某金精矿冶炼厂氰化尾矿浆综合处理试验研究
2020-09-10杨义邱陆明刘海霞刘金凤
杨义 邱陆明 刘海霞 刘金凤

摘要:根据某金精矿冶炼厂氰化尾矿浆中氰化物质量浓度较高的特点,开展综合处理试验研究。采用3R-O法、Colts法和臭氧氧化法组合工艺回收处理氰化尾矿浆中的氰化物和SCN-,并对试验条件进行了优化。试验结果表明:氰化尾矿浆中的总氰化合物质量浓度降至2.86 mg/L,去除率达99.82 %,SCN-质量浓度降至2.04 mg/L,去除率达99.95 %,压滤液可回用到氰化浸出工艺;处理后的氰渣达到了HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准要求,可实现尾矿库堆存。该研究为氰化尾礦浆无害化处理工程化应用提供数据参考。
关键词:氰化尾矿浆;3R-O法;Colts法;臭氧氧化法;总氰化合物;SCN-
中图分类号:TD926.4文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2020)04-0075-04doi:10.11792/hj20200417
引 言
某金精矿冶炼厂生产工艺为生物氧化预处理→氰化浸出→锌粉置换→冶炼。氰化浸出药剂为氰化钠,产生的氰化尾矿浆进入压滤工段,压滤液循环利用,氰渣堆存于尾矿库中。由于氰化尾矿浆中氰化物含量较高,导致氰渣中氰化物含量也较高,而氰渣堆存于尾矿库,在雨季时,企业环境风险很大[1-2]。因此,需要对氰化尾矿浆开展综合处理,使处理后的氰渣达到HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准要求,降低环境风险。
氰化物处理方法较多,包括过氧化氢氧化法[3]、臭氧氧化法、电解法、微生物法、WAST法[4]、3R-O法等[4]。本试验采用3R-O法、Colts法和臭氧氧化法组合工艺处理氰化尾矿浆,实现氰化物回收利用于氰化浸出工艺,氰渣达到HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准要求。研究结果为该氰化尾矿浆无害化处理工程化应用奠定了理论基础。
1 试验部分
1.1 氰化尾矿浆性质
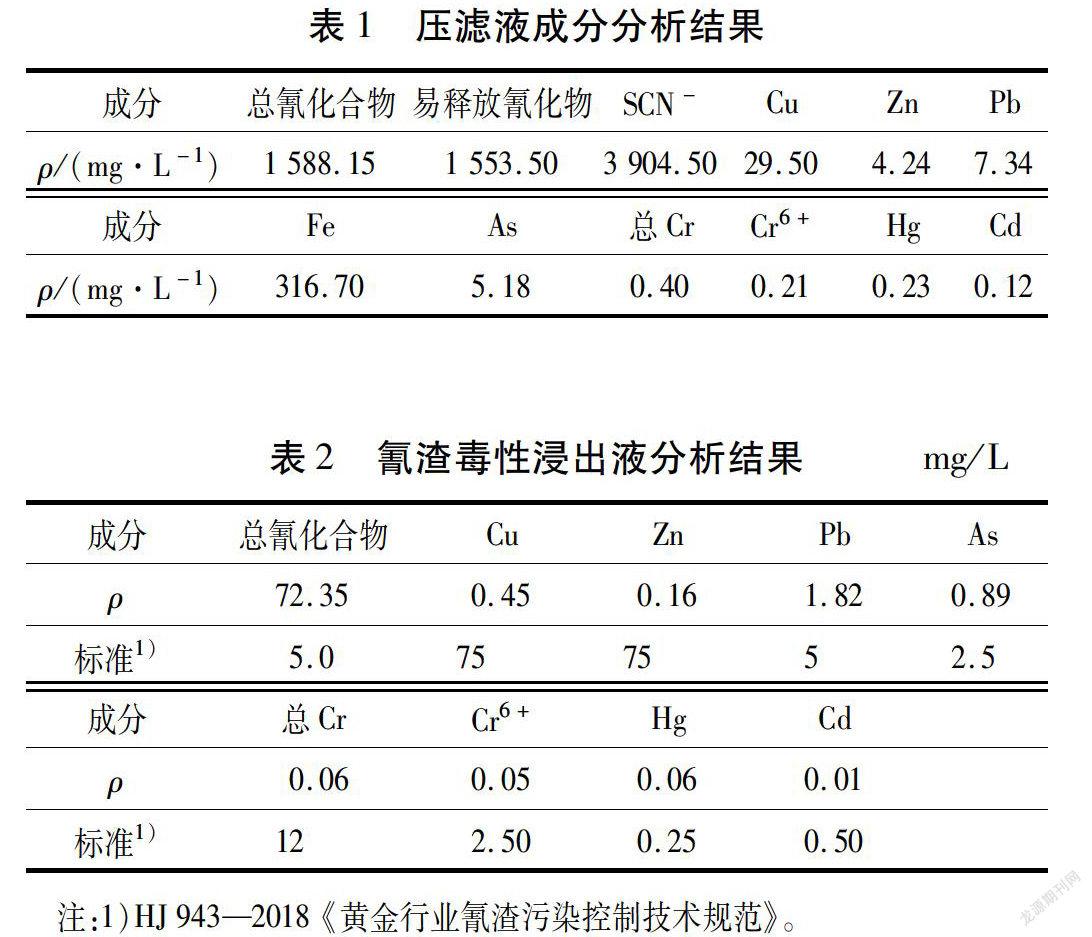
取某金精矿冶炼厂的氰化尾矿浆进行压滤,压滤液进行成分分析,结果见表1。氰渣进行毒性浸出试验,结果见表2。
由表1可知:压滤液中总氰化合物质量浓度为1 588.15 mg/L,易释放氰化物质量浓度为1 553.50 mg/L,SCN-质量浓度为3 904.50 mg/L。
由表2可知:氰渣毒性浸出液中的总氰化合物质量浓度超出HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准的13.47倍,其他成分均符合要求。
1.2 仪器及药剂
试验仪器:臭氧发生器;3R-O实验室试验装置;UV-1700 紫外分光光度计;PHS-3C pH 计;AA6300 原子吸收分光光度计;IC1000 离子色谱仪;化学滴定装置;78-1磁力加热搅拌器;BSA224S分析天平。
试验药剂:浓硫酸、氢氧化钠、石灰,均为分析纯。
1.3 试验原理
1)3R-O法。其主要化学反应方程式为:
CN-+H+HCN↑,
HCN+OH-CN-+H2O。
3R-O法是在pH值为2左右时,通过曝气吹脱的方法,将氰化物以氰化氢气体的形式吹脱出来,实现气液分离,再用碱液吸收,生成高浓度氰化溶液。该方法是成熟的氰化物回收利用技术,几乎可实现氰化物的全部回收利用,生产安全,基本实现自动化控制,已成功应用于诸多企业,但成本偏高。
2)Colts法。其主要化学反应方程式为:
SCN-+XeCN-+SO2-4,
CN-+H+HCN↑,
HCN+OH-CN-+H2O。
Colts法是在酸性条件下,利用专门药剂(Xe)将SCN-转化为氰化物和硫酸盐,通过曝气吹脱的方法回收氰化物。该方法可将SCN-转化为氰化物回收利用,但运行成本较高,药剂耗量较大。
3)臭氧氧化法。其主要化学反应方程式为:
CN-+O3CNO-+O2↑,
2CNO-+H2O+3O32HCO3-+N2↑+3O2↑。
臭氧具有强氧化性,可将氰化物氧化为氮气和碳酸盐。该方法工艺简单,反应装置材质要求较低,不引入钠、硫酸根等离子,投资少、占地面积小、运行成本低;缺点是氰化物不能回收利用,不适合处理含高浓度氰化物的废水和尾矿浆。
1.4 试验方法
取一定量的氰化尾矿浆采用3R-O法、Colts法处理,处理后的氰化尾矿浆进行中和,然后采用臭氧氧化法进行深度处理,反应完成后压滤,氰渣进行毒性浸出试验。根据企业的要求,氰化尾矿浆压滤液中的总氰化合物、SCN-质量浓度均低于5.0 mg/L,氰渣毒性浸出液中的总氰化合物质量浓度低于5.0 mg/L。
2 试验结果与讨论
2.1 3R-O法试验
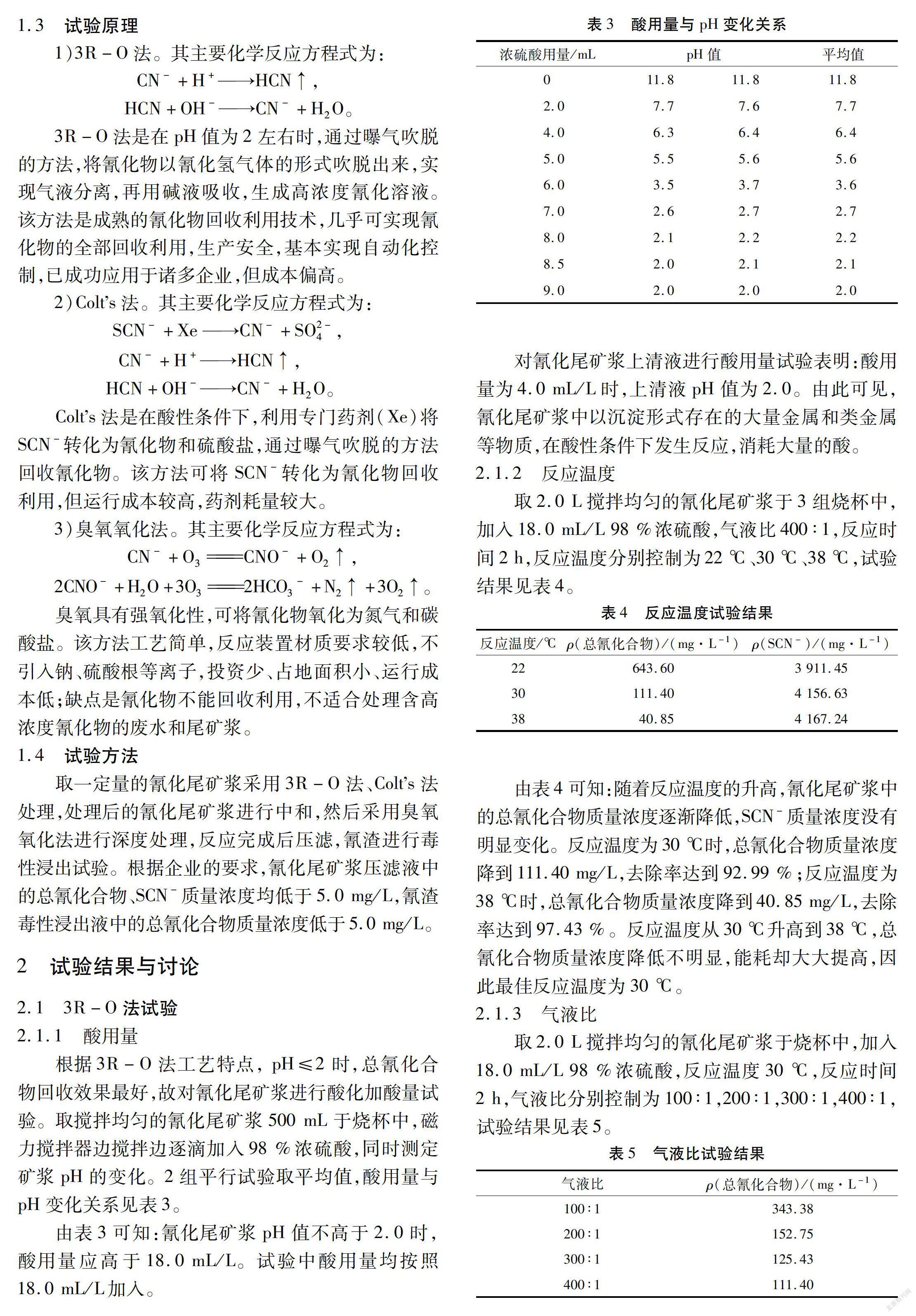
2.1.1 酸用量
根据3R-O法工艺特点, pH≤2时,总氰化合物回收效果最好,故对氰化尾矿浆进行酸化加酸量试验。取搅拌均匀的氰化尾矿浆500 mL于烧杯中,磁力搅拌器边搅拌边逐滴加入98 %浓硫酸,同时测定矿浆pH的变化。2组平行试验取平均值,酸用量与pH变化关系见表3。
由表3可知:氰化尾矿浆pH值不高于2.0时,酸用量应高于18.0 mL/L。试验中酸用量均按照18.0 mL/L加入。
对氰化尾矿浆上清液进行酸用量试验表明:酸用量为4.0 mL/L时,上清液pH值为2.0。由此可见,氰化尾矿浆中以沉淀形式存在的大量金属和类金属等物质,在酸性条件下发生反应,消耗大量的酸。
2.1.2 反应温度
取2.0 L搅拌均匀的氰化尾矿浆于3组烧杯中,加入18.0 mL/L 98 %浓硫酸,气液比400∶1,反应时间2 h,反应温度分别控制为22 ℃、30 ℃、38 ℃,试验结果见表4。
由表4可知:随着反应温度的升高,氰化尾矿浆中的总氰化合物质量浓度逐渐降低,SCN-质量浓度没有明显变化。反应温度为30 ℃时,总氰化合物质量浓度降到111.40 mg/L,去除率达到92.99 %;反应温度为38 ℃时,总氰化合物质量浓度降到40.85 mg/L,去除率达到97.43 %。反應温度从30 ℃升高到38 ℃,总氰化合物质量浓度降低不明显,能耗却大大提高,因此最佳反应温度为30 ℃。
2.1.3 气液比
取2.0 L搅拌均匀的氰化尾矿浆于烧杯中,加入18.0 mL/L 98 %浓硫酸,反应温度30 ℃,反应时间2 h,气液比分别控制为100∶1,200∶1,300∶1,400∶1,试验结果见表5。
由表5可知:随着气液比增大,氰化尾矿浆中的总氰化合物质量浓度越来越低。当气液比为200∶1时,总氰化合物质量浓度为152.75 mg/L;当气液比超过200∶1时,总氰化合物质量浓度降低不明显。因此,最佳气液比为200∶1。
2.1.4 反应时间
取2.0 L搅拌均匀的氰化尾矿浆于烧杯中,加入18.0 mL/L 98 %浓硫酸,气液比200∶1,反应温度30 ℃,反应时间分别控制为1 h、2 h、3 h,试验结果见表6。
由表6可知:随着反应时间的延长,氰化尾矿浆中的总氰化合物质量浓度逐渐降低。当反应时间为2 h时,总氰化合物质量浓度为152.75 mg/L;当反应时间超过2 h时,总氰化合物质量浓度降低不明显。因此,最佳反应时间为2 h。
2.2 Colts法试验
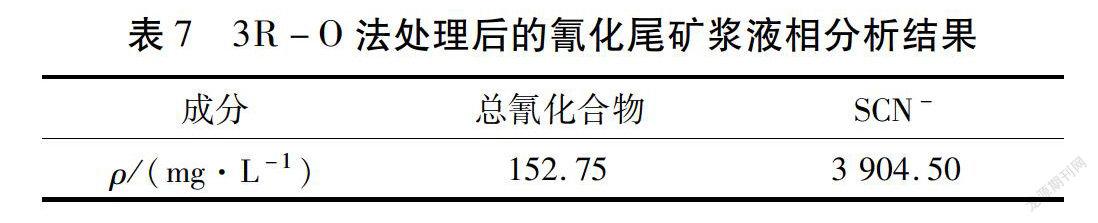
取3R-O法处理后的氰化尾矿浆,分析其液相中的总氰化合物和SCN-,结果见表7。
由表7可知:3R-O法处理后的氰化尾矿浆液相中的总氰化合物质量浓度为152.75 mg/L,SCN-质量浓度为3 904.50 mg/L。试验采用Colts法对该氰化尾矿浆中的SCN-进行处理。
2.2.1 药剂用量
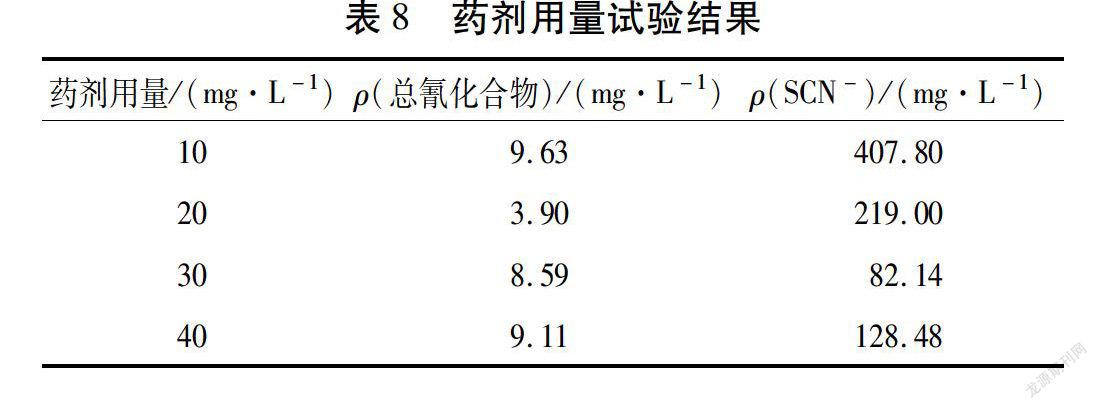
试验取一定量的3R-O法净化回收后的氰化尾矿浆,反应温度30 ℃,气液比200∶1,反应时间2.0 h,药剂用量分别为10 mg/L、20 mg/L、30 mg/L、40 mg/L。反应结束后,取样过滤分析,结果见表8。
由表8可知:药剂用量为30 mg/L时,SCN-质量浓度为82.14 mg/L,去除率达到97.90 %;总氰化合物质量浓度为8.59 mg/L,去除率达到99.45 %。药剂用量超过30 mg/L时,SCN-和总氰化合物质量浓度缓慢升高。因此,药剂用量确定为30 mg/L。
2.2.2 反应时间
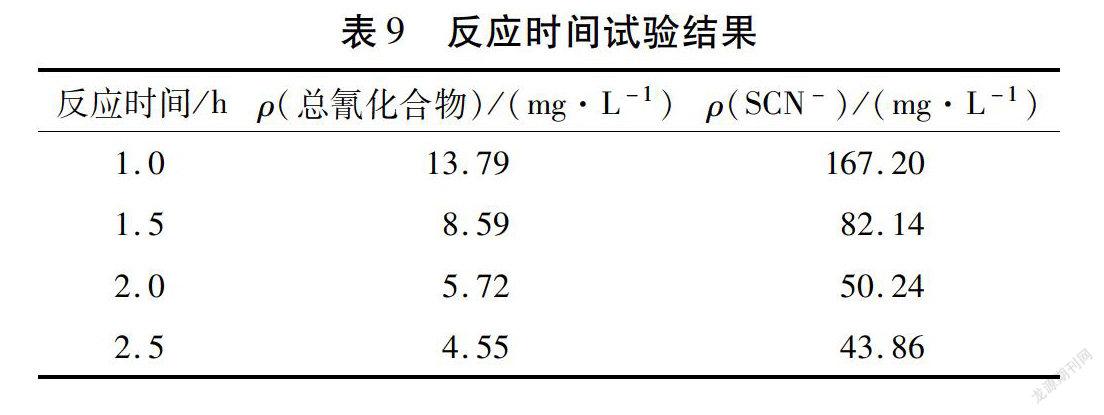
试验取一定量的3R-O法净化回收后的氰化尾矿浆,反应温度30 ℃,气液比200∶1,药剂用量30 mg/L,反应时间分别为1.0 h、1.5 h、2.0 h、2.5 h。反应结束后,取样过滤分析,结果见表9。
由表9可知:当反应时间为1.5 h时,SCN-质量浓度为82.14 mg/L,去除率为97.90 %。当反应时间为2.0 h时,SCN-质量浓度为50.24 mg/L,去除率为98.71 %;总氰化合物质量浓度为5.72 mg/L,去除率为99.64 %;继续增加反应时间,总氰化合物和SCN-质量浓度变化不明显。因此,反应时间确定为2.0 h。
2.3 臭氧氧化法试验
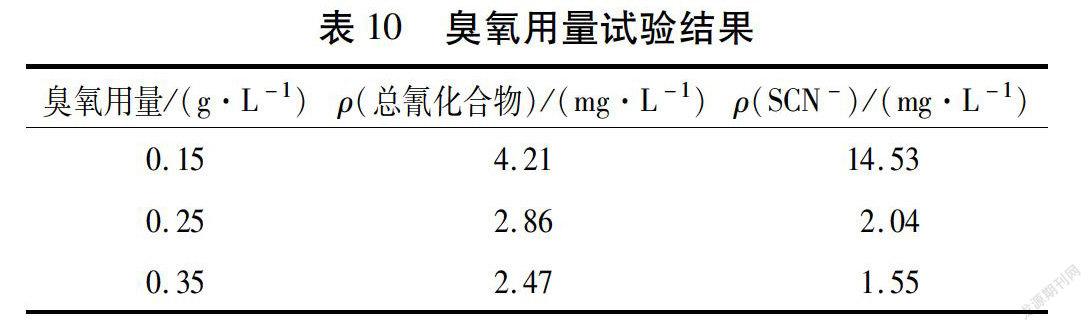
对Colts法处理后的氰化尾矿浆中和至pH值为8,通入臭氧进行深度氧化处理,臭氧加入量分别为0.15 g/L、0.25 g/L、0.35 g/L,反应时间1 h。反应结束后,取样过滤分析,结果见表10。
由表10可知:臭氧用量为0.25 g/L时,总氰化合物质量浓度为2.86 mg/L,去除率达到99.82 %;SCN-质量浓度为2.04 mg/L,去除率达到99.95 %,符合企业的既定目标。因此,臭氧用量为0.25 g/L。
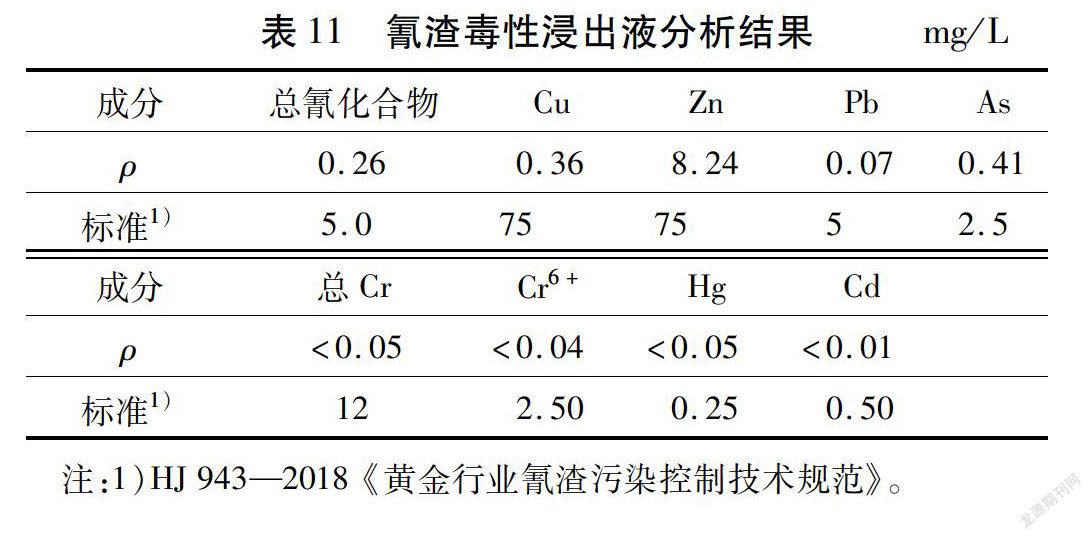
对臭氧氧化法处理后的氰化尾矿浆进行压滤,氰渣进行毒性浸出试验,结果见表11。
由表11可知:臭氧氧化法深度处理后,氰渣毒性浸出液中的总氰化合物质量浓度为0.26 mg/L,且其他污染物质量浓度均很低,满足HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准要求,可以尾矿库堆存。
3 结 论
1)试验采用3R-O、Colts和臭氧氧化法组合工艺回收处理氰化尾矿浆中的总氰化合物和SCN-。
2)组合工艺最佳试验条件:3R-O法为98 %浓硫酸用量18.0 mL/L,气液比200∶1,反应温度30 ℃,反应时间2 h;Colts法为药剂用量30 mg/L,反应温度30 ℃,气液比200∶1,反应时间2.0 h;臭氧氧化法臭氧用量0.25 g/L。
3)组合工艺处理后的氰化尾矿浆液相中的总氰化合物质量浓度降至2.86 mg/L,去除率为99.82 %;SCN-质量浓度降至2.04 mg/L,去除率为99.95 %;氰渣毒性浸出液中的总氰化合物质量浓度为0.26 mg/L,且其他污染物质量浓度均很低,满足HJ 943—2018 《黄金行业氰渣污染控制技术规范》尾矿库处置标准要求,可以尾矿库堆存。
[参 考 文 献]
[1] 李哲浩,吕春玲,刘晓红,等.黄金工业废水治理技术现状与发展趋势[J].黄金,2007,28(11):43-46.
[2] 张大同,高素萍,谢爱军.金矿尾矿及废水中氰化物的处理研究进展[J].山西冶金,2016(3):48-51.
[3] 高大明.氰化物污染及其治理技術[J].黄金,1998,19(7):58-60.
[4] 迟崇哲,楚金澄,邱陆明,等.含氰尾矿与冶炼烟气协同优化试验研究及应用[J].黄金,2018,39(10):72-75.
Abstract:In light of the high cyanide mass concentration of cyanide tailings pulp in a gold concentrate smeltery,experimental research on the comprehensive treatment is carried out.The joint 3R-O,Colts and ozone oxidation process is adopted to recover the cyanide and SCN-,and the test conditions are optimized.The results show that the mass concentration of total cyanide decreases to 2.86 mg/L and the removal rate from the cyanide tailings pulp reaches 99.82 %.The mass concentration of SCN-decreases to 2.04 mg/L and the removal rate reaches 99.95 %.The filtrate can be recycled back to cyanidation process;the treated cyanide slag meets the requirement of HJ 943—2018 Technical Specification for Pollution Control of Cyanide Leaching Residue in Gold Industry,realizing stockpiling in tailings pond.The research can provide data reference for the industrial cyanide tailings pulp detoxification application.
Keywords:cyanide tailings pulp;3R-O method;Colt’s method;ozone oxidation method;total cyanide;SCN-