不锈钢薄板对接焊仿真分析
2020-09-10罗剑锋
罗剑锋

摘要:在薄板焊接中,高温热源加载和移动后快速冷却,使得焊缝处存在焊接残余应力。为了预测焊接残余应力集中地方和大小,方便进行工艺设计,采用ANSYS WORKBENCH对不锈钢薄板对接焊焊缝进行数值分析,得出温度场和应力场分布。
关键词:焊接;温度场;应力场;残余应力
0 引言
在目前的工业生产中,焊接因工艺过程简单,制作加工方便;结构简单,强度高,已经成为主要的结构连接方式。但是焊接过程中产生的变形和残余应力,会对结构强度带来影响,特别是對于薄板,在焊缝周边由于变形和应力的影响,很容易引起焊缝裂开等故障,所以对焊接温度场和应力场的研究,可以为设计、施工方案提供有效的依据。随着有限元和计算机软件开发的发展,采用有限元方法对焊接进行数值模拟已取代大量的实物焊接试件,成为研究的热点方向。本文通过ANSYS WORKBENCH对1.5mm厚薄板进行温度场和应力场分布有限元分析。
1 模型处理及材料参数确定
材料为304不锈钢,物理参数直接引用Engineering Data Sources参数中自带的Stainless Steel材料参数。
利用Workbench中DM进行建模,模型为两块长200mm,宽度50mm,厚度1.5mm板料在长度方向进行对接焊。由于板料厚度为1.5mm,采用MIG焊一次焊接成型,对于焊缝熔深和宽度分析忽略,将模型简化为板料对接,无需坡口处理。采用SOLID六面体进行分析,网格大小为0.75mm。
2 约束条件
2.1 热源加载
由于采用的为MIG焊,直流反接,焊接电流为80A,电压为20V,焊接速度10mm/s。根据公式(1),计算出Q=1280J/cm。
Q=η·U·I(1)
其中Q为线能量,J/cm;η为热效率,MIG焊热效率较高,取0.8;U为焊接电压;I为焊接电流。对于热输入较小、对熔池电弧吹力较小的情况下,采用高斯热源即可得到较满意的结果,采用的钨极直径为0.8mm直径,热影响半径R=0.15mm。高斯热源公式(2)
用ANSYS APDL中Function功能将热源计算加载到模型上。
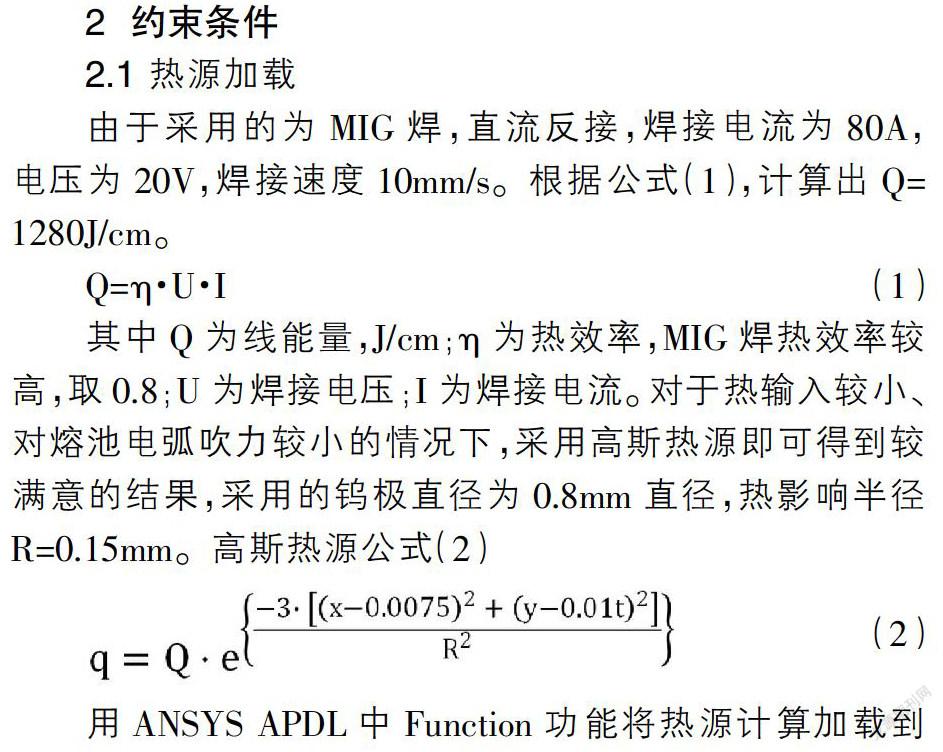
2.2 约束及边界条件
顶面为A1面,其为热源输入边界,其余面为对流边界,对流系数为30W/m2·℃,基础温度为22°C,底部为竖向约束,法向为X轴的两侧面施加X向约束。如图1所示。
3 温度场分析
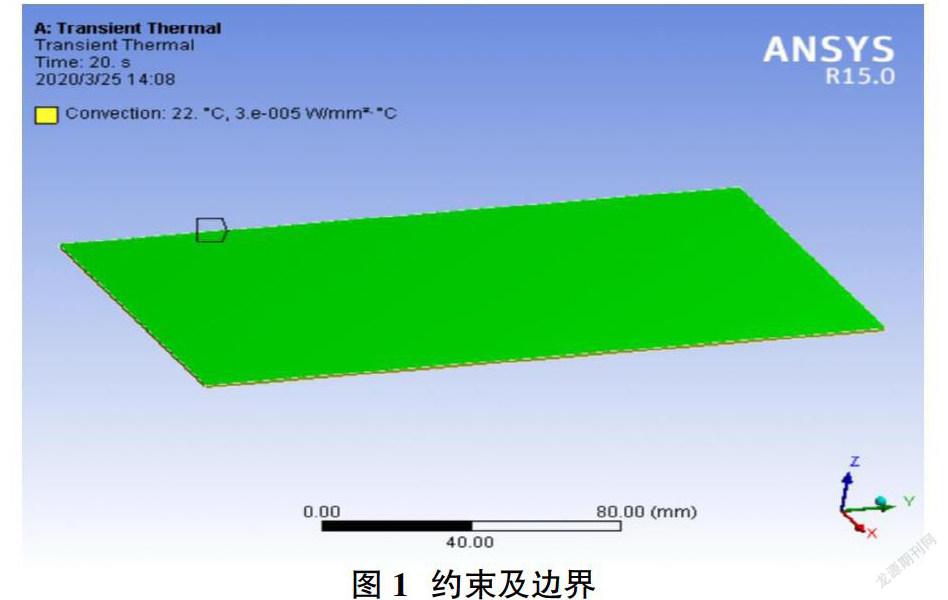
将热源条件载入以后,将20S焊接过程分解为100步进行运算。求解得到温度分布曲线,如图2所示。
由图2可知,焊接过程中在起弧阶段0.4s时温度达到1530°C,不锈钢母材开始融化,焊接过程中温度稳定在2200°C左右。在19.6s后,焊接收弧阶段达到2770°C。其焊接温度场变化如图3,由图可知,焊接热影响区域集中在平行于焊缝左右20mm范围内。
4 应力场分布
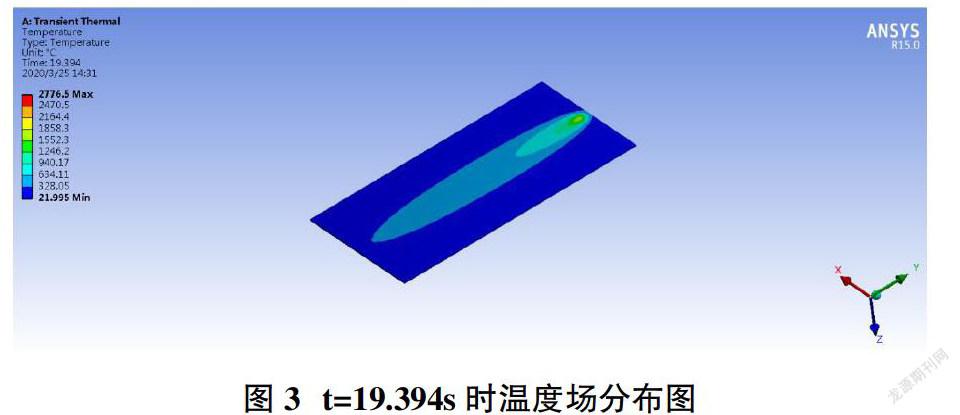
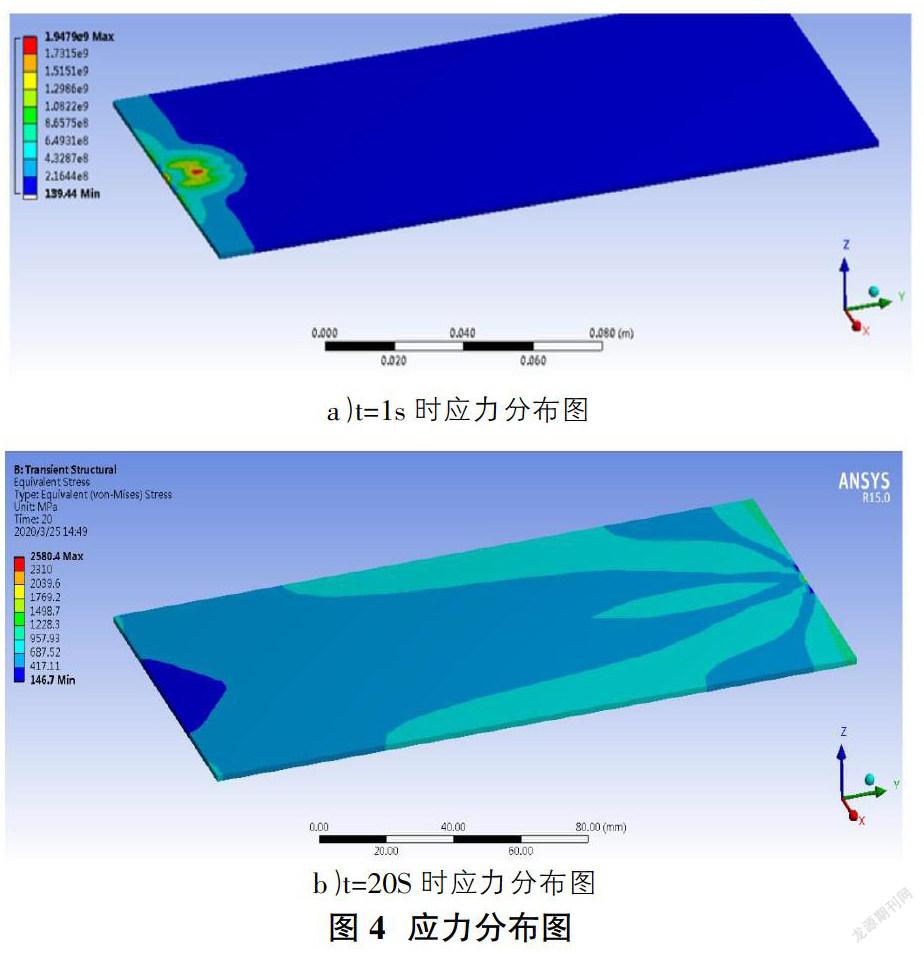
将温度场加载到应力场中,得到应力场分布图如图4。
由图可知,在t=1s,焊接部分应力为1947MPa,随着时间的推移,其余焊缝部分缓慢冷却,在焊接完成,t=20s时,随着焊缝的不断冷却,在起焊点,残余应力下降到147MPa。焊接残余应力沿着焊缝方向分布在平行于焊缝左右20mm范围内。
5 结论
通过ANSYS WORKBENCH对不锈钢薄板对接焊进行了数值模拟,通过对温度场进行模拟,得到了温度场分布情况,同时将温度场作为载荷加载到应力场中,得到焊接应力分布情况,处理后,结论如下:
①焊接过程中焊缝区间温度较高,能达到2700°C,随着远离焊缝距离增大,焊接热影响逐渐减小。主要集中在平行于焊缝左右距离20mm范围内。②焊接过程中,应力最大达到1947MPa,主要表现为拉应力,应力由焊件边缘向焊缝处集中。随着焊接缓慢冷却,焊接残余应力主要集中在平行于焊缝左右距离20mm范围内,其值为147MPa。
参考文献:
[1]贺鸿臻.热源模型对焊接数值模拟影响的研究[D].内蒙古科技大学,2015.
[2]朱学敏,王宗彦,吴淑芳,张丽琼,潘变.薄板焊接残余应力和变形的数值模拟[J].热加工艺,2012(21):159-161.
[3]梁明.机械应力消除法对焊接残余应力的影响核心探究[J].内燃机与配件,2019(01):97-98.
