非恒温环境下孔径尺寸控制
2020-09-10舒森
舒森




摘要:本文基于某型号柴油机连杆大头孔加工,分析非恒温环境对连杆孔径造成的误差,寻求简单可靠、操作方便的方法来控制孔径尺寸。
关键词:非恒温环境;测量控制;连杆孔径尺寸控制
0 引言
金属加工中对于精度要求较高的产品一般需要在恒温环境下进行,对于恒温环境而言选用合适的刀具和资质符合要求的人员很容易将尺寸准确的控制。但多数中小型企业只能提供一般的非恒温作业环境,包括非恒温车间、非恒温机床,事实表明在该条件下加工的产品精度会受到极大的影响,导致产品质量稳定性下降,在加工大尺寸的工件时更为显著。部分企业采取强制缩小公差带宽来进行尺寸控制,能够在一定程度上提升产品质量,但其成倍的增加了加工成本甚至是牺牲加工效率,该方法可取性并不高。
1 描述
本文以加工某型号连杆大头孔为研究对象,该连杆大头孔尺寸在220附近,公差等级H6为:属于大孔加工。较为科学合理的加工方式为镗削,工艺流程为:①半精镗刀半精加工→②缩小精镗刀试切削5mm深→③以标准圈校调量缸表→④测量试切孔径→⑤根据试切孔径调节精镗尺寸→⑥精镗刀精镗孔→⑦测量→⑧三坐标→⑨钳工→⑩成品检查入库。本文所论述的产品加工条件为非恒温车间,非恒温机床,使用水溶性切削液,同时采用内径千分表(量缸表)及标准圈作为测量手段。按此工艺流程在进行到步骤⑩成品检查工序时笔者发现连杆成品孔径与加工时所控制的连杆孔径存在差异(以下统称尺寸变化量)。
2 温度影响分析
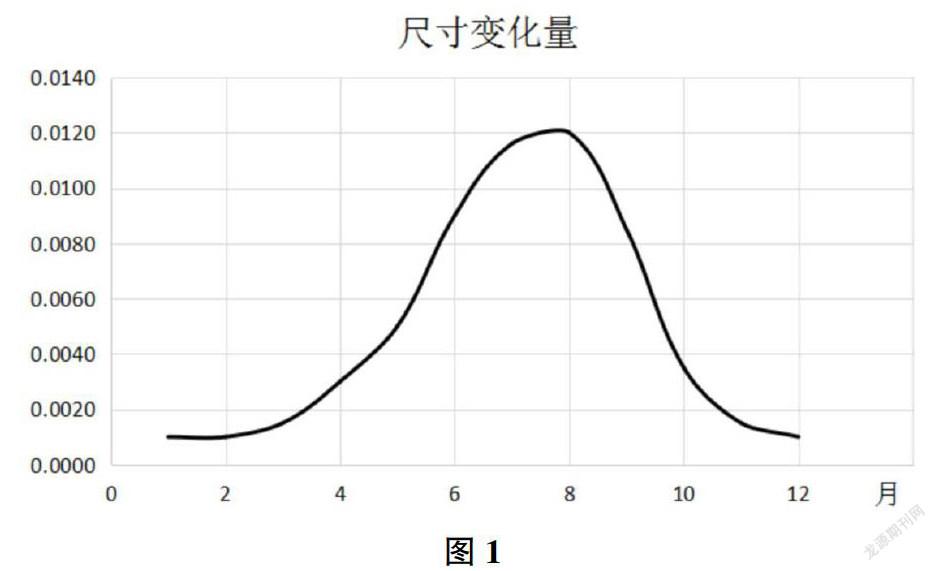
因观察发现尺寸变化量随季节变化呈现出交替变化的规律,故对工件加工日期与尺寸变化量进行了初步统计分析(如图1),从图中可以看出在6-9月之间尺寸变化量明显大于其它月份。在加工过程中标准圈的温度始终与车间环境温度接近,而步骤④测量试切孔时连杆是处于被切削液喷淋过的状态,标准圈与连杆孔所处环境不同,又无恒温装置,两者间产生了温差,此时做测量势必会形成误差。而6-9月为高温季节,切削液的蒸发吸热性更强,加上风扇的使用,所形成的温差便更大,根据热膨胀公式“尺寸变化量δ=热膨胀系数*基础尺寸*ΔT”可知尺寸的变化量也就更大。
虽有热膨胀公式,但材料热膨胀系数并不是一个常数,同一种材料也会随其内部晶粒结构等影响而改变,同时还会随温度改变而逐渐变化,而且加工时工件被喷淋过程中温度并非均匀整体变化,工件外形也非标准规则的,故按理论公式计算很难与实际相符。为更精确的分析温度带来的影响,在不同的环境气温下随机抽取连杆进行统计测量,在加工前记录环境温度,在步骤⑩成品交检时记录尺寸变化量,并生成尺寸变化量与环境温度散点图(如图2)。从图中可以看出在一段环境温度内尺寸变化量的变化趋势比较稳定,在到达约26℃后尺寸变化量的变化趋势比较明显。且尺寸变化量与环境温度并非成简单正比关系,略显示出多阶次变化。
3 孔径控制方法分析
3.1 拟合公式法控制
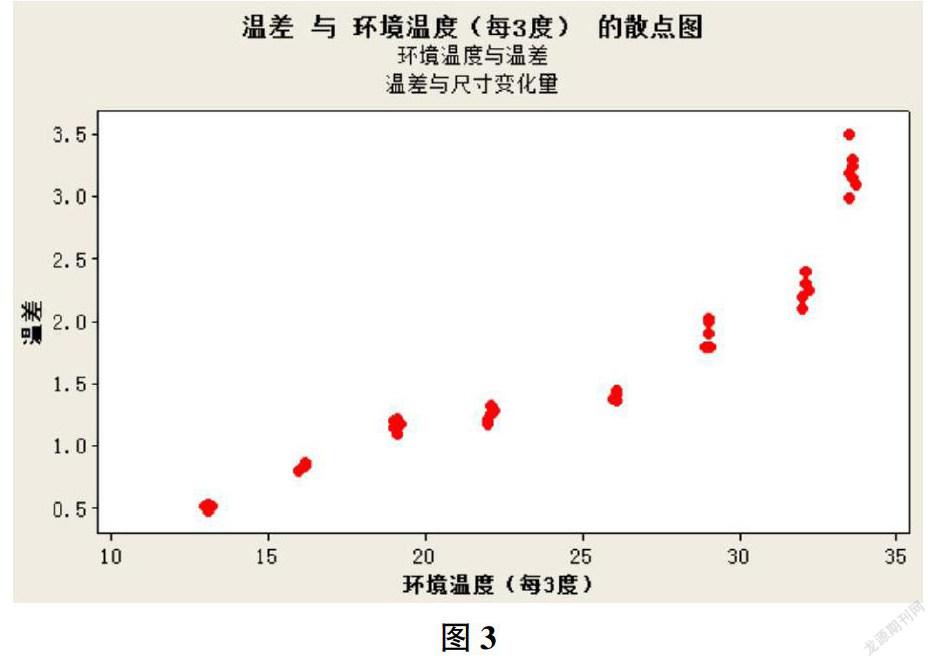
如前所述不能用理论公式进行计算,可考虑基于大量实际数据分析得出尺寸变化量随环境温度的变化趋势,在实际加工时只需参照尺寸变化量对孔径进行预先修正便可保证产品质量。此时需要先确认同一车间温度下尺寸变化量的稳定性,如果稳定性太差,则会形成较大误差。为此每隔3度采集同一温度下对应尺寸变化量及温差,生成散点图(如图3),从图3中可以看出环境温度越高,温差波动性越大,在13度时最小波动为0.05度,在35度时最大波动范围为0.4度,故其可能形成的误差最小为0.05/0.6=8.3%,最大为0.5/3.3=15.15%,因最大尺寸变化量约为0.012,故其最大误差为0.012*0.151=0.0018,在一般精度要求中也是完全可以接受的。
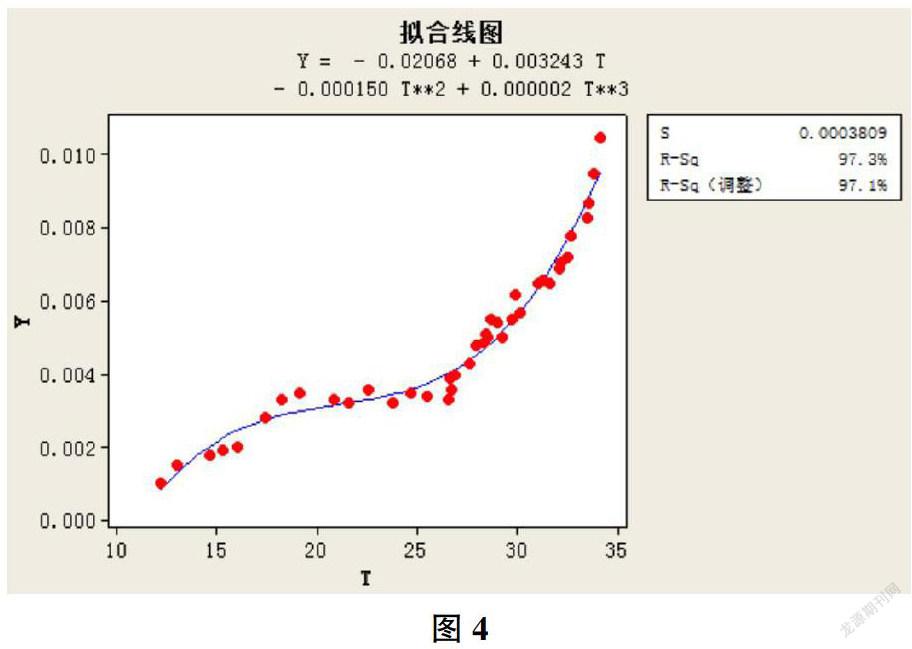
按前述统计方法获取尺寸变化量与环境温度数据后,利用MINITAB的拟合功能对尺寸变化量与环境温度进行分析,得出尺寸变化量Y与环境温度T的回归拟合方程:Y=-0.0207+0.0032*T2+0.000002*T3(如图4),因其R-Sq为97.3%,故回归方程可信,但会增加微小误差。在得出拟合方程后则可提前计算出当前要加工工件所处环境温度下的孔径尺寸变化量,加以预先控制即可。
说明:该拟合公式仅是本文所论述产品在其特定加工环境下所形成的,读者不可照搬,受材料、切削液浓度、空气湿度、工件表面空气流速等各因素影响其拟合方程可能会有很大差异。
3.2 温差控制法
3.2.1 温差控制
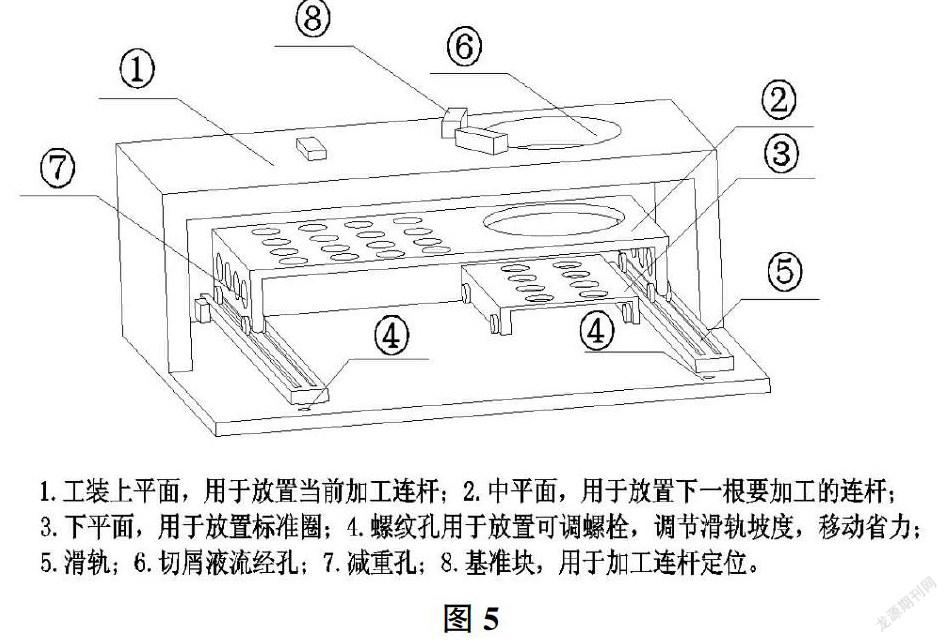
因温差为造成尺寸变化量的直接原因,故可直接缩小标准圈与工件的温差来达到控制尺寸精度的目的,为此设计如图5专用工装。
工装说明:要求标准圈可置于工装上同时可被切削液浇注,以此来减小工件与标准圈间的温差。同时在平面2上可融纳另一连杆目的是为了延长其被切屑液浇注的时间从而进一步缩小标准圈与连杆之间的温差。
3.2.2 孔径控制效果
由于标准圈一直处于切削液喷淋状态,与工件喷淋持续时长不等,因此需要分析标准圈冷卻时间长短带来的测量误差。在环境温度最高时采用专用工装正常加工连杆,每隔一段时间记录一次标准圈孔径(如表1),生成孔径随时间变化曲线(如图6)。
从以上数据可做以下理论推断:因单根连杆加工时间约30分钟,第一根及第二根连杆与标准圈是同步冷却,温差极小;加工第三根连杆时标准圈冷却了约90分钟,连杆冷却了约60分钟,误差0.0124-0.0116=0.0008mm;加工第四根连杆时标准圈冷却了约120分钟,连杆冷却了约60分钟,误差为0.0124-0.011=0.0014mm;随着加工数量的增加,精度略有减低,但已经很不明显了,最大约为0.0124-0.01=0.002mm。
实际控制效果:采用专用工装进行加工,第一根、第二根连杆孔径相差约0.0005mm,第三根相差约0.0015mm,第四根相差约0.0015mm,第六根相差约0.002mm。
控制效果提升:因前两件工件与标准圈是同步冷却,温差极小,误差约0.0005mm,为了进一步提升控制精度故可考虑增加同步冷却工件的数量,或可多备几副标准圈重复循环使用,加工过程中让连杆和标准圈始终保持同步冷却。并在各环境温度下进行验证,测量数据如表2。
从表中可以看出,通过采用该控制法后,尺寸变化量由最大约0.012保持在了0.0003-0.0007之间,精度得到极大提升。
4 总结
综上所述,对于一般精度要求的孔径尺寸可考虑拟合公式法控制,但需大量数据作为分析基础,同时应注意数据收集的准确性;对于有较高精度要求的孔径尺寸则可采用温差控制法中图5所示方式进行;若在有很高精度要求时则建议采用让工件和标准圈始终保持同步冷却的温差控制法。
参考文献:
[1]成大先.机械设计手册[M].北京:化学工业出版社,2009.
[2]张思远.无机晶体的结构、组成和性质[M].北京:科学出版社,2012.
