基础结构复杂,基础墩台凹坑形状不一,标高错落,尺寸多样,预埋铁件、预留螺栓套筒底座数量多且安装精度高,为了承受大型磨机振动运行给基础带来的复杂内部应力,基础内部通常设置有水平和垂直预应力钢绞线。本文主要介绍了原料磨机基础施工工艺。
1 工艺流程
基础施工工艺流程见图1。
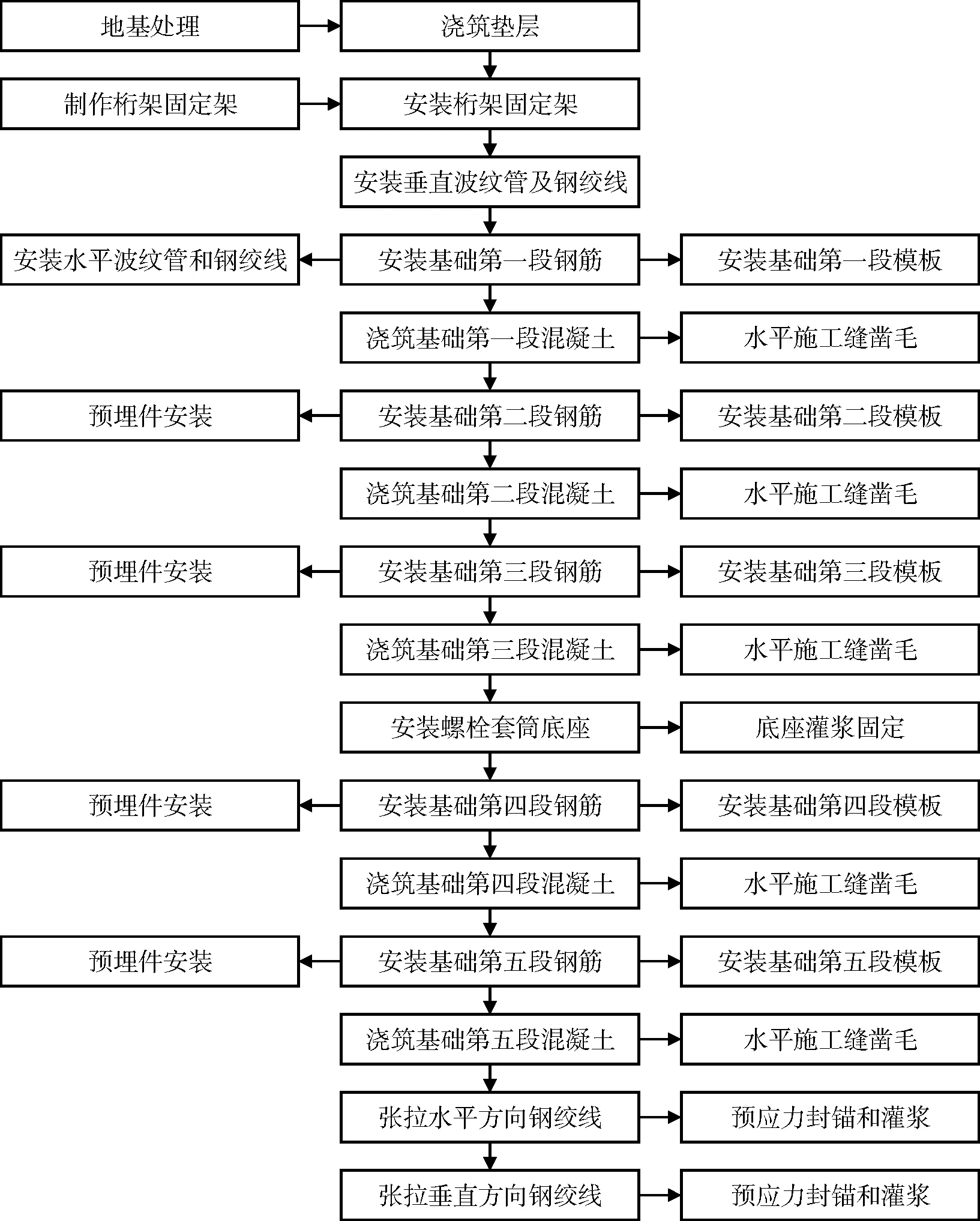
图1 基础施工工艺流程
2 操作要点
按设计要求处理地基浇筑垫层混凝土,并保证其厚度和平整度。
2.1 制作桁架固定架
原料磨磨机基础高8 m,有4根柱墩,每根柱墩设计一榀桁架固定架,在设计桁架固定架时,充分考虑水平及垂直预埋波纹管、钢筋、预埋螺栓盒子等预埋件的位置,避免相互碰撞。采用角钢、槽钢等常规材料制作,可就近拼装(图2~图6)。
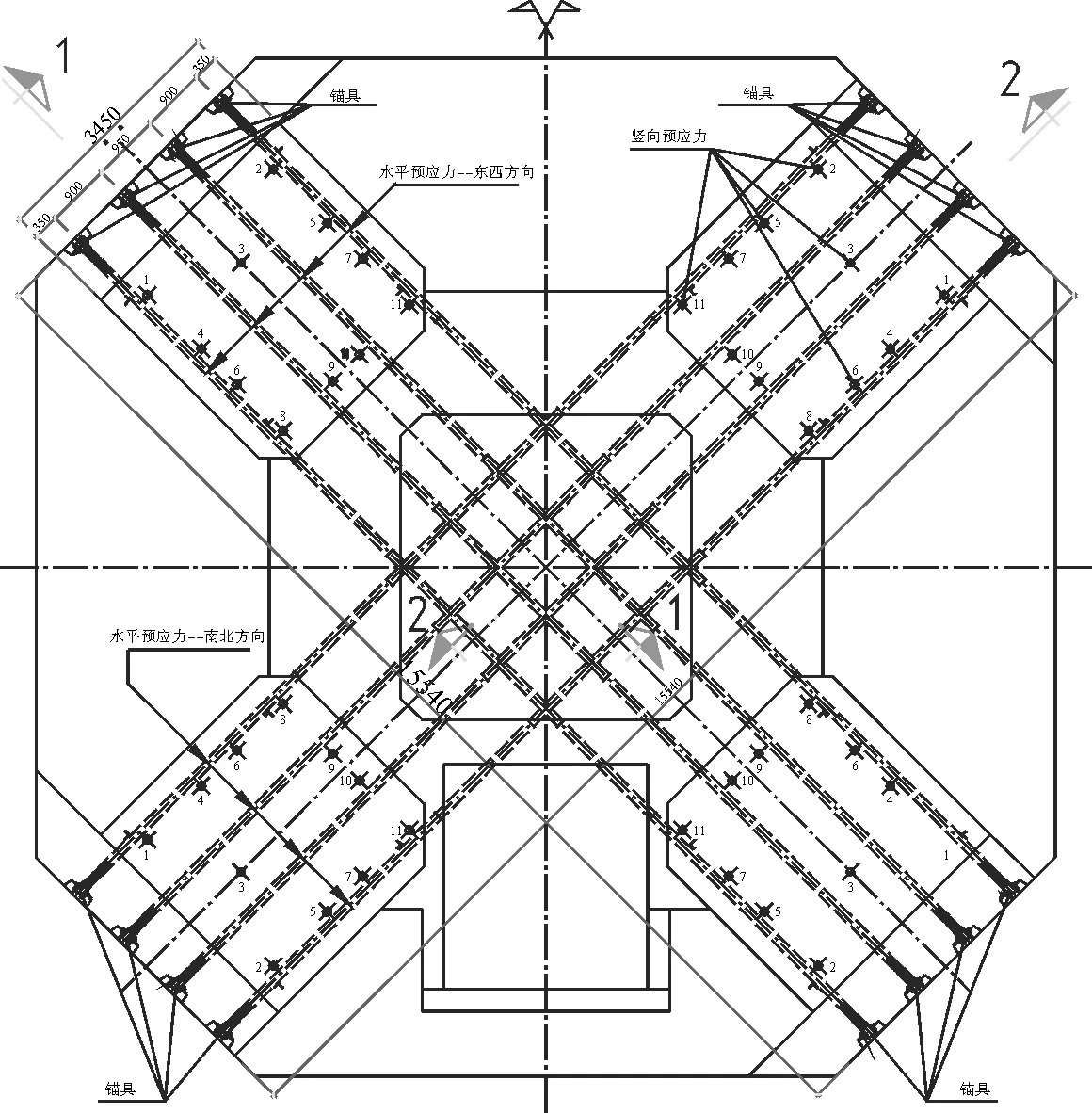
图2 原料磨水平及垂直预应力钢绞线分布平面

图3 原料磨水平及垂直预应力钢绞线分布竖向剖面(局部)

图4 桁架X立面

图5 桁架Y立面

图6 桁架顶平面
2.2 安装桁架固定架
(1)将桁架固定架从预制厂运到现场进行安装。
(2)桁架固定架安装时采用全站仪定位中心坐标,在垫层上每个桁架柱脚位置用四颗M10 mm膨胀螺栓固定300 mm×300 mm×8 mm钢板,桁架柱脚焊接在钢板上。
(3)桁架固定架的垂直度采用经纬仪进行校核控制。
(4)为确保桁架的相对位置和整体稳定性,在顶部用[12槽钢将4榀桁架顶部连成一个整体(图7)。

图7 桁架固定架安装
2.3 波纹管安装
(1)垂直波纹管及预应力钢绞线的安装:安装垂直波纹管前,将预应力钢绞线固定端组装,并将钢绞线与波纹管组装完成,运至现场,采用吊车安装就位,调整好其垂直度和底部标高后予以固定(图8)。
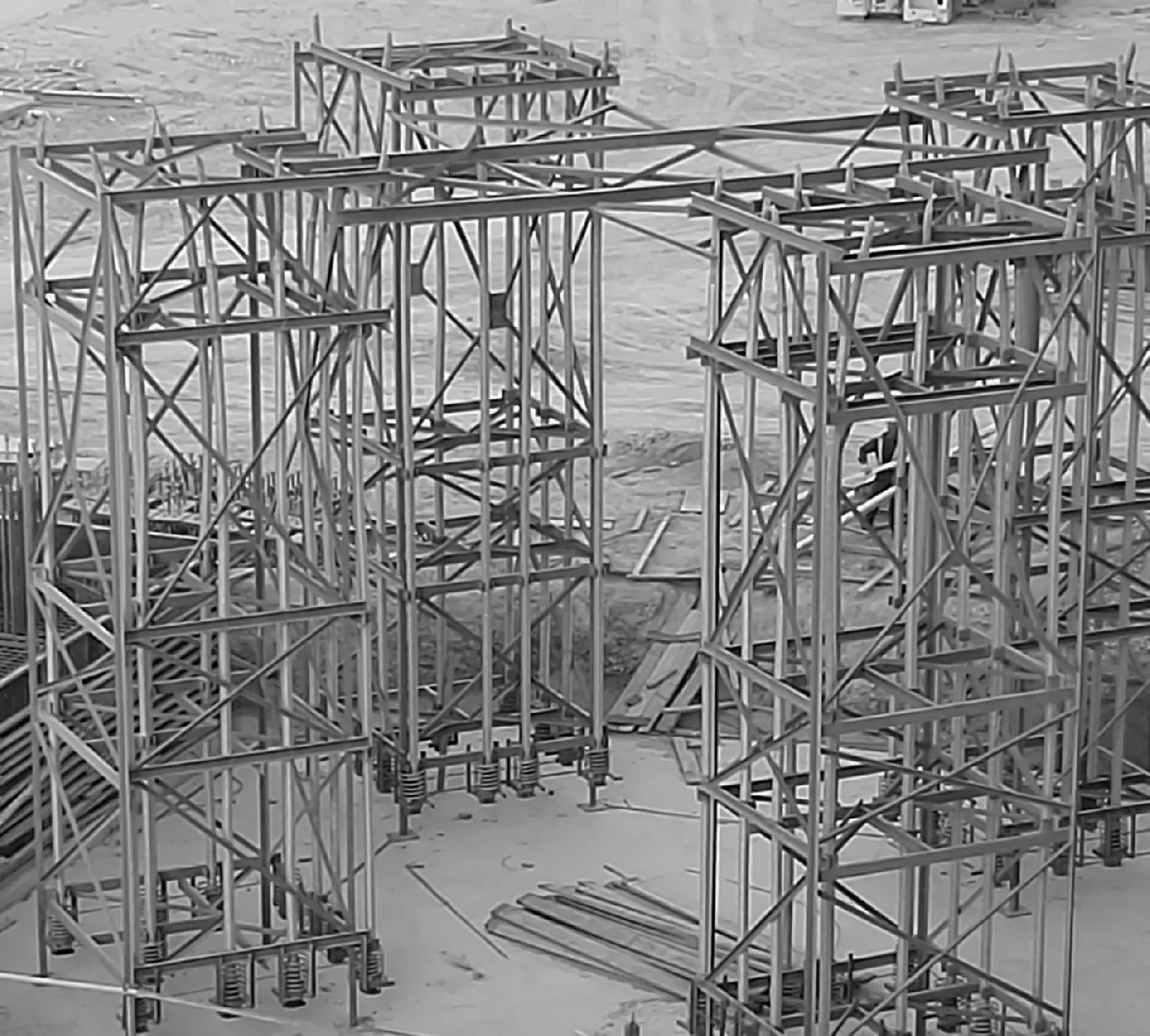
图8 波纹管安装
(2)水平波纹管安装:根据设计标高,利用桁架固定架作为水平波纹管固定架,用低碳钢丝将金属波纹管固定。
2.4 钢筋混凝土结构施工
(1)根据结构形式、断面尺寸、标高变化、预埋波纹管的标高、预埋铁件标高等,综合考虑,将原料磨磨机基础分段分层设置施工缝进行混凝土结构浇筑。
(2)以某日产1×104t水泥厂原料磨机基础施工为例,第一道施工缝位于标高+595.6 m,用于断面尺寸变化;第二道施工缝位于标高+596.4 m,用于断面尺寸变化;第三道施工缝位于标高+598.4 m位于原料磨预埋铁盒底标高以下;第四道施工缝位于标高600.4 m,位于竖向预应力锚具以下(图9)。

图9 施工缝位置
2.5 水平预应力钢绞线张拉
水平预应力钢绞线张拉按以下流程进行:准备工作→安装钢绞线和锚具→预应力张拉→封锚、灌浆
2.6 垂直预应力钢绞线张拉
(1)准备工作:主要包括波纹管的清理编号,及张拉设备的检查等。
(2)安装钢锚具:顶部清理干净后完成锚具的安装。
(3)张拉钢绞线;垂直预应力钢绞线采用上端张拉,原则上从中心向外侧依次张拉。
(4)孔道灌浆:采用压力注浆机将水泥浆从底部预留的灌浆孔注入。
(5)封锚:端头封锚采用C40细石混凝土,从锚具底部浇筑至齐平周围混凝土表面。待混凝土初凝后采用养护液涂刷两遍进行养护。
3 质量控制标准
(1)钢桁架固定架安装检查项目及允许偏差见表1。
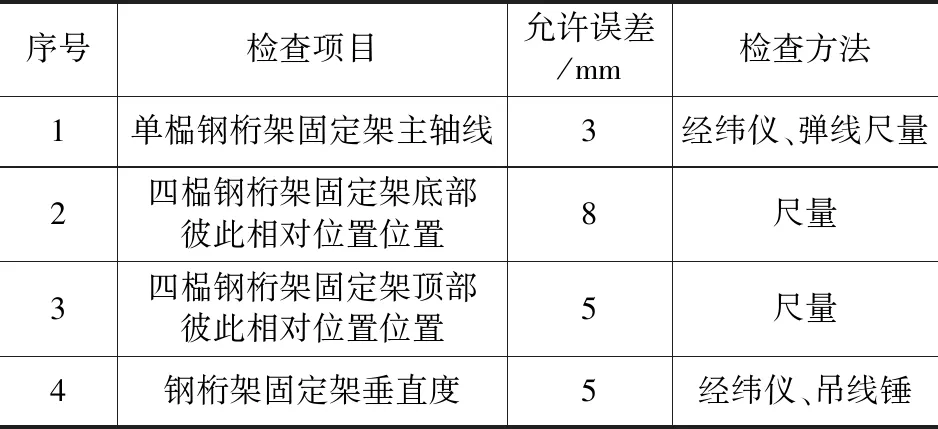
表1 钢桁架安装允许偏差
(2)预应力钢绞线检查项目及允许偏差见表2。

表2 预应力钢绞线安装张拉要求
(3)螺栓预埋盒子检查项目及允许误差见表3。
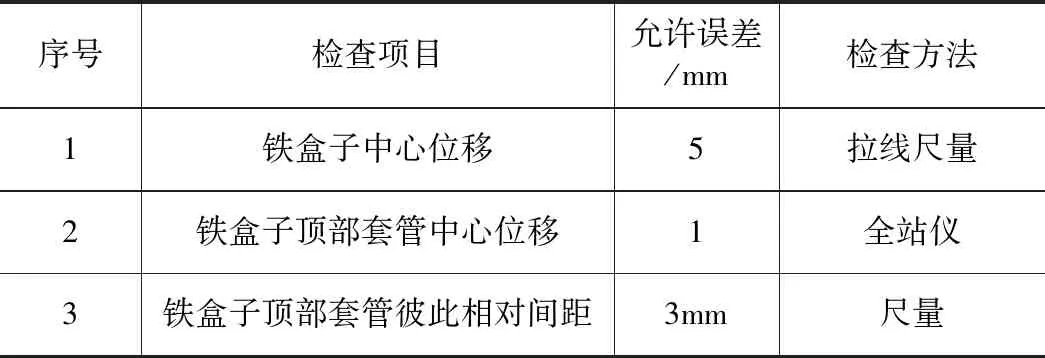
表3 螺栓预埋件检查要求
4 安全措施
(1)建立健全安全保证监督管理体系,操作人员必须接受安全交底。
(2)上、下行人通道、操作脚手架必须经检查验收后方可使用。
(3)特殊工种必须持证上岗,如:架子工、焊工、起重指挥、电工等。
(4)进入施工现场必须规范穿戴劳动保护用品。
