我国润滑脂产品标准现状及进展
2020-09-17
中国石油化工股份有限公司石油化工科学研究院
我国润滑脂标准的发展分为3个阶段,即20世纪80年代前的引进前苏联标准、20世纪90年代到21世纪初的学习美国标准和目前正在进行的消化吸收欧洲标准。目前我国共有润滑脂产品标准60项,能够满足我国国民经济发展对润滑脂的科研、应用、分析、检测的需要。
我国润滑脂标准是随着机械工业的发展逐步发展起来的,润滑脂标准的发展明显留下了那个时代的烙印,甚至目前还可以见到少量年代久远的润滑脂分析标准或产品标准仍在使用。
随着原苏联援建的开始,促成了我国润滑脂标准化发展的第一个高峰期。这一阶段一直延续至20世纪80年代,也奠定了我国润滑脂标准的基本构架,通过修改采用原苏联标准和日本工业标准,陆续建立了一些我国润滑脂产品标准。
从20世纪90年代开始,我国工业发展进入了一个新的阶段,润滑脂的需求也越来越多,质量要求也越来越高,原苏联的标准已经不能满足现代工业的要求,因此,我国开始向美国学习,从而使我国润滑脂标准化又进入了第二个高速发展阶段。这一阶段标志性的成就是,润滑脂分析方法标准引入了更多的台架试验,对润滑脂的应用的指导性更强了,国产润滑脂产量逐步超越了欧美国家,产品质量也得到了显著提高,而产品类型也越来越完善,这一阶段大约于2010年前后结束。

供图/姚立丹
2010年之后,我国润滑脂标准化工作进入了第三个发展高潮。这一阶段的显著标志是我国工业得到前所未有的飞速发展,很多装备达到国际先进水平,更有很多关键设备跻身世界前列,润滑脂产品的品种进一步丰富,我国润滑脂标准化工作也取得了与之相适应的发展。这个阶段,在已经完成了基本标准体系的基础上,消化吸收能力得到进一步加强,积累了更多的润滑脂应用知识,对润滑脂产品标准的制定也更加理智,制定出的润滑脂标准也更具有实际意义。
我国润滑脂产品标准现状
目前我国润滑脂产品标准共计60项。其中,国家标准(GB)11项,见表1;石化行业标准(SH)及其他行业标准49项,见表2。
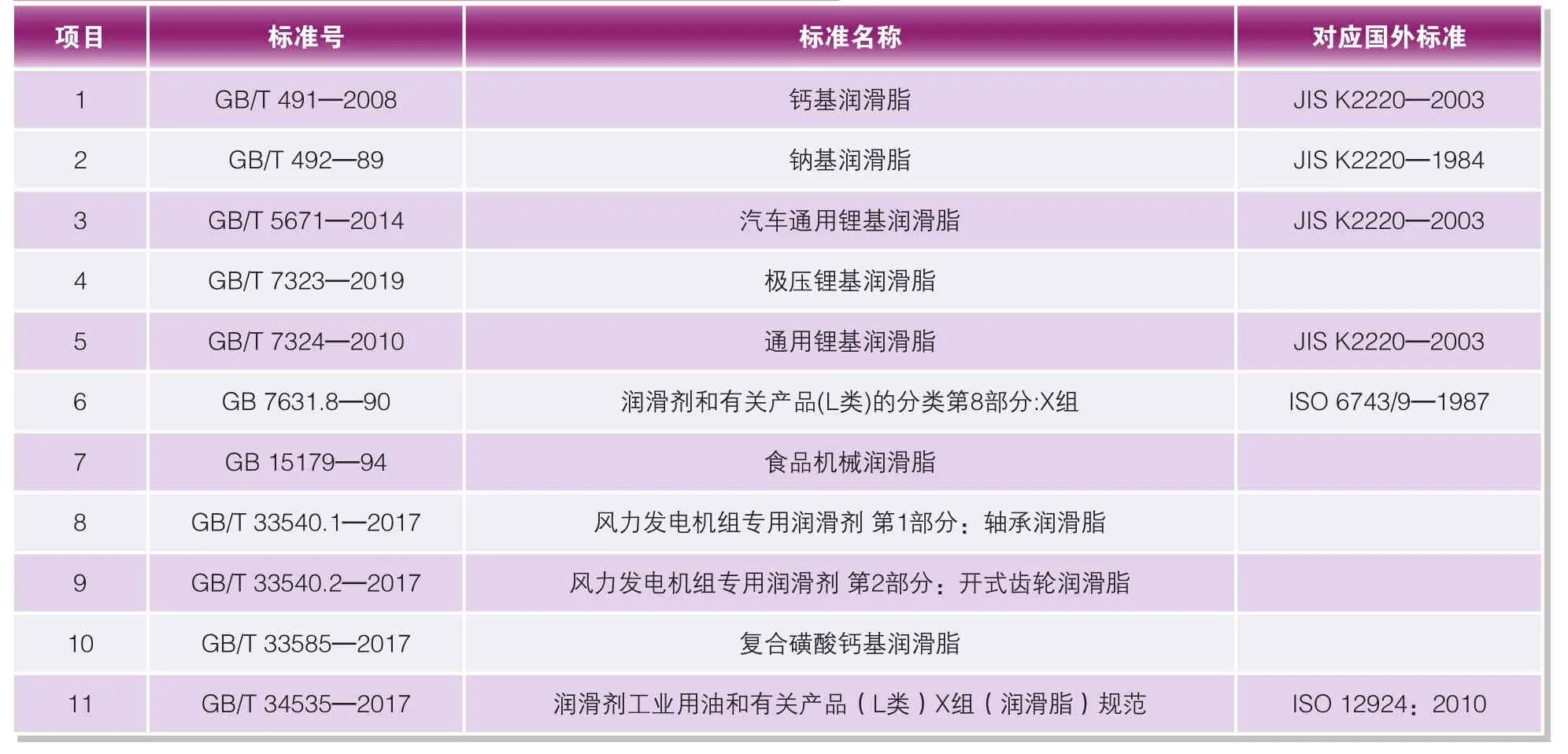
表1 我国润滑脂产品国家标准

表2 我国润滑脂产品行业标准

表2 我国润滑脂产品行业标准
近年来我国润滑脂产品标准进展
2015年来我国润滑脂产品标准进行了11项制修订工作,已发布实施。现将该11项标准介绍如下。
GB/T 7323—2019《极压锂基润滑脂》
该标准与 GB/T 7323—2008 标准的差异:将极压锂基润滑脂1号和2号的滴点由175 ℃改为180 ℃;增加了氧化安定性的测定;增加了低温转矩的测定;增加了 3 号极压锂基润滑脂技术要求。修订后的极压锂基润滑脂标准的技术要求见表3。
GB/T 33540—2017《 风 力发电机组专用润滑剂》
我国于2017年发布了风力发电机组系列专用润滑油脂国家标准,包括轴承润滑脂、开式齿轮润滑脂、变速箱齿轮油、液压油4项标准。该国家标准是由中国石化长城润滑油公司及鞍山海华油脂公司等单位联合起草,是国内最新、最全面的风力发电机组专用润滑剂国家标准,填补了我国在该领域的标准空白。主轴偏航变桨距轴承润滑脂、发电机轴承润滑脂、开式齿轮润滑脂技术要求见表4~表6。
GB/T 33585—2017《 复 合磺酸钙润滑脂》
该标准适用于由磺酸钙与其他钙盐作为复合皂稠化矿物或合成基础油并加入抗氧及其他添加剂所制得的润滑脂。符合该标准所属产品,适用于高温、多水、重负荷机械设备的滚动轴承和滑动轴承及其他摩擦部位的润滑,如连铸机、轧机工作辊等部位的润滑。技术要求见表7。

表3 极压锂基润滑脂技术要求

表4 风电发电机组主轴偏航变桨距轴承润滑脂技术要求
GB/T 34535—2017《 润 滑剂工业用油和有关产品(L类)X组(润滑脂)规范》
该标准明确了用于机械零件、车辆和设备等的润滑脂的技术要求,向润滑脂的供应商、最终用户、和采用润滑脂润滑的设备制造商提供指导是制定本标准的目的。
在GB 7631.8—1990中详细说明了属于L类(润滑剂、工业润滑油和相关产品)中有关X组(润滑脂)的分类,在该分类方法中,一个润滑脂只能用一个符号表示。这个符号表示润滑脂在应用过程中对应的最严酷的温度、水污染和载荷情况。 GB 7631.8—1990和 GB/T 34535—2017可结合使用。GB/T 34535—2017中规范了润滑脂最低使用温度、最高使用温度、抗水污染和防锈性能、高载荷条件下的润滑能力和稠度牌号,用字母符号表示。
NB/SH/T 0587—2016《 二硫化钼锂基润滑脂》
与前一版本相比主要变化如下:
◇标准名称由原来的《二硫化钼极压锂基润滑脂》相更改为《二硫化钼锂基润滑脂》;
◇适用范围中删除了“按GB/T 7631.8 的规定,其代号为 L-XBCHBO;L-XBCHB1;L-XBCHB2”,改为“适用于各种重负荷机械设备滚动和滑动摩擦部位的润滑”;
◇增加了钼含量指标;
◇防腐蚀性要求按新修订的GB/T 5018结果表述方式表示,由原来的“不大于1级”改为“合格”;

表5 风电发电机组发电机轴承润滑脂技术要求
◇增加了3号极压型二硫化钼锂基润滑脂技术要求;
◇增加了普通型二硫化钼锂基润滑脂技术要求;
◇增加了第3章分类和标记;
◇增加了第5章检验规则。
修订后的二硫化钼极压锂基润滑脂技术要求见表8。
NB/SH/T 0383—2017《 炮用润滑脂》
新版本与上一版本相比主要变化如下:
◇滴点的要求由不低于50 ℃修改为不低于65 ℃;
◇保持能力的要求由不小于0.6 mg/cm2修改为不小于1.5 mg/cm2;
◇增加了外观的要求;
◇增加了低温性能的要求,-43 ℃低温性能为合格;
◇增加了锥入度的要求,锥入度列出报告值。
NB/SH/T 0385—2017《3号仪表润滑脂》
新版本与上一版本相比的主要变化如下:
◇删除了标准名称中的 “(54号低温润滑脂)”;
◇增加了检验规则章;
◇增加了标准的英文名称;
◇取消了范围中微晶蜡的限定和组成规定;
◇技术要求中,滴点的试验方法由SH/T 0115《润滑脂和固体烃滴点测定法》改为GB/T 4929《润滑脂滴点测定法》,质量指标由60 ℃提高到 80 ℃;
◇技术要求中,工作锥入度指标由 230(0.1 mm)~265(0.1 mm)调整为240(0.1 mm)~280(0.1 mm);

表6 风电发电机组开式齿轮润滑脂技术要求

表7 复合磺酸钙润滑脂技术要求

表7 复合磺酸钙润滑脂技术要求

表8 二硫化钼锂基润滑脂技术要求
◇技术要求中,机械杂质项目试验方法由GB/T 511《石油产品和添加剂机械杂质测定法》改为SH/T 0336《润滑脂杂质含量测定法》,杂质的质量指标作相应改变;
◇删除了技术要求中热安定性和游离有机酸项目。
NB/SH/T 0535—2019《 极压复合锂基润滑脂》
新版本整合了一等品和合格品的质量指标;延长工作锥入度变化率统一为10万次变化率指标;删除了163 ℃漏失量指标;腐蚀试验统一为乙法;防腐蚀性表述改为“合格”。技术要求见表9。

表9 极压复合锂基润滑脂技术指标
NB/SH/T 0948—2017《 轧辊轴承润滑脂》
该标准所属产品适用于钢铁行业的轧机、轧辊滚动轴承的润滑,也可用于矿山、机械和交通运输等轴承的润滑。技术要求见表10。
NB/SH/T 0949—2017《 采棉机润滑脂》
该标准规定的润滑脂适用于采棉机零部件的润滑,适用的零部件包括:摘棉头、摘锭杆、传动齿轮。技术要求见表11。
NB/SH/T 0985—2019《 工程机械用润滑脂》
工程机械有独特的使用工况条件,主要表现为灰尘污染、泥沙侵入、雨淋冲洗、温差大、启动频繁、负荷高且冲击负荷大等特点。所以要求其质量指标体现出反映其性能的项目,如设置了延长工作锥入度、滚筒安定性、极压性能、杂质、水淋流失量及密封材料试验等指标。技术要求见表12。

表10 轧辊润滑脂技术要求

表11 采棉机润滑脂的技术要求

表12 工程机械用润滑脂的技术要求
结束语
我国润滑脂标准在不断满足工业发展需求的过程中,逐步形成了配套齐全、装备完善的标准体系。
未来,我国润滑脂产品标准也会更加完善,与具体应用结合得更加紧密。随着设备性能和应用水平的提高以及润滑脂生产水平的提高,产品标准也将随着调整提高,不仅为设备运行提供更可靠的润滑保障,而且为中国润滑脂产品的国际化发展奠定基础。
