药芯焊丝横焊焊接参数与焊缝质量的关系
2020-09-10刘德文刘家乐刘晓莉杨宗义
刘德文 刘家乐 刘晓莉 杨宗义

摘要:针对材质Q235、厚度12 mm 钢板的焊接过程,从焊前准备部分参数确定、焊接工艺参数、焊缝检测结果等方面展开CO2气体保护药芯焊丝横焊焊接参数对焊缝质量影响的探讨。对参加各级技能竞赛的焊接专业的学生进行标准化技能培训,并对比分析其技能训练效果。结果表明:焊接电流、电源极性、焊接方向、焊接手法是影响焊缝质量的关键因素,CO2气体保护药芯焊丝横焊首选右焊法、直流反接,打底层采用断弧焊,填充层、盖面层采用连弧焊,能够保证焊缝质量。
关键词:CO2气体保护焊;药芯焊丝;横焊;焊缝检测;标准化技能培训
中图分类号:TG444+.73 文献标志码:B 文章编号:1001-2303(2020)11-0139-03
DOI:10.7512/j.issn.1001-2303.2020.11.26
0 前言
近年来,CO2气体保护药芯焊丝横焊是全国职业院校技能大赛焊接技术项目的技能竞赛中的考试项目,为提高选手技能水平,服务企业生产,文中结合重庆市江南职业学校选手自2013年参加技能大赛以来的技能训练积累[1-2],初步分析药芯焊丝横焊焊接参数与焊缝质量的关系,并检验技能训练试件,显著提高了焊缝质量,对CO2气体保护药芯焊丝横焊的进一步推广应用具有推动作用。
1 技能训练的准备
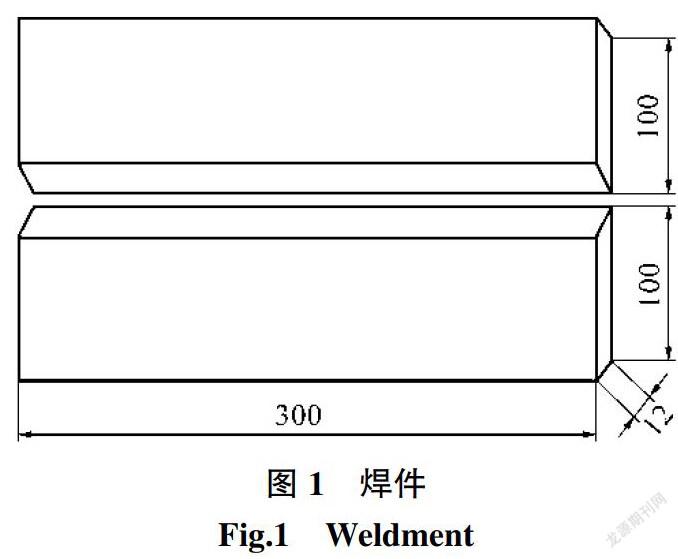
试验材料为Q235碳钢,规格300 mm×100 mm×12 mm,坡口角度30°,焊件如图1所示。将坡口打磨至金属本色,横焊GMAW136,单面焊双面成形。焊接设备选用数字化气保焊机NBC-350 Ⅲ。药芯焊丝牌号YJ501-1,型号E501T-1 φ1.2 mm。CO2气体纯度99.8%。
2 技能训练的焊接参数确定
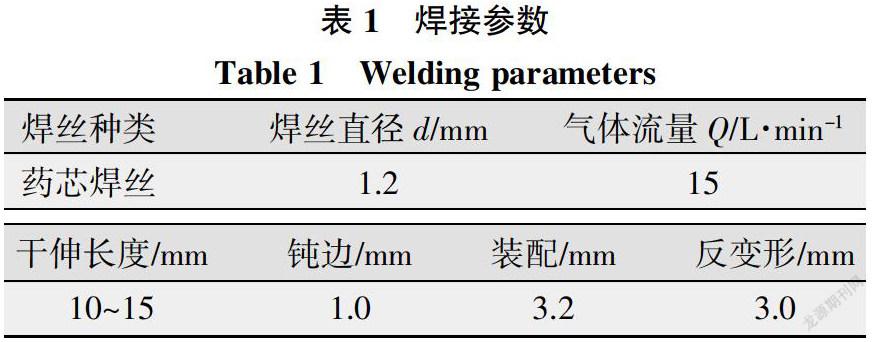
焊接技能大赛选手根据指定焊机、焊件(Q235钢板300 mm×100 mm×12 mm)選用药芯焊丝横焊。按照行业质量标准与参数选择、规范化操作,经过5年时间的技能竞赛训练不断进行调整,最终确定了φ1.2 mm药芯焊丝的钝边、装配间隙、反变形等参数,如表1所示。
3 工艺参数与焊缝质量关系
3.1 焊接电流、电弧电压与焊缝质量的关系
在确定焊接电流和电弧电压的前提下,因CO2气体保护焊中电弧电压不随焊接电流发生改变,在焊接电流通过连弧和断弧试验中,得到连弧焊选用电流应小,断弧焊选用电流要大。因为连弧焊是持续加热,防止不焊穿、不产生焊瘤,所以选小电流;断弧焊是间断加热,为了减少熄弧停留时间,提高生产效率,熔池易控制,由此采用大电流。焊接电流的大小还要根据焊接层次不同有所变化,比如打底层焊接电流要小,以免击穿母材;填充层焊接为了提高母材熔化效率需选大电流,以减少夹渣;盖面层较薄,焊接电流要大于打底层、小于填充层,减少咬边,使焊缝表面成细密鱼鳞纹状[3]。通过不断试验得到:打底层断弧焊焊接电流为180 A,填充层连弧焊焊接电流为210 A,盖面层连弧焊焊接电流为190 A时,得到的焊缝质量比较好。
3.2 焊接方向、电源极性与焊缝质量的关系
CO2气体保护药芯焊丝横焊的焊接方向一般采用左焊法和右焊法:右焊法是操作者右手握焊枪自左向右进行焊接,焊枪喷嘴与焊接方向呈锐角,此时焊枪在熔池前面,熔渣浮在熔池上,夹渣减少,内部质量好,无损检测Ⅰ级片通过率高;但在焊接时焊枪处于熔池前,挡住了操作视线,对熔池的观察受阻,操作难度加大,熔池不易控制,致使外观成形差。
左焊法是操作者右手握焊枪自右向左进行焊接,焊接角度呈钝角(大于90°),操作时焊枪在熔池后面,熔池容易观察,焊缝外观成形好,但熔渣易混入熔池,内部容易夹渣,无损检测Ⅰ级片通过率低。
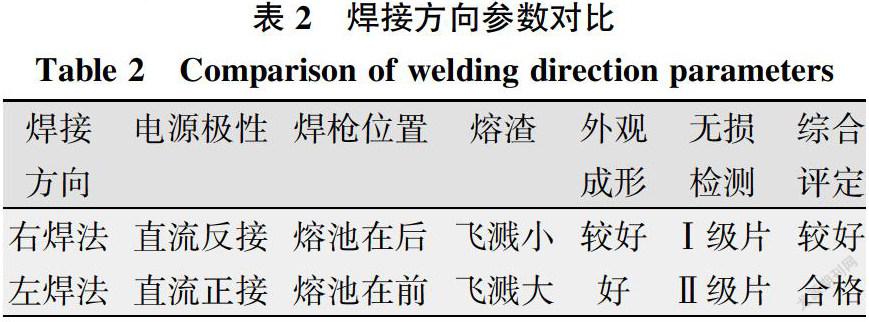
CO2气体保护药芯焊丝横焊飞溅大、气孔敏感、氧化性强,主要采用熔滴短路过渡形态[5]。直流反接时,焊件是负极、焊丝是正极,热量主要在焊丝上,选手操作时电弧稳定、飞溅小、焊缝成形好;若采用直流正接,焊件正极,焊丝负极,热量主要在焊件上,焊接过程中电弧燃烧不稳定、飞溅大,致使焊缝成形不佳。为了比较焊接参数对焊缝质量的影响,分别选用左焊法、直流正接与右焊法进行对比试验:直流正接时,电弧大部分作用在焊件上,飞溅大,药芯焊丝对熔池是气-渣联合保护,保护效果好,但产生的飞溅更大,致使外观成形差;而直流反接的电弧大部分作用在熔池上,飞溅小,外观成形好。具体对比见表2。
通过不断试验,选用右焊法+直流反接得到的焊缝质量要优于左焊法+直流正接,因此技能竞赛训练中确定采用右焊法+直流反接焊接工艺参数。
3.3 焊接倾角与焊缝质量的关系
右焊法时,焊接倾角采用10°~25°(见图2)[4],如果小于10°,空气易卷入焊缝,形成气孔,具有熔深小、熔池保护效果差等缺点;大于25°则熔深大、飞溅大,右向焊时因焊枪阻挡视线,使操作难度上升,所以应采用保证焊枪匀速移动的方法,可根据熔池形状确定移动焊枪速度,在熔池呈椭圆形时开始移动较好,在没有形成椭圆形时熔池小,这时移动焊枪,会产生未熔、未焊透等缺陷,但熔池很大时再移动会焊穿或者产生焊瘤的情况。
3.4 焊接手法与焊缝质量的关系
采用断弧法和连弧法都可实现单面焊双面成形。断弧法通过对电弧的运条动作、燃烧及熄弧时间的把控,实现对熔池形状及温度的控制。断弧焊接是利用电弧穿透坡口间隙,熔化钝边或坡口底边形成熔池,保持一定的熔孔、熔池形状及温度后熄灭电弧,当熔池温度迅速降低,铁水颜色变暗时再次引燃电弧。连弧法是采用较小的焊接电流并时刻保持短弧连续焊接的方法,连弧焊生产效率高、直流反接飞溅小、外观成形美观,其缺点为熔池温度不宜控制,横焊时产生熔池下坠。
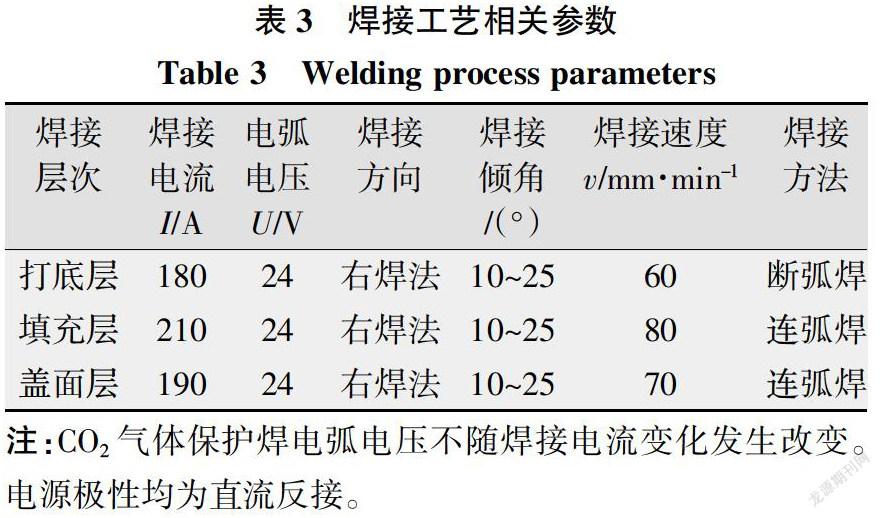
打底层采用断弧焊,由于钝边薄容易击穿和产生焊瘤,电流应适当小些。填充层采用连弧焊,电弧连续燃烧熔池保护效果好,同时采用大电流,冲渣效果彻底,每焊完一道焊缝都要清渣,以确保焊缝内部质量。盖面层采用连弧焊,焊接电流应适当大些,减少咬边的产生,使表面形成细密的鱼鳞纹,其缺点为对操作者的手法要求高,容易产生下厚上薄等缺陷。焊接相关工艺参数如表3所示。
4 焊缝质量检测结果分析
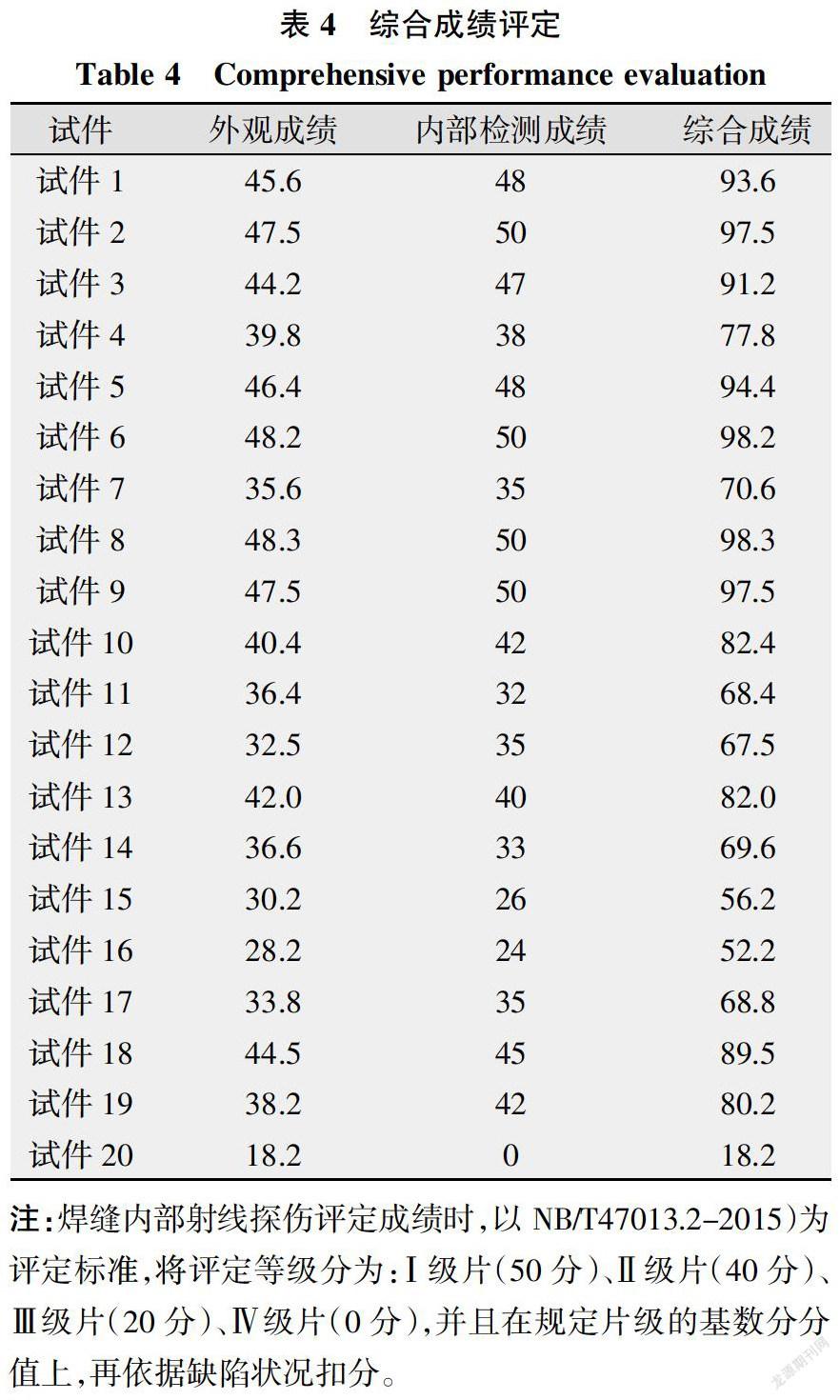
综合成绩包括50%焊缝外观成绩和50%内部射线探伤检测成绩,如表4所示。
由表4可知,试件1~10(右焊法、直流反接)中的Ⅰ级片占80%,Ⅱ级片占20%,其中80分以上的优秀试件8个,全部都是70分以上,合格率100%;试件11~20(左焊法、直流正接)中Ⅰ级片占20%,Ⅱ级片占50%,Ⅲ级片占20%,其中80分以上的优秀试件3个,60分以上的合格试件7个,合格率70%。因此CO2气体保护药芯焊丝横焊中采用右焊法、直流反接明显好于左焊法、直流正接。
5 结论
为保证CO2气体保护药芯焊丝横焊的焊接质量,焊接方向采用右焊法,焊枪在熔池前面,容易控制熔池,焊缝不易夹渣;用直流反接热量主要在焊丝上,选手操作时电弧稳定、飞溅小、电弧燃烧稳定,焊缝成形好;焊接手法打底层采用断弧焊,因为钝边薄容易击穿和产生焊瘤,填充层用连弧焊,电流要大,冲渣效果好,效率高,盖面层用连弧焊,大电流不容易咬边,这样内部质量Ⅰ级片占80%,外观成形美观;焊接倾角10°~25°,有利于控制熔池形状、熔深,减少未焊透、气孔等焊缝缺陷产生;在操作能够控制的情况下,焊接电流应尽量大,焊接电流大则焊接速度相应快,焊接效率高,焊接内部缺陷减少。
对20个焊接试件的焊缝内部进行射线探伤检测、焊缝外观检测,右焊法、直流反接综合成绩80分及以上达80%,90分及以上达70%,合格率100%。因此,该方法在焊接技能实训中具有推广价值。
参考文献:
[1] 侯怀宇,侯涵清. 现阶段焊工培训的探究[J]. 电焊机,2018,48(4):118-120.
[2] 姚宗湘,蒋德平,张丽萍,等. 开展校级焊接赛课,培养学生创新实践能力[J]. 电焊机,2018,48(8):146-148.
[3] 刘增峰. 管对接斜45°固定焊操作方法对比[J]. 石油技师,2017(1):90-92.
[4] 杨新华. 焊接方向与角度对焊缝成形的影响[J]. 现代焊接,2016(4):65-66.
[5] 孙咸. CO2气体保护焊熔滴过渡与飞溅的关系[J]. 电焊机,2020,50(2):6-13.