钎料对真空钎焊YG8/DC53接头微观组织的影响
2020-09-10原靖王娟李亚江
原靖 王娟 李亚江




摘要:采用S201铜合金钎料、纯铜钎料和BNi2镍基钎料对YG8硬质合金和DC53钢进行真空钎焊,研究钎料对界面结合、接头组织形貌和显微硬度的影响。结果表明:采用纯铜钎料获得的YG8/DC53接头易出现裂纹,采用BNi2镍基钎料获得的钎缝易形成高硬度脆性相,采用S201铜合金钎料,母材与钎料形成良好的界面结合,靠近硬质合金一侧可以形成Fe-Co基固溶体,钎缝中心主要是Fe-Cu二元相。
关键词:YG8硬质合金;DC53钢;真空钎焊;显微组织
中图分类号:TG425 文献标志码:A 文章编号:1001-2303(2020)11-0016-07
DOI:10.7512/j.issn.1001-2303.2020.11.04
0 前言
YG8硬质合金是将金属碳化物粉末与粘接剂混合,用粉末冶金法压制成各种所需形状工件的材料[1]。硬质合金具有高硬度、耐磨性好、耐高温以及良好的红硬性等优异的性能[2-6],广泛应用于金属切削、机械加工、地质勘探、矿山开采、建筑、凿岩、金属成型等领域[7-11]。目前,大部分硬质合金是采用钎焊方法镶嵌在中碳钢或低合金钢基体上使用[12]。但异种金属因物理、化学性质的差异,在连接时容易产生焊接裂纹,如何提高和改善焊接接头性能是硬质合金与其他金属焊接的关键。周金等[13]采用CuMnZi钎料对YG8硬质合金与42CrMo钢的真空钎焊进行了研究,发现钎焊温度在950 ℃、钎缝宽度0.2 mm时可获得较好的钎焊接头。张晓玲等[14]选用CuMnZi钎料研究了5CrMnMo钢与YG8硬质合金的真空钎焊工艺,表明添加厚度为0.05 mm的Ni中间层在1 045 ℃下钎焊,钎料与母材、中间层结合较好,无裂纹等缺陷,接头强度较高。罗云萌等[15]通过试验得出焊接Cr12钢和YG8硬质合金的最佳温度为1 070 ℃,此时在钎缝的钢侧和YG8硬质合金侧都生成了Fe-Co相,提高了焊缝的性能[15]。
DC53钢是近年来新研发的性能优良的新型模具钢材料[16]。DC53钢是在Cr12MoV钢基础上改进得到的[17],其强度和耐磨性优于Cr12MoV钢,并且具有良好的韧性、切削性和研磨性,线切割加工后的残余应力较小[18]。将YG8硬质合金与DC53钢进行焊接,可以充分发挥硬质合金高强耐磨和DC53钢强韧性好的特点。文中采用不同钎料对YG8硬质合金与DC53钢进行真空钎焊,分析接头的组织形貌和微观结构,为改善YG8/DC53接头的性能提供理论基础。
1 试验材料与方法
试验母材为YG8硬质合金和DC53钢,YG8硬质合金尺寸50 mm×20 mm×5 mm,DC53钢的尺寸为80 mm×30 mm×10 mm,两种材料的化学成分如表1所示。目前研究多采用Cu基或Ni基钎料,所以试验采用S201铜合金钎料、纯铜钎料和BNi2镍基钎料。S201铜合金钎料的化学成分见表2,BNi2镍基钎料的化学成分如表3所示。S201铜合金钎料呈丝状,直径φ3 mm;纯铜钎料采用铜箔,厚度0.05 mm;BNi2镍基钎料为粉末状。
焊前用砂纸打磨YG8硬质合金、DC53钢和钎料的表面,去除氧化物,然后用无水乙醇进行清洗。采用搭接接头形式进行装配。采用S201铜合金和纯铜钎料进行钎焊,加热温度为1 130 ℃,保温30 min后随炉冷却;采用镍基钎料时加热温度为1 100 ℃,保温20 min后随炉冷却。
试验使用的焊接设备为WORKHOUSE II Series 3520 MODEL 3033-1350-30T型真空钎焊设备,最大功率为45 kW,电压为380 V。焊后采用1500Nikon
AFX-IIA金相显微镜(OM)观察组织,采用JSM-7800F型扫描电镜观察微观形貌,并用OXFORD能谱分析仪对钎焊接头显微组织进行能谱分析,采用DHV-1000型显微硬度计对接头金相试样进行显微硬度测试。
2 试验结果与分析
2.1 接头组织特征
不同钎料获得的YG8/DC53钎焊接头组织形貌如图1所示。采用S201铜合金钎料获得的接头组织细密,无裂纹、孔洞等缺陷,钎料向两侧母材溶解。其中钎料与DC53钢一侧产生明显的润湿融合,与YG8硬质合金一侧相互扩散延伸至钎缝生成鹅卵石的组织形貌如圖1a所示。采用纯铜钎料获得的YG8/DC53接头向两侧母材溶解,其中钎料与DC53钢一侧产生明显的润湿融合,与YG8硬质合金一侧相互扩散延伸至钎缝生成凹凸不平海浪状组织,如图1b所示。采用镍基钎料获得的接头在钎缝中出现一些孔洞状区域,且在钎缝中心有深色连续区域,钎料向两侧母材溶解。其中钎料与DC53钢一侧产生明显的润湿融合,与YG8硬质合金一侧相互扩散延伸至钎缝生成沿熔合线分布白色条带状组织,如图1c所示。
采用S201铜合金钎料获得的YG8/DC53钎焊接头的化学元素线分布结果如图2所示。可见,DC53钢中的Fe、Cr和YG8硬质合金中少部分Co越过钎缝,扩散至YG8硬质合金一侧钎缝区域,形成新相。钎料中的Sn元素在钎缝接头中呈均匀分布。
采用纯铜钎料获得的YG8/DC53接头元素分布如图3所示。DC53钢中的Fe、Cr和YG8硬质合金中的Co越过钎缝,扩散至YG8硬质合金一侧钎缝区域,形成新相,生成新相比采用S201铜合金钎料的略少。
采用BNi2镍基钎料获得的YG8/DC53接头元素分布如图4所示。DC53钢中的Fe扩散至DC53一侧钎缝区域,形成新相;钎缝中间有一些富集Cr的新相生成,其中Ni较少;钎料中的Si扩散至YG8硬质合金一侧,生成由W和Si富集的新相。
2.2 显微硬度
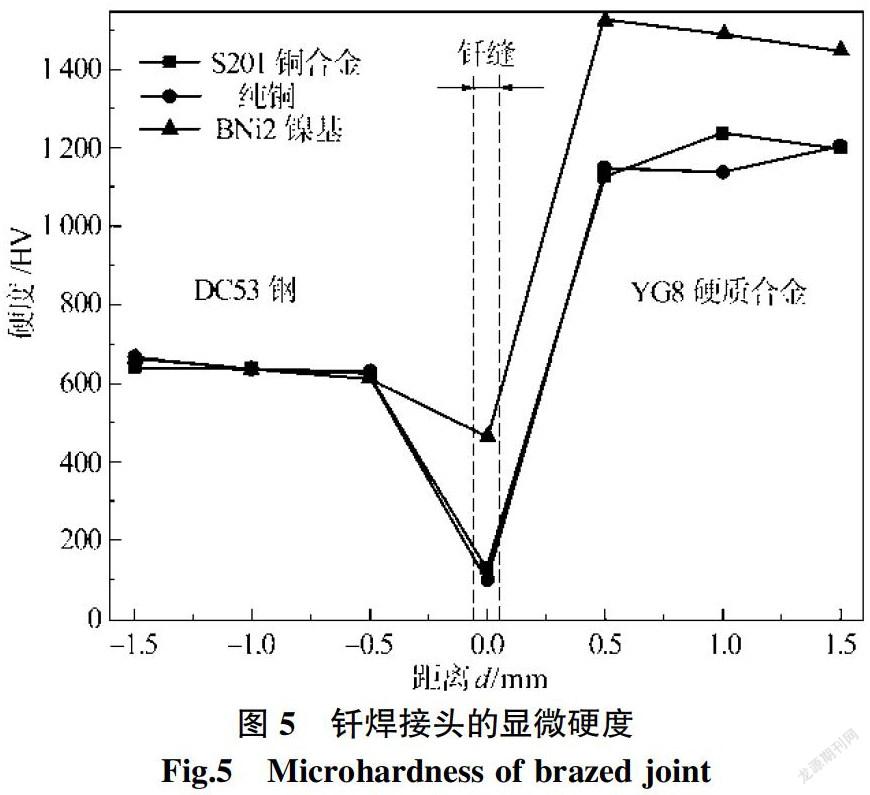
对YG8/DC53真空钎焊接头进行显微硬度测定,载荷为0.5 N,加载时间10 s,结果如图5所示。
采用純铜钎料获得的接头钎缝硬度为96.5 HV;采用S201铜合金钎料获得的接头钎缝硬度升高至122.5 HV,这是因为Sn元素改善了钎料的流动性,在钎缝中析出的Fe-Cu二元相比采用纯铜钎料获得的接头较多;采用BNi2镍基钎料获得的接头钎缝硬度最高,为461.7 HV,这是由于钎缝以镍基固溶体为主,还有一些溶质原子溶于固溶体中使其硬度升高。
2.3 微观结构
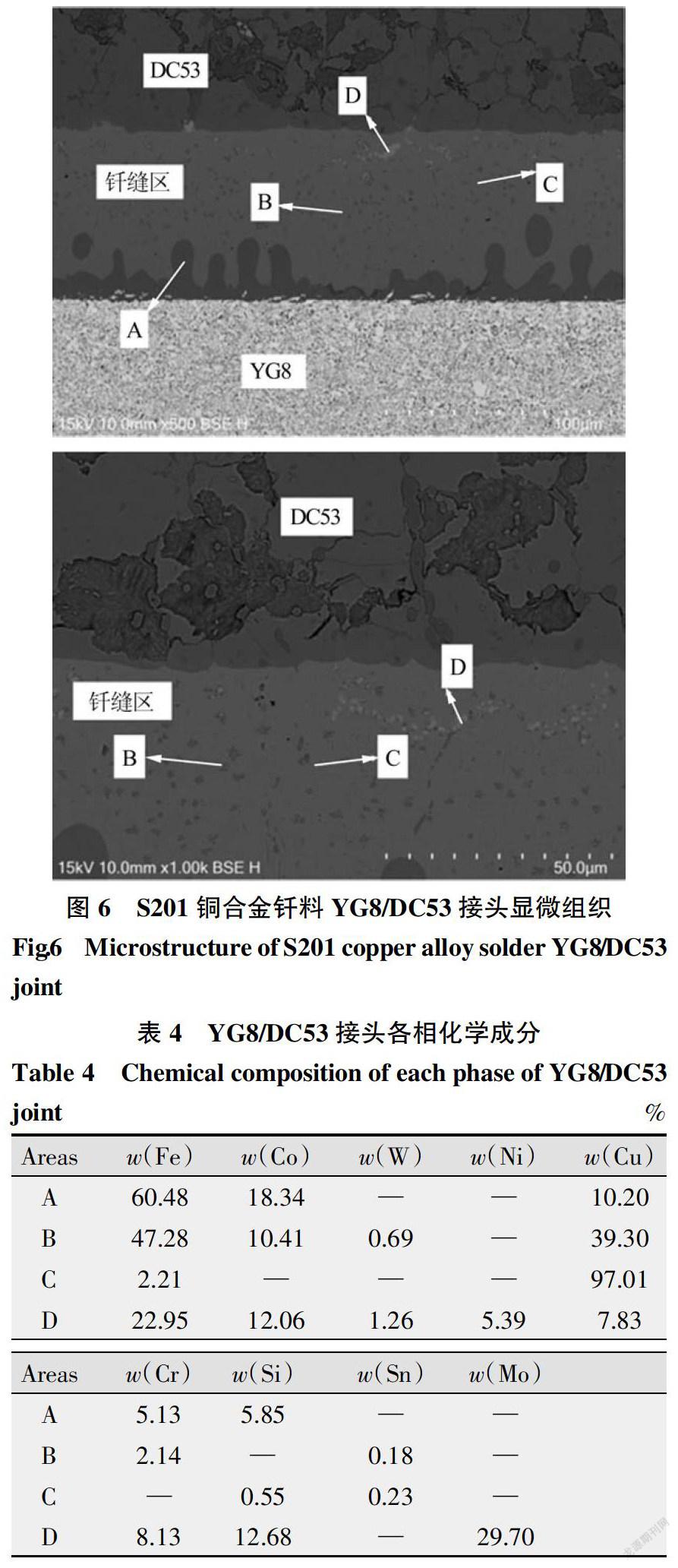
采用S201铜合金钎料获得的接头显微组织如图6所示。其中A相是手指状胞状组织,其成分主要含Fe和Co(见表4),它们相互扩散形成Fe-Co基固溶体,由于固溶体中还熔入Cu、Cr、Si等元素,这些溶质原子进入固溶体使其具有较高的硬度,但塑性较差;B相是黑色小块状组织,其成分主要含Fe和Cu(见表4),为Fe-Cu二元相,在钎缝中呈星星点点分布,起着类似于弥散强化的作用;C相成分主要是Cu(见表4),是原来的钎缝基体,扩散的Fe溶于基体铜中,细化晶粒,延迟铜的再结晶过程,提高其强度和硬度[19];D相是白色块状组织,其成分主要含Fe和Mo(见表4),Mo元素富集,推测是Fe -Mo-Co固溶体。
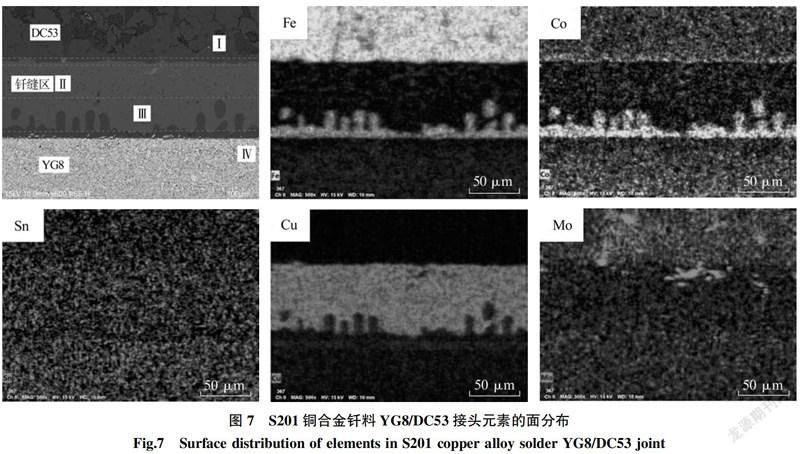
焊后,S201铜合金钎料与两侧母材发生明显的溶解和扩散,YG8/DC53接头可分为4个区域,如图7所示。
根据其面成分分布可以看出,Ⅰ区为钢和钎缝的熔合区,Ⅱ区为反应的中间区域,Ⅲ区为Fe-Co基固溶体前伸区域,Ⅳ区为Fe-Co基固溶体和硬质合金熔合区域。因此钎缝的组织演变是:在钎焊过程中DC53钢中的Fe和YG8硬质合金中的Co向钎缝中扩散,在YG8硬质合金一侧的钎缝中形成Fe-Co基固溶体。
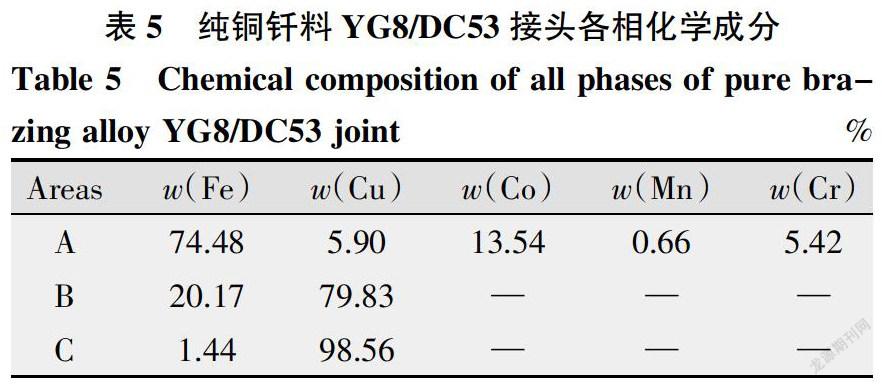
采用纯铜钎料获得的YG8/DC53接头显微组织如图8所示。其中A相是灰色不规则状组织,其成分主要含Fe和Co(见表5),它们相互扩散形成Fe-Co基固溶体,由于固溶体中还溶入Cu、Cr等元素,这些溶质原子进入固溶体使其具有较高的硬度,但塑性较差;B相是黑色小块状组织,其成分主要含Fe和Cu(见表5),为Fe-Cu二元相,起着类似于弥散强化的作用;C相成分主要是Cu(见表5),是原来的钎缝基体,扩散的Fe溶于基体铜中,起着细化晶粒的作用。
在DC53钢一侧的钎缝中出现沿界面的条状裂纹(见图8b),这是由于在钎料和DC53钢熔合时,热应力和钎料沿母材晶界扩散形成的晶界弱的共同作用导致界面处塑性较差,在较小应力下就会在DC53/钎缝界面处产生微小裂纹,形成裂纹源,导致出现沿界面的裂纹。
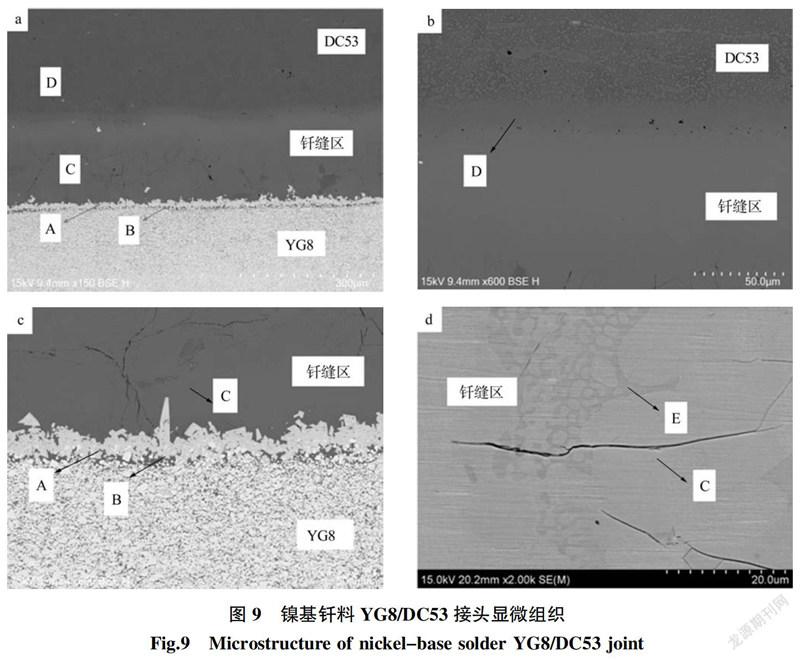
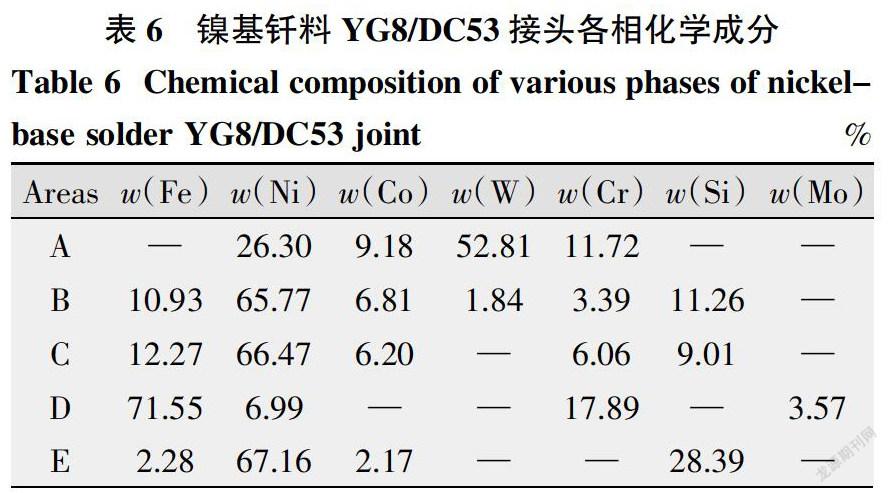
采用镍基钎料获得的YG8/DC53接头显微组织如图9所示。其中A相是条状锯齿形白色区域,其成分主要含W,还有一些扩散的Cr、Ni和Co(见表6),所以呈白色,由铁镍、镍钨、铁钨几种固溶体相组成[20];B相为钎缝基体,其成分主要含Ni,以镍基固溶体为主,还有一些Fe、Cr、Si和Co溶于固溶体中使其强度硬度升高;C相和B相成分类似;D相是条状浅黑色组织,其成分主要含Fe,还有一些扩散的Mo、Cr和Ni,形成Fe-Cr二元相过渡层;E相成分主要含Ni和Si,以镍基固溶体为主,扩散的Si、Fe和Co溶入固溶体中。
在钎缝中心处可看到有放射状裂纹(见图9d),这是由于A区形成的铁镍、镍钨、铁钨几种固溶体相为脆性相,在较小应力下就会在YG8/钎缝界面处产生微小裂纹,然后扩展到钎缝内部,形成放射状裂纹。
3 结论
(1)采用S201铜合金钎料钎焊YG8硬质合金和DC53钢,母材与钎料之间形成良好的溶解结合,钢中的Fe元素向钎缝发生了明显的扩散,在靠近YG8硬质合金一侧与Co元素形成Fe-Co基固溶体,钎缝中析出弥散分布的Fe-Cu二元相。
(2)采用BNi2镍基钎料获得的接头中镍基固溶体导致显微硬度最高,由于采用S201铜合金钎料获得的接头钎缝中析出的Fe-Cu二元相较多,所以采用S201铜合金钎料获得的接头显微硬度略高于采用纯铜钎料获得的接头显微硬度。
(3)采用纯铜钎料Fe和Co向钎缝扩散,在硬质合金一侧生成Fe-Co基固溶体,比采用S201铜合金钎料略少,在钎缝中析出弥散分布的Fe-Cu二元相;采用纯铜钎料时,热应力和钎料沿母材晶界扩散导致晶界弱的共同作用使界面处塑性较差,易形成裂纹源,导致沿界面的裂纹;采用BNi2镍基钎料时,在YG8硬质合金一侧生成的镍钨和铁钨脆性相导致在接头形成放射状裂纹。
参考文献:
[1] 马鸣,李宜男,李春光. 钴基耐磨硬质合金焊条电弧焊堆焊国产化试验研究[J]. 电焊机,2010,40(2):132-135.
[2] Gao Y,Yan M Y,Luo B H,et al. Effects of NbC additions on the microstructure and properties of non-uniform stru-cture WC-Co cemented carbides[J]. Materials Science and Engineering,2017(687):259-268.
[3] Chen G,Xue W,Jia Y Z,et al. Microstructure and mech-anical property of WC-10Co/RM80 steel dissimilar resist-ance spot welding joint[J]. Materials Science and Engine-ering,2020(776):139008.
[4] Petersson A,Agren J. Sintering shrinkage of WC-Co mat-erials with bimodal grain size distributions[J]. Acta Mater,2005(53):1665-1671.
[5] 陈小勇,李强,刘海汉,等. TC4钛合金和YG8硬质合金的钎焊工艺[J]. 电焊机,2017,47(3):93-97.
[6] Beste U,Jacobson S,Hogmark S. Rock penetration into cemented carbide drill buttons during rock drilling[J]. Wear,2008(264):1142-1151.
[7] Bonny K,Baets P De,Perez Y,et al. Friction and wear ch-aracteristics of WC-Co cemented carbides in dry recipro-cating sliding contact[J]. Wear,2010(268):1504-1517.
[8] Lee W B,Kwon B D,Jung S B. Effect of bonding time on joint properties of vacuum brazed WC-Co hard metal/car-bon steel using stacked Cu and Ni alloy as insert metal[J].Materials Science and Technology,2004(20):1474-1478.
[9] Blombery R I,Perrot C M,Robinson P M. Abrasive wear of tungsten carbide-cobalt composites. I. Wear mechanisms[J]. Materials Science and Engineering,1974(13):93-100.
[10] Larsen-Basse J. Wear of hard-metals in rock drilling:a Survey of the Literature[J]. Powder Metallurgy,1973,16(31):1-32.
[11] Liu Y,Wang H B,Long Z Y,et al. Microstructural evolu-tion and mechanical behaviors of graded cemented carbi-des[J]. Materials Science and Engineering,2006(426):346-354.
[12] 朱警雷,黄继华,张华,等. 硬质合金与钢异种金属焊接的研究进展[J]. 焊接,2008(2):15-19,69.
[13] 周金,王海龙. YG8 硬质合金与42CrMo钢的真空钎焊工艺研究[J]. 热加工工艺,2009,38(7):109-111.
[14] 张晓玲,王海龙. 5CrMnMn钢与YG8硬质合金的真空钎焊[J]. 热加工工艺,2008(5):80-82,89.
[15] 罗云萌,曹峻,夏永平. 焊接温度对Cr12钢与YG8硬质合金焊接接头组织及性能的影响[J]. 铸造技术,2016,37(8):1710-1712.
[16] Fu K Y,Pan M M,Wang S J,et al. Effect of plasma nitri-ding time on microstructure and properties of DC53 steel[J]. Hot Working Technology,2018(47):162-164,170.
[17] 马春宇,袁军平,薄海瑞. 预调质处理对DC53模具钢组织和性能的影响[J]. 机械工程材料,2013,37(1):29-31.
[18] Nawaz Y,Maqsood S,Naeem K. Effect of input parameters of wire electric discharge machining on surface integrity of DC53 die steel[C]. 2018 International Conference on Power Generation Systems and Renewable Energy Technologies(PGSRET),2018:1-6.
[19] 田榮璋,王祝堂. 铜合金及其加工手册[M]. 湖南:中南大学出版社,2002:122-123.
[20] 陈国庆,毛威,张秉刚,等. 采用Fe-30%Ni中间层电子束焊接硬质合金与钢[J]. 稀有金属,2018,42(7):750-755.