基础螺栓精确预埋施工方法
2020-09-18陈守权
陈守权,刘 宇,陈 磊
(中国五冶集团有限公司陕西分公司,四川成都 610066)
1 工程概况
现以达力普石油管退城搬迁技改项目为例介绍基础螺栓预埋施工。本工程预埋螺栓以主轧线设备基础为关键线路,高架平台长约200 m,主要用于热处理设备基础、冷床区域设备基础、张力减径机区域设备基础、机架连轧区设备基础、芯棒冷区域。预埋地脚螺栓总数达30 000个,螺栓群组成形式各异,直径由M16至M80不等,长度480~1 800 mm不等。应用两套专用预埋螺栓设施使预埋螺栓质量得到全过程全方位控制,确保了螺栓的位置准确。现场施工操作方便、工艺先进、质量优良、工期缩短、降低成本,具体方法如下。
2 施工顺序
基础螺栓预埋施工流程见图1。

图1 基础螺栓预埋施工流程
3 施工准备
3.1 图纸深化,确定施工方法
(1)根据图纸对独立基础等小范围位置独立的基础螺栓预埋,设计采用一种角钢支架预埋螺栓体系。再依据图纸信息确定了支架和支撑脚手架的数量、尺寸参数、材料数量、施工段、流水施工顺序等的划分。
(2)根据图纸对筏板基础等大范围螺栓预埋,设计采用一种槽钢支架预埋螺栓体系,可将一条直线上的多个预埋螺栓同时准确定位。再依据图纸信息确定槽钢支架所需槽钢长度、材料数量等,合理确定立杆间距(图2)。

图2 基础图深化设计
3.2 专用模具制作与安装
3.2.1 角钢支架预埋螺栓体系施工方法
3.2.1.1 角钢支架制作
角钢支架采用现场制作选用L50×50×4角钢,布置方式如图3。

图3 支架布置示意
角钢支架的横向纵向间距,应在制作前按照预埋螺栓位置,基础大小进行设计。以满足受力要求和定位卡的制作。角钢之间采用手工焊连接,焊缝应饱满,达到焊接质量要求。焊接完成后水平偏差不超过3 mm。制作好的角钢支架能够承受在施工过程中的荷载。
3.2.1.2 角钢支架固定预埋螺栓的连接件制作
(1)预埋螺栓与角钢支架固定的连接件制作安装。
在纵向支架角钢上设置下定位卡,在横向支架角钢上设置上定位卡。定位卡采用φ8 mm光圆钢筋制作,定位卡长150 mm,与固定角钢的一端不焊接。上下定位卡保证螺栓位置的相对固定,是角钢支架固定螺栓的关键,在焊接前精确定位进行首尾点焊临时固定,检查与螺栓埋设图纸之间的误差不得大于1 mm,符合要求后进行双面焊焊接牢固(图4)。

图4 角钢支架制作
(2)固定螺栓方法。
设置固定角钢,固定角钢与横向支架角钢起固定夹紧螺栓的作用。固定角钢与横向支架角钢之间采用M12螺栓连接。螺栓与角钢连接固定如图5。

图5 螺栓与角钢连接固定
3.2.1.3 支撑脚手架的搭设与角钢支架的安装就位
支撑脚手架采用φ48×3.5 mm钢管搭设,脚手架的搭设要求参照钢管扣件脚手架搭设要求进行拱设。搭设施工顺序为:
(1)搭设立杆:先在四角放立杆,一般与基础模板支撑脚手架连为一个整体搭设增强其整体性。控制脚手架立杆的间距,不超过1.2 m。
(2)搭设下水平横杆:立杆搭设完毕后,搭设下水平横杆。下水平横杆控制角钢支架水平高度,搭设好后用水准仪校核。
(3)安装工字钢支架:将角钢支架安装到下水平横杆上,并调整纵横向位置。
(4)搭设上水平横杆:对水平高度,纵横向位置进行复测检测,确定无误后安装上水平横杆进行固定。
3.2.1.4 复测调整
安装完成后使用全站仪和水准仪对螺栓平面位置和标高复测,并进行调整。平面位置偏差:移动角钢支架位置。标高偏差:可通过调节预埋螺栓帽和下水平横杆高度进行调整。
3.2.2 螺栓预埋筏形基础螺栓预埋方法
槽钢支架预埋螺栓体系定位分为两部,一是安装时的粗略定位,二是在槽钢体系安装完成后在槽钢上精准定位。因施工过程中螺栓标高调整需要依靠螺帽所以螺栓加工时将螺栓和螺栓的丝标比设计要求各加长2 cm。
3.2.2.1 立杆钢筋搭设施工和粗略定位
立杆钢筋与基础钢筋一同施工,焊接至基础钢筋上,焊接位置定位是其主要施工要点。在垫层浇筑施工完成后,在垫层弹出栓纵向中心线,螺栓横向中心线。立杆施工时依据弹线,确保槽钢支架预埋螺栓体系安装的粗略定位。
立杆施工范围如图6,具体原则如下。
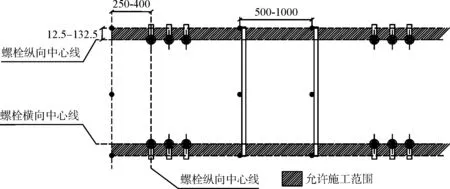
图6 立杆钢筋施工范围示意
(1)沿两侧螺栓纵向中心线,立杆钢筋施工误差允许范围为螺栓纵向中心线向外侧12.5~132.5 mm。以确保槽钢焊接至立杆之后预埋螺栓位置在槽钢上。
(2)沿两侧螺栓横向中心线,立杆钢筋施工误差允许范围为螺栓横向中心线向外侧250~400 mm,以确保端头横向连接件有施工位置。
(3)立杆采用φ25 mm的钢筋,纵向布置间距为500~1 000 mm,应避开螺栓位置和预留洞口。
3.2.2.2 横向支撑搭设及标高粗略控制
立杆搭设完成后,在立杆上焊接横向连接钢筋,用来承载槽钢。在横向连接钢筋施工时进行粗略的标高控制。用水准仪将螺栓标高往下65 mm的高度放样至四个角的立杆上,然后沿纵向弹墨线,依据墨线高度施工,可以有±30 mm的施工误差允许范围。横向连接钢筋施工完成后,水平焊接[12槽钢。槽钢作为整个体系的核心,槽钢表面不能有凹凸的坑洼,以确保螺栓预埋高度的正确性,槽钢焊接必须牢固。整个体系搭设完成后如图7。

图7 螺栓预埋体系搭设完成效果
3.2.2.3 螺栓精准定位
采用全站仪分段标识出螺栓位置,先在纵向两端使用全站仪放点,然后使用墨线进行弹线确定同一排预埋螺栓的纵向位置。再使用全站仪进行每个预埋螺栓的横向定位,测量人员在测放位置用耐擦拭的油性记号笔进行标记,并使用记号笔对螺栓纵向位置强化标记。定位完成后在槽钢上用气割制作螺栓安装孔,孔中心误差不能超过2 mm,为便于调校,孔的直径比螺栓直径大2 mm(图8)。

图8 螺栓精准定位
3.2.2.4 螺栓安装及标高精准控制
按照定位开孔将螺栓穿在螺栓安装架上,戴上螺帽,按螺栓中心线调好位置后将螺帽点焊在槽钢固定架上。整个设备基础的螺栓安装完后,测量人员复测螺栓安装精度是否满足要求。复测后对安装精度不满足要求的进行调校。直到所有螺栓完全满足要求。
4 结束语
为解决预埋螺栓施工精度的问题,根据基础形式设计了独立基础螺栓预埋和筏形基础螺栓预埋工艺技术,螺栓预埋的安装精度得到有效控制,能简单有效达到螺栓预埋的标准要求。专用工具的材料易得,可重复利用,摊销成本大大降低。
通过达力普石油管退城搬迁技改项目及简阳PC厂等项目施工实践,该施工方法工艺先进、质量优良、工期缩短、降低成本,螺栓预埋安装精准,保证了设备安装的准确性。
