不同回火温度对不等厚钢板B340LA/B1500HS激光焊接头组织性能的影响
2020-09-10肖康刘鹏闫丰刚闫东方胡嘉颖孙思宇
肖康 刘鹏 闫丰刚 闫东方 胡嘉颖 孙思宇
摘要:利用扫描电子显微镜、维氏硬度计、微机控制电子万能试验机等测试手段对不等厚B340LA/B1500HS异种高强钢薄板激光焊焊接接头经回火处理前后的显微组织与性能进行试验分析。结果表明,经过低温回火后,焊缝组织轉变为回火马氏体,经过高温回火后,焊缝组织转变为带有板条马氏体形态的回火索氏体,当回火温度为550 ℃时,回火索氏体转变基本完成;B340LA侧热影响区随着回火温度升高,板条马氏体消除,转变为铁素体组织;B1500HS侧热影响区经过低温回火处理后,消除了粗大组织,成分更加均匀,提高了该区域的韧性;经过高温回火处理后,铁素体组织转变为板条马氏体组织。回火处理后,接头硬度下降幅度不大,焊缝附近硬度过渡略平缓,有利于焊缝韧性的提高。通过高温回火,焊接接头的屈服强度和抗拉强度下降,塑性显著上升,有利于提高焊接接头的使用性能。
关键词:异种钢;激光焊;回火处理;不等厚材料;接头组织
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2303(2020)07-0091-05
DOI:10.7512/j.issn.1001-2303.2020.07.14
0 前言
减轻汽车车身质量、降低燃料消耗和减少汽车尾气排放及提高汽车安全性是汽车发展的三大方向[1]。当今汽车材料技术发展以轻量化与环保为主要方向,在保证汽车车体强度、刚度、模态以及碰撞性能的前提下,尽可能地减轻汽车的整体质量,这就要求在车身上大规模运用高强度钢和超高强度钢、铝合金、镁合金、塑料和复合材料[2-5]。高强钢具有强度高、质量好、性能稳定等优点,相对于镁、铝等传统的轻质合金材料,具有抗冲击性能强、能大幅降低质量-强度比率等特点[6-7],因此被广泛应用于汽车制造及航空航天等领域。
激光焊接技术应用于很多领域,尤其在汽车行业,激光焊接相比于传统电阻点焊和熔焊的优势在于:焊缝较窄,可减少搭接宽度以节约材料并且减轻车身质量;其热影响区窄、变形小,可减轻高强钢焊接热影响区的软化问题;激光焊接加热速度和冷却温度都很快,焊缝晶粒较小,焊缝金属具有更好的强度;使用范围广,激光的能量密度高,可以焊接很多难焊材料,对异种材料的焊接、不等厚度材料的焊接,也能取得良好的焊接效果;易于实现自动化[8]。
但高强钢合金系统复杂、淬硬性较大,焊接时易产生冷裂纹,并且超高强钢强度级别高,焊接过程中容易导致包括焊接热影响区在内的接头脆化。因此,防止焊接冷裂纹产生和确保焊接接头具有优良的力学性能是该系列钢材焊接技术的关键。文中采用CO2激光焊对不等厚B340LA/B1500HS钢进行对接焊,通过对焊接接头进行回火热处理,分析高温和低温回火处理对接头组织性能的影响,主要分析接头焊缝、热影响区的显微组织及力学性能,将为该结构后续冲压一体成型研究提供参考。
1 试验材料及工艺
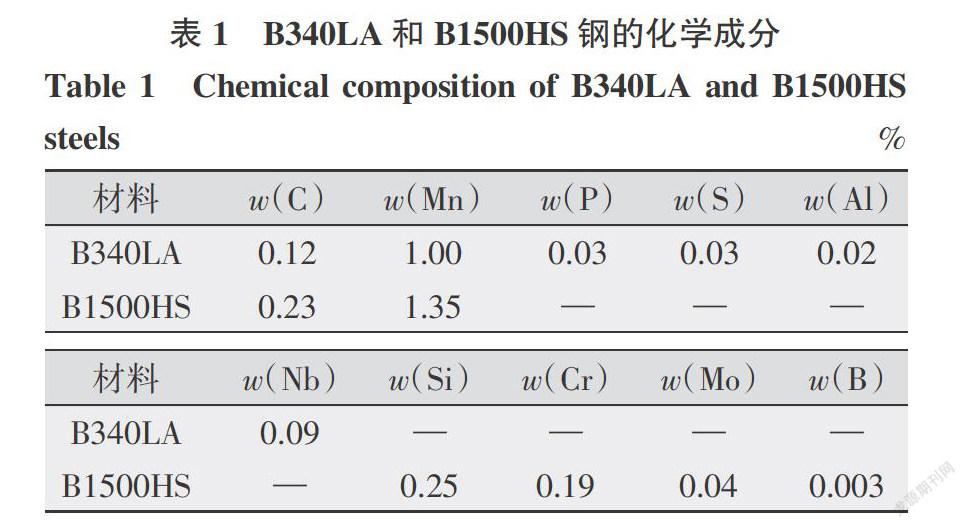
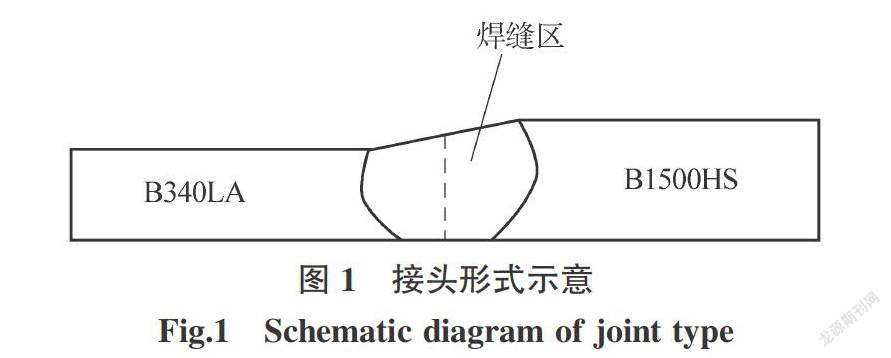
试验材料分别为低合金高强钢B340LA和超高强钢B1500HS,其化学成分如表1所示。B340LA钢板尺寸180 mm×40 mm×1.2 mm,B1500HS钢板尺寸为180 mm×40 mm×1.6 mm。焊接时接头采用对接形式,如图1所示。
焊接设备为XSL-MKH-10000 CO2激光器,功率1.9 kW,氩气流量1.5 L/min,焊接速度1.5 m/min,离焦量为10 mm。热处理工艺为低温回火和高温回火且炉冷,加热温度分别为250 ℃低温回火与550 ℃高温回火,保温1 h。采用浓度为4%的硝酸酒精溶液腐蚀表面,腐蚀时间5~6 s,用无水乙醇清洗表面后用吹风机吹干以进行组织观察。热处理前后的试样利用扫描电子显微镜、显微硬度计及拉伸试验机等对不同热处理条件下的焊接接头成形、显微组织及硬度分布等进行试验,分析不同工艺参数条件下接头的组织结构及性能。测试分析中采用HVS-1000显微硬度计、COXEM EM-30 Plus 扫描电子显微镜及WDW-100微机控制电子万能试验机。
2 结果与讨论
2.1 显微组织分析
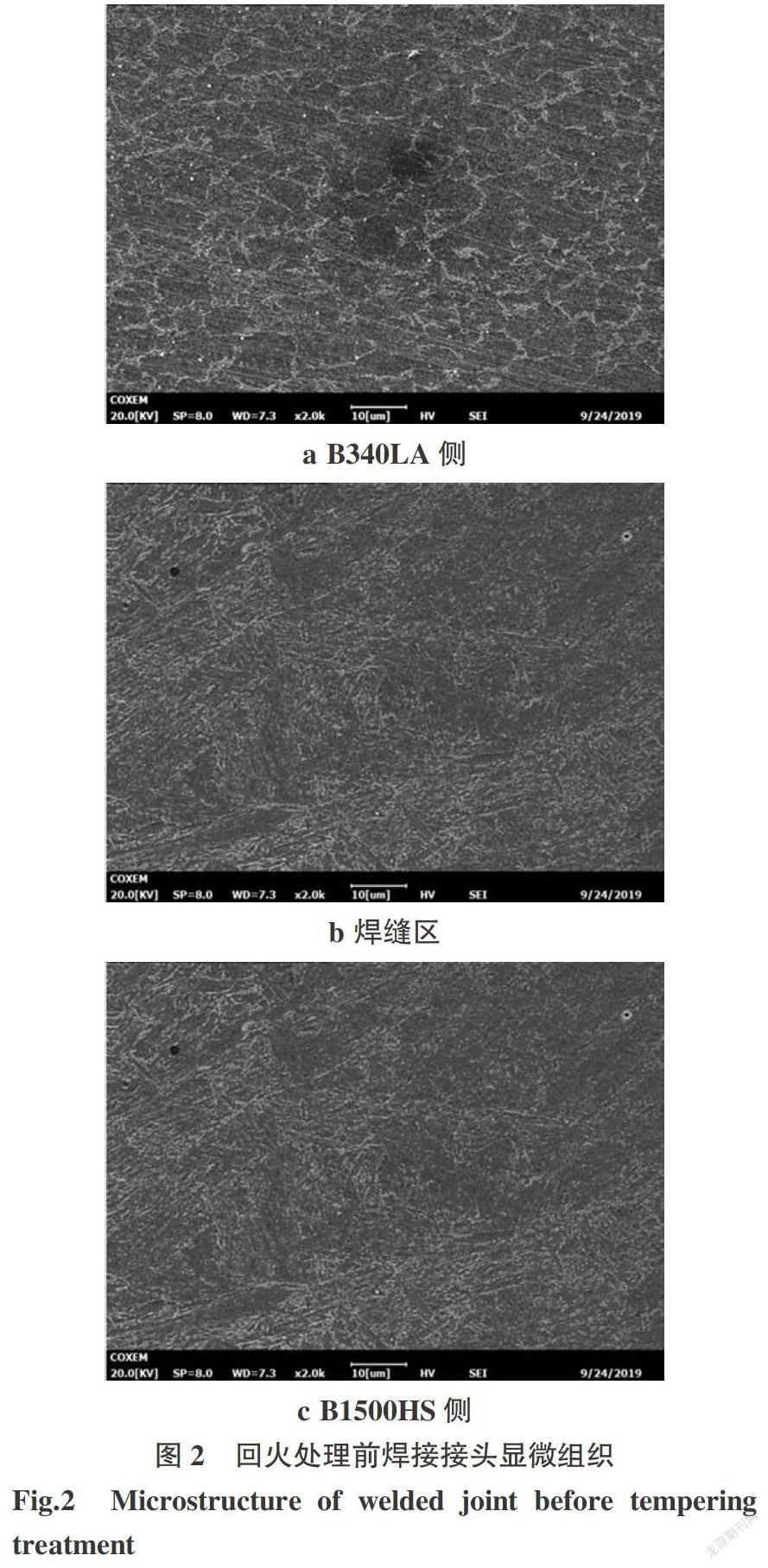
采用扫描电子显微镜观察回火处理前、250 ℃低温回火和550 ℃高温回火处理后的焊接接头显微组织。回火处理前焊接接头显微组织如图2所示。图2a为回火处理前接头B340LA侧微观组织,该组织由铁素体和少量珠光体组成,铁素体呈等轴形态分布,且组织间有碳化物析出。图2b为未回火处理前焊缝的微观组织,主要由铁素体和马氏体组成。由于激光焊的瞬时加热与薄板焊接导致的冷却速度极大,使得碳无法及时扩散,从而形成针状马氏体和魏氏体组织。
由图2c可知,B1500HS侧接头组织仍为轧制态等轴铁素体,且有少量的粒状碳化物。
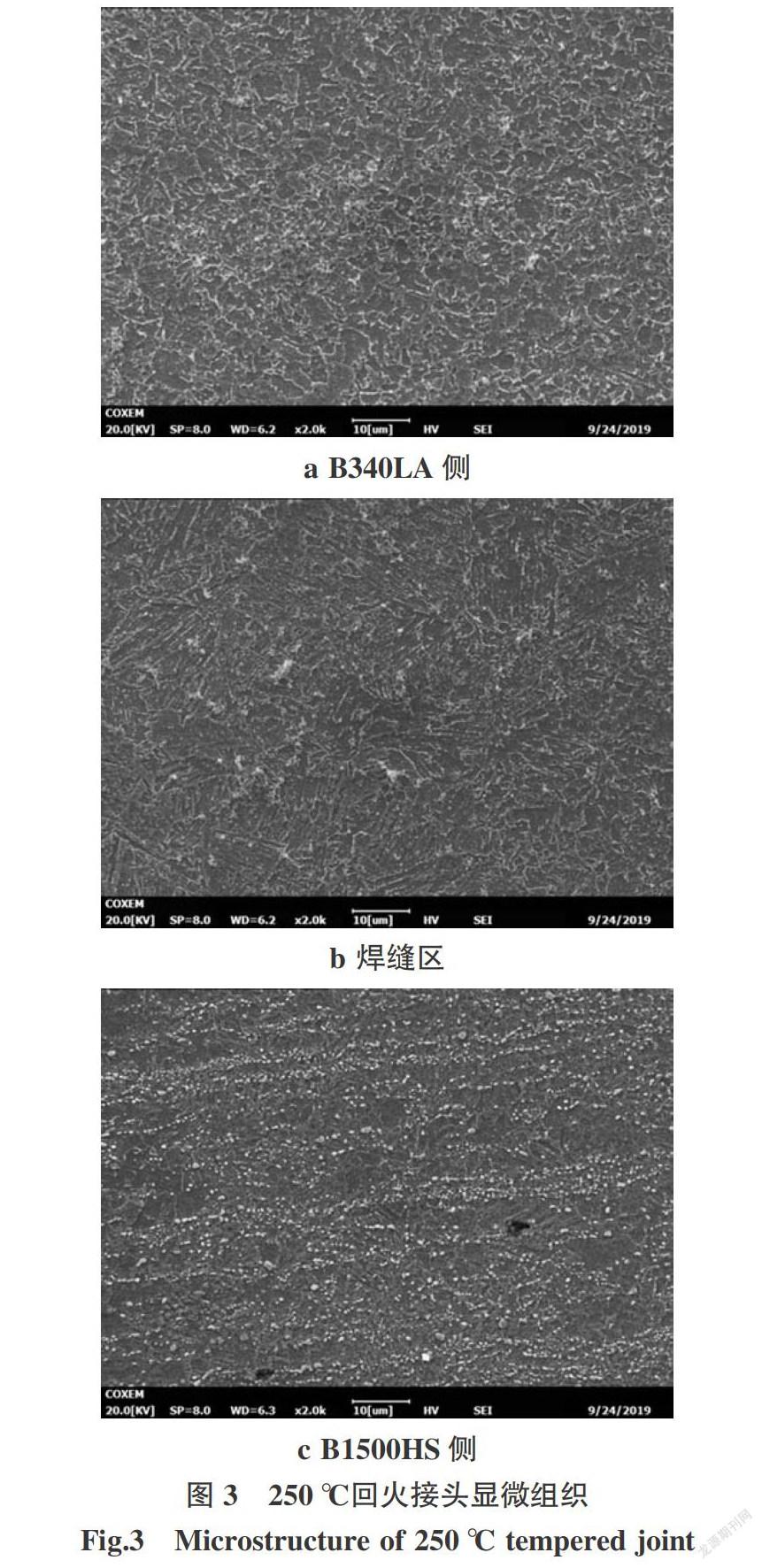
250 ℃低温回火处理后焊接接头的显微组织如图3所示。B340LA侧铁素体尺寸变小,显然经历了再结晶过程;焊缝区针状马氏体逐渐分解变粗,形成回火马氏体,并且在晶界处富集了一些碳化物;B1500HS晶粒尺寸变化不大,但是析出相增多,于晶界处富集。
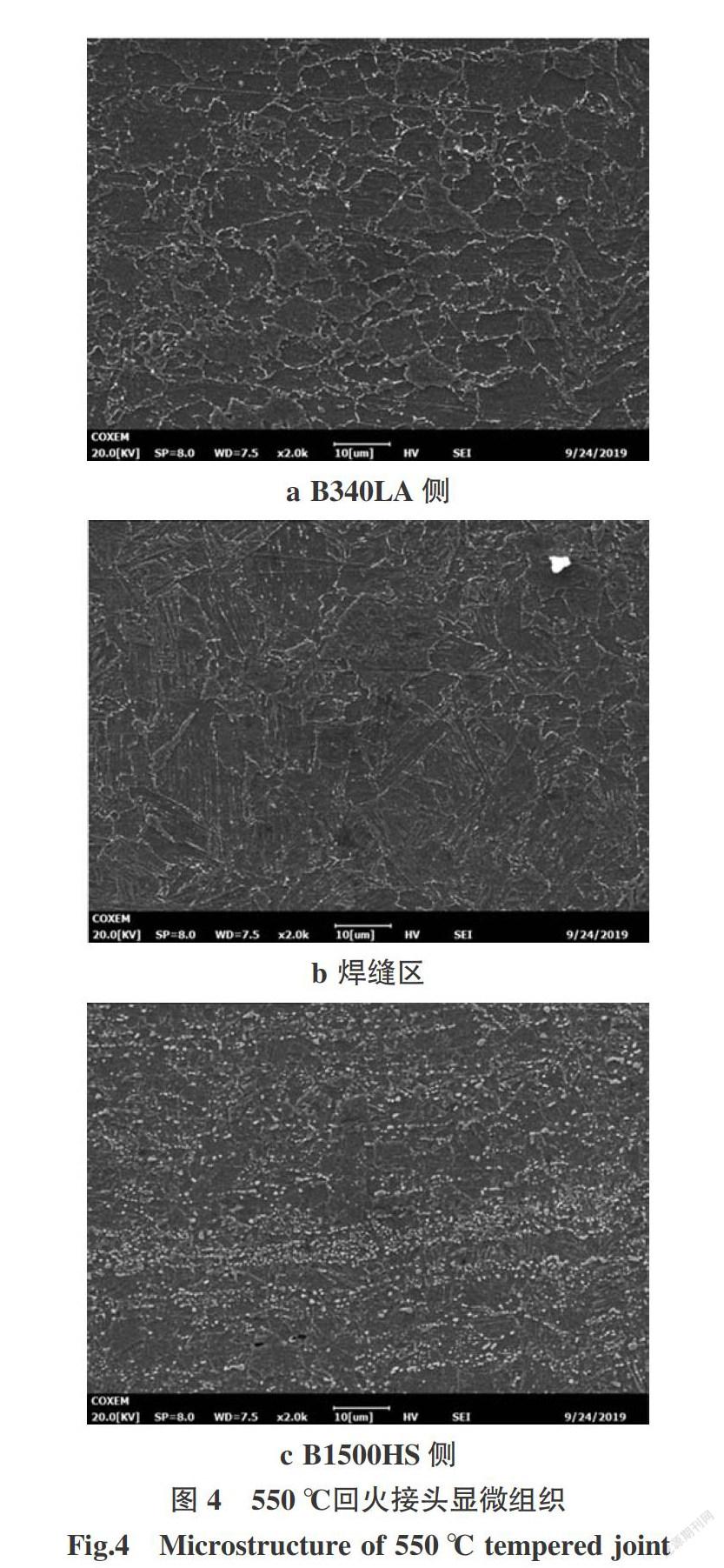
550 ℃回火处理后焊接接头不同位置的微观形貌如图4所示。经高温回火后,B340LA侧铁素体基体的回复再结晶过程结束,晶粒尺寸增大;焊缝区的马氏体组织减少,等轴铁素体增多,并且经过高温回火后,渗碳体和铁素体形成回火索氏体,为焊缝主要组织;B1500HS侧组织未发生显著的变化,这是因为热处理温度在Ac1以下,铁素体基体的再结晶过程结束。
2.2 回火对激光焊接头硬度分布影响
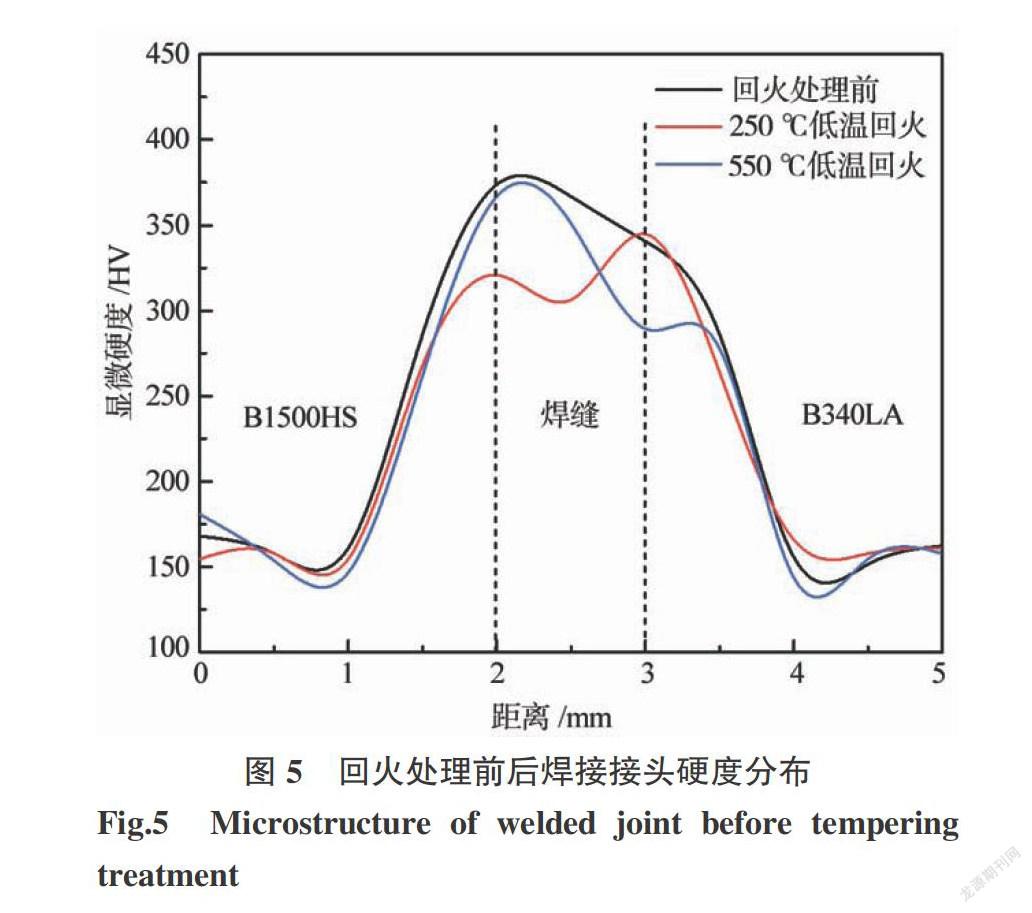
为进一步分析组织变化对接头性能的影响,采用显微硬度计对激光焊焊接接头区域的硬度分布进行试验分析。以焊缝为中心向B340LA及B1500HS侧延伸,共取11个测试点,间隔0.5 mm,在测试点的垂直方向取3个硬度值并取其平均值。试验载荷25 gf,加载时间 10 s,硬度分布曲线如图5所示。
试验结果表明,回火前后硬度分布趋势基本一致,均在焊缝处出现硬度最大值。回火前硬度最大值为373.8 HV,回火后硬度最大值为366.8 HV,略有下降。这说明经过回火處理后焊缝组织受到了一定程度的软化;热影响区的硬度没有太大变化,说明了两侧热影响区组织不仅是由高硬组织变为较软的组织,还通过热处理细化了晶粒,使得组织的硬度有所增加。
2.3 回火对激光焊接头抗拉强度的影响
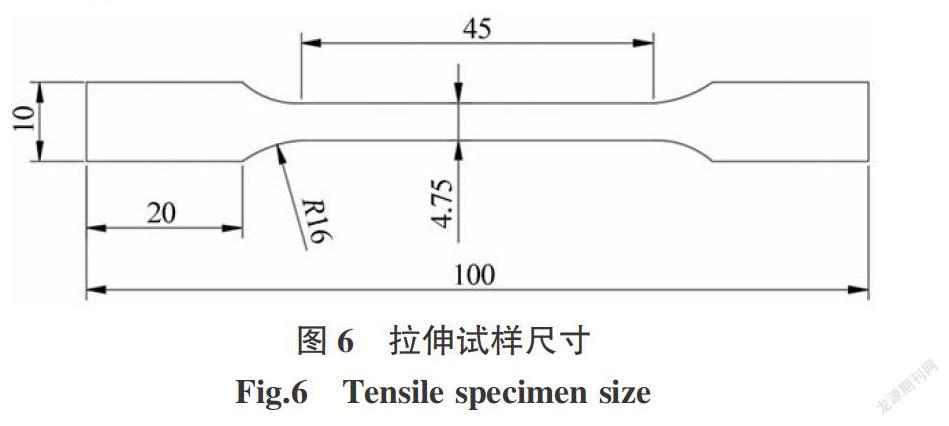
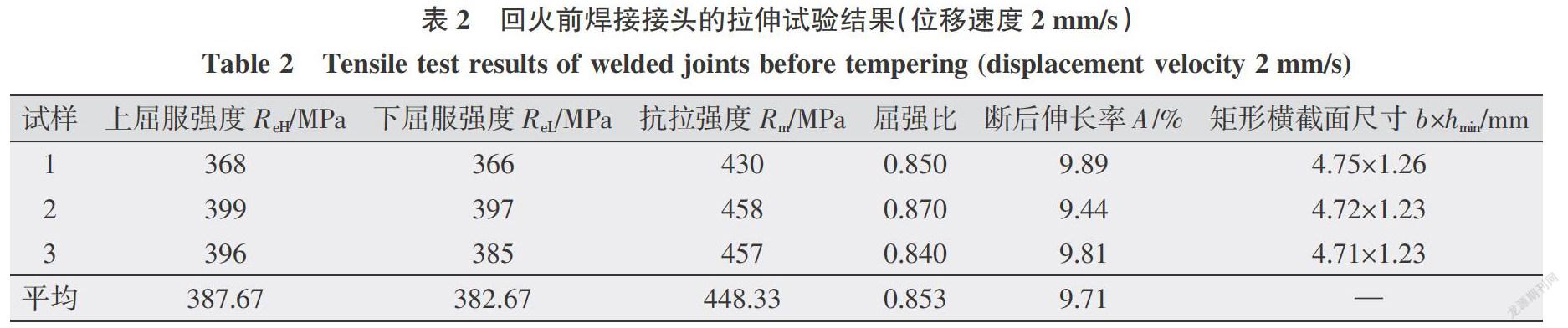
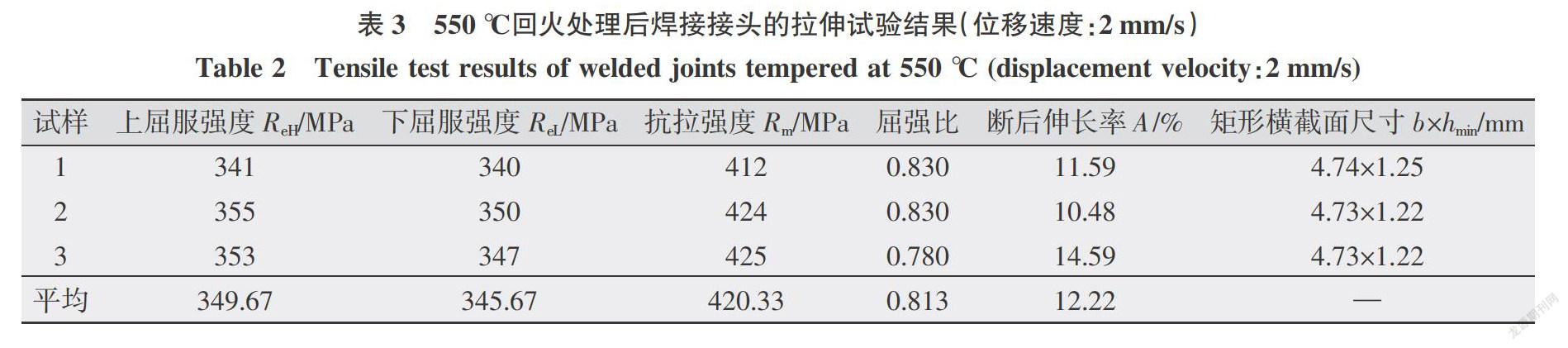
利用线切割切取拉伸试验用试样进行550 ℃高温回火,保温1 h,随炉冷却。将试样夹持在试验机上,通过向微机控制电子万能试验机WDW-100输入参数进行拉伸试验,试样尺寸如图6所示,回火前后焊接接头的拉伸试验结果分别如表2、表3所示。
对比表2与表3可知,试样经过550 ℃的高温回火处理后,屈服强度和抗拉强度明显下降,而断后延伸率得到了提高,这说明经过高温回火后板条马氏体组织逐渐发生回复再结晶,有碳化物析出,马氏体板条逐渐软化并形成回火索氏体,使抗拉强度降低。高温回火后,析出的合金化合物有聚集长大倾向,当析出物与基体脱离共格关系逐渐聚集长大时,基体的内应力会减小,有助于提高钢的塑韧性,这有利于保证该板用于汽车结构板时后续的锻压效果,提高了成品率以及汽车的服役年限。
3 结论
(1)焊接接头回火处理前,B340LA/B1500HS钢经激光焊焊接成形,但由于激光焊具有较高的能量密度,且焊接速度较快,冷却速度较快,过冷度相对较大,在热影响区和焊缝区容易产生粗大的马氏体和魏氏体组织,因此焊缝区和热影响区的硬度较高。
(2)焊接接头经过回火处理后,微观组织发生显著变化。低温回火后,焊缝组织转变为回火马氏体;高温回火后,焊缝组织转变为带有板条马氏体形态的回火索氏体;当回火温度达到550 ℃时,回火索氏体转变基本完成。且B340LA侧热影响区随着回火温度升高,板条马氏体消除,转变为铁素体组织;B1500HS侧热影响区经过回火处理后,晶粒尺寸变化不大,但是析出相增多,有助于提高钢的塑韧性。
(3)焊接接头经过高温回火处理后,接头硬度下降幅度不大,焊缝附近硬度过渡略平缓,焊接接头的屈服强度和抗拉强度下降,塑韧性得到了一定的提高,有利于保证该接头用于汽车结构时的后续冲压工艺,提高了成品率以及汽车的服役年限。
参考文献:
[1] 朱强. 差厚激光拼焊板焊接工艺及其组织性能研究[D].江苏:江苏大学,2007.
[2] Gaied S,Roelandt J M,Pinard F,et al. Experimental andnumerical assessment of tailor-welded blanks formability[J]. Journal of Materials Processing Technology,2009,209(1):387-395.
[3] Padmanabhan R,Oliveira M C,Menezes L F. Deep draw-ing of aluminum-steel tailor-welded blanks[J]. Materials& Design,2008,29(1):154-160.
[4] Panda S K,Kumar D R. Improvement in formability of tailorwelded blanks by application of counter pressure in biaxialstretch forming[J]. Journal of Materials Processing Techn-ology,2008,204(1-3):70-79.
[5] Qiu X G,Chen W L. The study on numerical simulation ofthe laser tailor welded blanks stamping[J]. Journal of Mat-erials Processing Technology,2007(187-188):128-131.
[6] 陈彦宾. 现代激光焊接技术[M]. 北京:科学出版社,2005.
[7] 任芝兰. 汽车用高强度钢的激光焊焊接性研究[J]. 制造材料,2006,44(1):72-73.
[8] 李彬坡,刘鹏,赵宝中,等. 不等厚B340LA/B1500HS异种高强钢薄板TIG焊接头成形及组织性能[J]. 电焊机,2014,44(8):40-43.
