动车组轴箱定位装置组装过程浅析
2020-09-10齐会强王梦凯付航冯善存白硕
齐会强 王梦凯 付航 冯善存 白硕
摘要:铁路列车作为公共交通工具行业中重要的存在,对缓解道路拥堵和缩短城市之间的距离有很大帮助。尤其是随着高铁的发展,行车速度也随之提高。人们往返主要城市很方便。但是,随着速度的提高,车辆运行的安全性保证变得非常困难。轴箱定位装置用作连接转向架和车轮的主动关节,并将车轮在轨道上的旋转转换为转向架沿轨道的平移运动,从而使车身前进。它的作用尤其重要。根据目前动车组轴箱定位单元的特点,结合多年的工作经验,总结了动车组轴箱定位单元的组装过程,为提高轴箱定位单元的组装效率提供技术参考。
关键词:动车组;轴箱定位装置;组装工艺方法
一、研究背景
随着铁路运输业的飞速发展,市场对动车组的需求也在增加,提高动车组的生产效率非常重要。轴箱定位装置位于轮对和转向架的框架之间,是一种可移动单元,可将轮对和框架连接到轴的末端,以通过连接轮对和框架来转换运动形式,传递动力并降低行驶阻力。视图配备了四个轴箱定位装置,因此轴箱定位装置的组装效率在转向架的生产过程中特别重要。 轴箱定位装置是确保车辆安全运行的重要部分,其功能是连接车轮和车架,支撑车辆的重量并传递各种力。转向架的关键部件轴箱定位装置起着重要作用。动车组列车的行驶速度不断提高,轴箱定位装置上的负载也在增加。特别是轴箱定位装置,轴箱定位装置是车辆的重要部分,其操作的核心是非常苛刻的,并且轴箱定位装置的组装的质量要求非常苛刻的。针对轴箱定位装置的总体结构,本文介绍了轴箱定位装置组装工艺的技术项目和质量控制要点,为轴箱定位装置的组装提供参考资料。
二、轴箱定位装置结构
操作环境不同,选择的轴箱的定位方法也不同,在此阶段,共轨列车包括全盘定位,拉杆定位,橡胶弹簧定位和摆臂定位。近年来,EMU的高速列车通常选择带有旋转臂定位的轴箱。轴箱主体通常由轴箱主体,前后轴箱盖,滚动轴承,密封装置和其他零件组成。滚动轴承有三种类型:圆柱,圆锥和球形。现在常见的是密封双列圆锥滚子轴承。
三、轴箱体结构
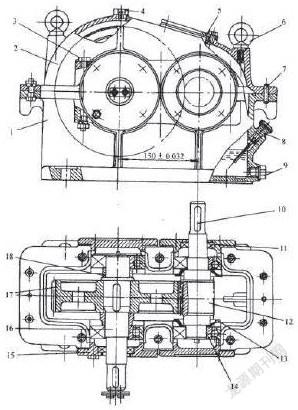
作为转向架动力传输的关键部分,车桥箱组装在车轴颈和车架连接件之间,用作动力传输桥。旋转可以通过轴箱内部的轴承结构转换为车辆的平移运动达到车辆行驶的目的。由于轴箱被用作轴和框架之间的连接,因此存在许多类型的结构。当前,主要使用旋转臂定位轴箱结构和叠层橡胶叠层轴箱结构,并且在高速列车中通常使用旋转臂定位轴箱主体结构,本文还重点介绍这种类型的结构。轴箱主体由轴箱主体,轴承结构,橡胶节点等主要部分组成。
四、轴箱轴承组装
(一)轴承的结构和施工前的准备工作
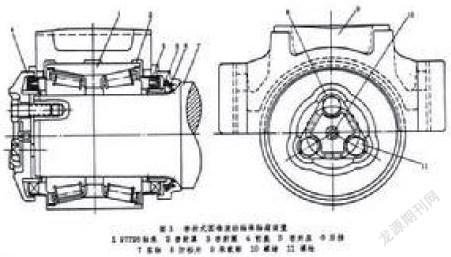
轴承是轴箱主体中最主要的零件之一,因此在组装前需要确保轴承处于非常准确恰当的位置。轴承的存储和安装工作空间应确保约20℃的恒温条件,以使装配尺寸不会因装配期间零件在装配过程中的热膨胀和冷收缩而偏离。其次,有必要确保湿度和清洁度要求。组装前,仔细检查检查轴承和其他零件,以确保没有明显的颠簸损坏。手动旋转轴承外圈的排气孔后,继续组装轴箱。注意在同一组车轮上的轴承对准。组装完成后,有必要及时施加密封胶以确保轴箱装置的密封效果。该轴承采用一件式自密封双列圆锥滚子轴承,该轴承由外圈,内圈组件,耐磨垫圈,油封,油封盖和后固定环组成。
(二)轴承组装
组装轴箱轴承的困难在于,必须将轴承的内圈压入轴颈,并且两个轴承必须具有一定条件才能达到压缩状态。电炉,感应加热器和其他设备用于加热轴承的内圈。内圈加热并膨胀后,套筒直接缠绕在轴颈上。当内圈冷却时,它会收缩。轴承的内圈和轴颈进行紧密连接组装。
1.轴箱的预组装
轴箱的预组装是指将定位节点预先安装在上部箱和压盖中。组装之前,请确保轴箱的型号与密封套匹配。安装并按下定位节点后,请检查心轴的锥形表面是否在軸箱主体的相反侧。将定位节点的定位孔与压盖侧的定位销对准,然后安装连接螺栓以完成预组装工作。
2.轴箱组件
2.1操作前的准备工作在组装轴箱主体之前,必须在每个接头的表面上涂上润滑脂,并且必须保护轴承和轴的端部,以防止受到操作冲击的损害。
2.2组装工作轴箱体的组装是将下部箱体安装在上部箱体上。首先,在上下盒的垂直接头上涂液体密封剂,在水平表面上涂脂,然后用螺栓拧紧。组装后,密封两个盒子之间的接头,然后安装密封圈。最后,将轴箱前盖安装在轴箱主体上。
2.3组装后的检查组装轴箱体后,基本组装了轴箱定位装置,此时,对轴箱定位装置的性能进行测试,看其是否可以自由旋转而没有摩擦,异常噪音,振动等现象。
3.其他设备的组装
为了确保列车运行的安全性,通常应在轴箱定位装置上安装速度传感器和相应的接地装置,并且速度传感器的安装应确保一定的组装间隙,以确保速度测量的准确性。
五、注意事项
(一)清洁度要求
由于轴箱的高轴承转速,因此轴箱的清洁度非常高。整个组装过程应在无尘的环境中进行。确保没有灰尘等杂质附着在轴承上。操作人员在操作过程中应佩戴保护手套,并注意防止零件在存放过程中生锈。
(二)温度和湿度要求
由于轴箱某些部件的配件是过盈配件,并且通过加热和膨胀进行操作,因此有必要使用温度和湿度控制来精确地组装零件,尤其是测量轴承尺寸。必须在适宜的温度和湿度条件下进行处理。
六、结语
轴箱定位装置是车辆运行的关键部分,在车辆行驶过程中,它的在数量和重要性方面都占据着不可替代的位置,因此,迫切需要总结使用轴箱定位装置的组装过程。确保产品质量,提高生产效率。由于恶劣的工作环境,以及轴箱定位装置的极快运行速度,可能会出现各种问题,组件的质量尤为重要。特别是安装在内部的轴承结构直接承受车轮和轨道的强大冲击力,非常容易发生异常故障。在分析当前高速列车轴箱定位装置的基础上,结合多年的工作经验,介绍了轴箱定位装置的结构特点,总结了轴箱体装置的组装工艺方法,确保了组装工作的顺利进行。
参考文献:
[1]李冠军、陈红喜,米轨动车组动力转向架基础制动装置型式选择[J].铁道机车车辆,2013,33(6):74-75.
[2] 韩庆利,赵文学,任毅.一种动车组转向架轴箱装置[J].2015.
[3]彭立群,林达文,陈刚l. 机车车辆轴箱定位装置的试验[J].机车电传动,2017(1):85-88.
