数控机床机械部件装调的研究
2020-09-10汪相衡
汪相衡
摘要:数控机床机械部件装调课是数控设备应用与维护专业的一门重要的专业核心课程。本文依据高技能人才培养目标,引入企业实际机床装调案例,深入讲述了机床装配过程中的问题,从而保证了机床的装配精度,解决了教学和实践过程中的装配难题,符合市场需要。
关键词:机床装调;培养目标;整机装配;装配精度
中图分类号:G712 文献标识码:A 文章编号:1674-957X(2020)22-0075-02
0 引言
数控设备应用与维护专业中,数控机床机械部件装调课是一门重要的专业核心课程。为更好地发挥数控机床机械部件装调课程在高职人才培养中的应有作用,现就如何进行机床部件装调确保机床质量,引入企业真实案例对机床装调做出以下的研究。
1 数控机床的整机分析
数控机床结构简介:
1.1 主轴传动系统
数控机床主轴传动系统是指机床的主轴运动而产生的传动系统,它的功能主要是为了实现主运动。数控机床的运动成性还包含了机床的主轴运动,零件的加工精度就是由主轴传动系统所决定。
1.2 进给系统
数控机床进给系统中配置的机械传动装置都具有高灵敏度、高刚度、无间隙、较低的摩擦阻力以及高寿命的特点。
1.3 机床基础件
机床大件的就是机床基础件,它是整台数控机床的基础和框架,其功能是安装与支撑机床上的其他部件,同时对工件在切削加工时的支撑,确保机床在加工时有较好的稳定性。
1.4 辅助装置
辅助装置是指在数控机床运行时用以实现某些部件的动作和接受数控装置输出的指令,经过判断和运动,最后通过功率放大后驱动相应的电器,完成指令规定的动作。如液压、气动和冷却等装置。
1.5 位置检测装置
位置检测是指用于检测机床运动的位移,检测装置是对数控机床加工精度的保证。其作用是检测加工工件的位置和速度,并发送反馈信号,而形成闭环或者是半闭环的控制。
2 整机装配流程
2.1 底座的安装与调试
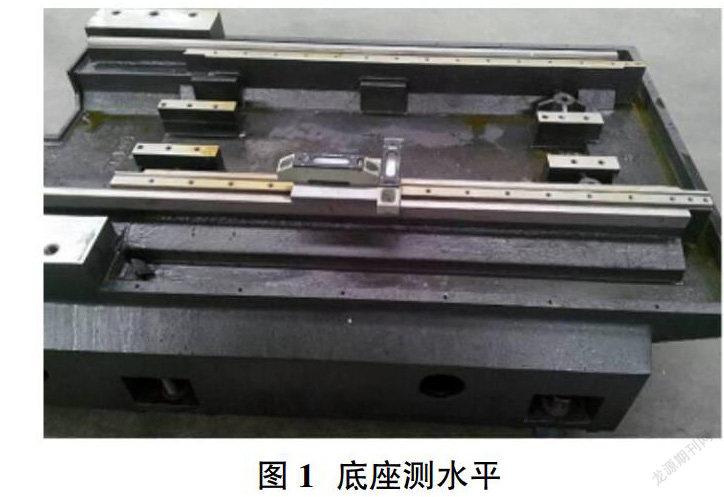
2.1.1 底座水平度
将底座放置好的地脚垫块上,其次将底座轨道面清理干净将水平仪呈T型放在两条线轨上,查看表盘读数,以测轨道面平面度,如图1所示。
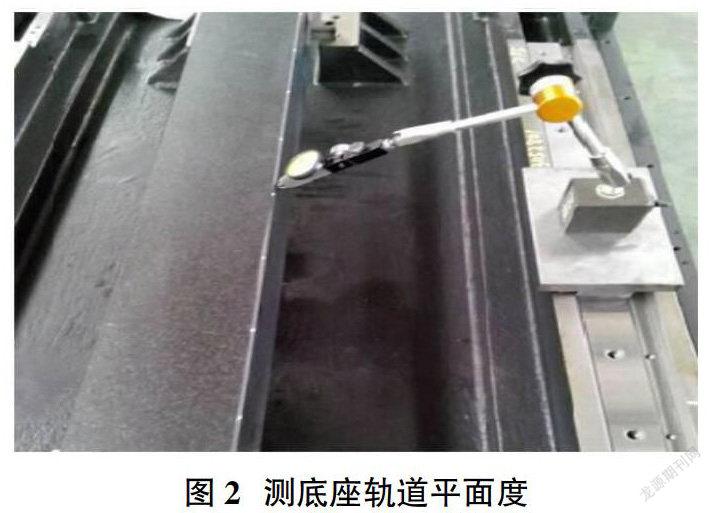
2.1.2 底座轨道平面度
千分表治具紧贴轨道垂直面,调整千分表使表针轻轻接触平行规侧面,用橡胶锤轻敲大理石平行规,保证在整条轨道面上平推千分表时,千分表读数为0,此面作为平行规的基准面。
将治具和千分表放于另一轨道面上,同样使治具紧贴轨道垂直面,调整千分表使表针轻轻接触平行规的基准面,推动千分表对平行规的基准面打表,以测两线轨安装面的平行度。如图2所示。
2.2 Y轴线轨装配与调试
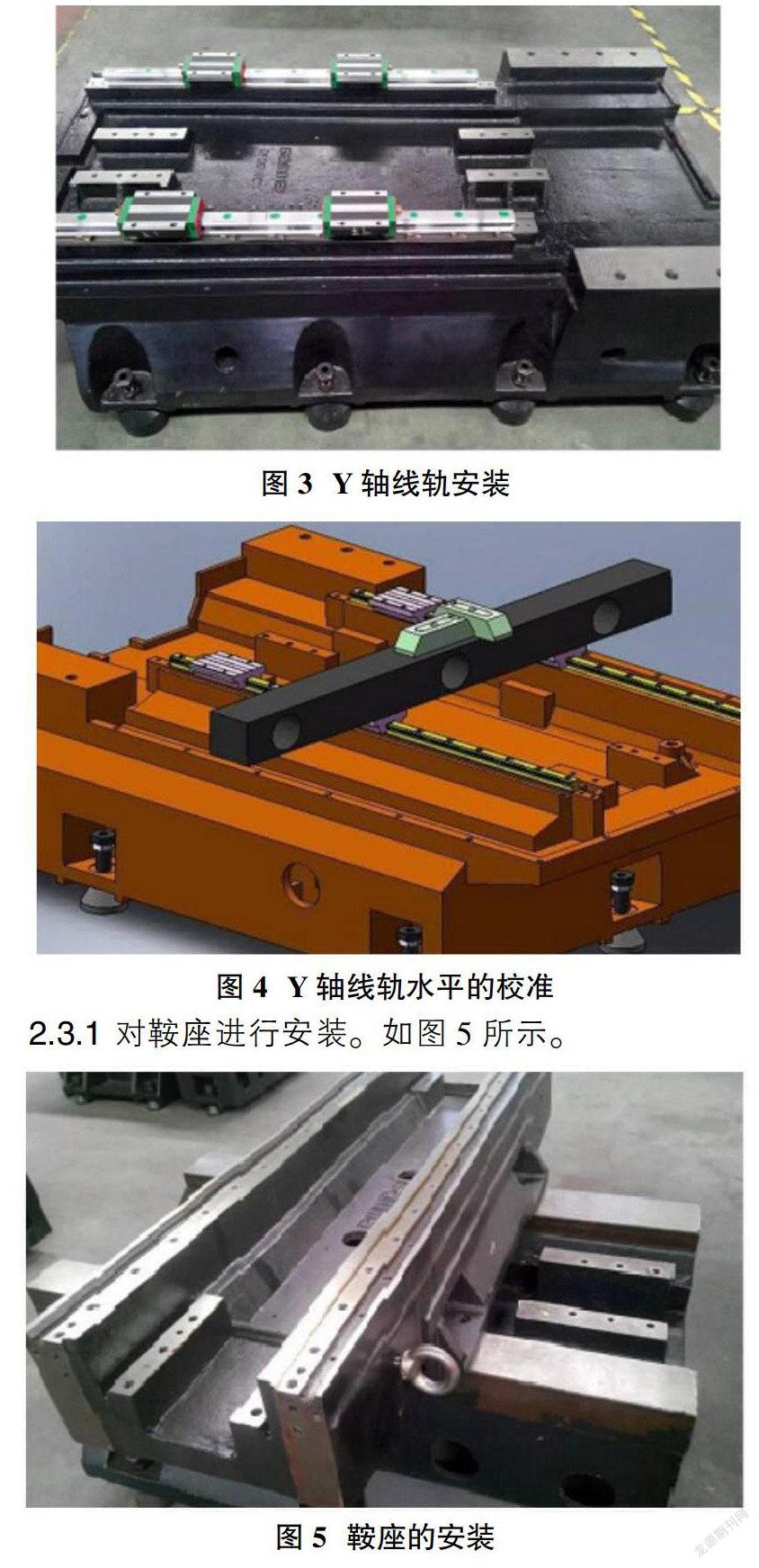
将滑轨基准面贴紧轨道垂直边装在底座右轨道上(以站在尾座端看底座,右端为主轨道)。先装线规螺丝并用较小的力带紧,然后装斜楔并轻轻带紧斜楔螺丝。如圖3所示。
在对Y轴线轨安装结束后,以上测底座平面度的方法对Y轴平面进行校准。然后对Y轴水平进行校准:即将大理石平行规横跨于Y轴线轨滑块上,两水平仪呈T型放于大理石中间位置,推动滑块及大理石来测底座装线轨后的三点水平(前中后三点)。如图4所示。
2.3 鞍座的装配
2.3.1 对鞍座进行安装。如图5所示。
2.3.2 鞍座部线轨的安装
①查看线轨端部标签,认准基准轨,按滑轨上的标签提示确认基准滑轨并认准滑轨基准面。将滑轨基准面贴紧轨道垂直边装在鞍座右轨道上。先装线轨螺丝并用较小力带紧,然后装斜楔并轻轻带紧斜楔螺丝。
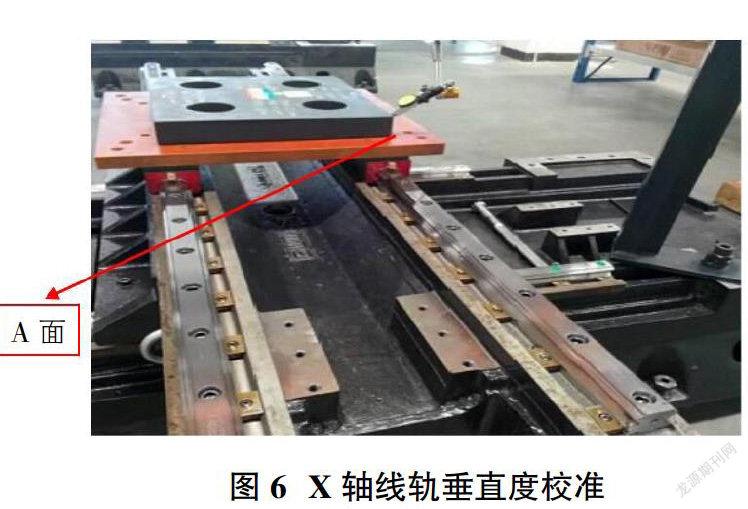
②X、Y轴线轨垂直度校准。将支架固定于底座上并将千分表固定于支架前端上方。用四颗M8*20的螺丝将尼龙板固定于X轴四个滑块上,并将大理石四面规平放于尼龙板上。调整千分表使表针轻轻接触四面规A面,用橡胶锤轻敲四面规,使推拉尼龙板对四面规A面打表时千分表读数为0,作为基准面,如图6所示。Y轴线轨垂直度校准方法可以参考X轴垂直度校准来调试。
2.4 丝杆的安装与调试
2.4.1 Y轴丝杆的装配与调试
将丝杠两端用擦拭纸擦拭干净,在丝杆两端装上丝杆油封,然后将丝杆从马达座和尾座之间装入。将尾座部的丝杆轴承擦拭干净,按照顺序依次装上丝杆轴承,轴承端盖,轴承垫管、精密螺母并拧紧精密螺母。装上马达座部的隔环、精密螺母并拧紧精密螺母。
①丝杆圆跳动的校正。分别拧紧马达座、尾座端精密螺母,将千分表固定于线轨滑块上,调整千分表,使表针轻轻接触丝杆马达座端的丝杆光滑圆柱面,转动丝杆测马达座端丝杆的圆跳动,达到标准后拧紧精密螺母的堵头螺丝。调整千分表使表针轻轻接触丝杆的尾座端部圆柱面,转动丝杆打表测尾座端丝杆的圆跳动,达到标准后拧紧精密螺母的堵头螺丝。
②丝杆平行度、平面度的校正。将圆形治具放于滑块上,并将千分表固定于圆形治具上,调整千分表,使表针轻轻接触马达座端的丝杆圆柱面上表面,前后推动千分表找到丝杆最高点记为0点,用同样方法对丝杆的尾座端进行打表以测丝杆的平面度和平行度。
2.4.2 鞍座丝杆的装配
将丝杆两端用擦拭纸擦拭干净,按照顺序依次装上丝杆轴承、轴承端盖、隔环、精密螺母并拧紧精密螺母。装丝杆时注意防止碰到丝杆螺纹面。试装轴承时不可过于用力,以免损坏轴承或丝杆端面。打磨过程中要伴着汽油并边磨边旋转方向,其次打磨量不可过大,保证丝杆能够刚好装入即可。
2.5 主轴的装配
将主轴鼻端朝上,将主轴由上而下缓慢平直的装入机头安装孔内,装配时应避免因角度倾斜而无法装入导致重复的拆装,装配过程中严禁以任何铁器敲击主轴。将联轴器套在马达芯轴上,根据提供的芯轴锁固深度,将联轴器锁在芯轴上,先利用对角的四个螺丝把联轴器固定,上下不滑动,然后将其余的四个螺丝也分别以对角锁固的方式带紧。
3 总结
通过结合企业实际案例进行授课,使得数控机床装调课程更具有针对性及目的性。给与学生最实用的技能,不仅丰富了学生的知识水平,提高了实践能力,满足人才培养需要,同时满足市场需要,为企业提供可靠的技术人才。
参考文献:
[1]宋文学.构建高职数控技术应用专业课程体系的改革与实践[J].西安航空技术高等专科学校学报,2005(5):l8-20.
[2]徐朔.项目教学法的内涵、教育追求和教学特征[J].职业技术教育,2008(28):5-7.
[3]经贸委培训司.“项目教学法”—— 一种有益的尝试[J]. 中国培训,1999(12):45.
[4]刘文涛.机床滚动直线导轨副装配方法和装配误差评定 [J]. 机械工程师,2018(8):74-76.
[5]殷建国.数控设备装调实验台十字工作台结构设计[J].南京工业职业技术学院学报,2010(10):16-18.
[6]何四平.数控机床装调维修[M].机械工业出版社,2019.
