BHT-3X机床加工活塞销孔的参数设计及应用
2020-09-10孔琳封晓晶刘耀东张鸿岩
孔琳 封晓晶 刘耀东 张鸿岩





摘要:本文针对BHT-3X机床,介绍了其批量加工铝活塞销孔参数的优化设计方法,并对其进行了验证应用,具有一定的参考价值。
Abstract: The paper describes the optimized design method of machining Aluminum piston pin hole parameter in correspond to the BHT-3X machine, and which was validated and applied. It has certain reference value.
关键词:活塞;销孔机床;参数设计
Key words: piston;pin hole machine;parameter design
0 引言
BHT-3X为我公司自主设计的最新一代精镗销孔机床,主要用于发动机铝活塞精镗销孔专用机床,该机床主轴回转精度为0.002mm,最高转速3500r/mm,能够满足铝活塞销孔直径公差0.004mm,圆柱度0.0015mm,粗糙度Ra 0.4mm以下产品的加工要求。为了满足批量加工要求,因此有必要对其最优加工参数进行设计,并进行推广应用,本文将针对此问题展开研究。
1 活塞销孔加工精度的主要影响因素
常规铝活塞销孔的加工一般要经过粗镗销孔、精镗销孔两个工序加工成型。某些公司针对不同的加工要求还有半精镗销孔、滚压销孔、亚微米光整销孔等加工。本文只针对BHT-3X机床(如图1所示)针对常规铝活塞的精镗销孔加工展开研究。常规铝活塞粗镗销孔给精镗销孔留有0.5mm的加工余量,在批量加工时影响销孔加工精度主要表现在机床进给量、转速、切削深度等几个方面,另外PCD刀具的刀尖R弧对加工精度也有一定影响。
2 活塞销孔加工参数的优化设计
2.1 进给量对加工精度的影响
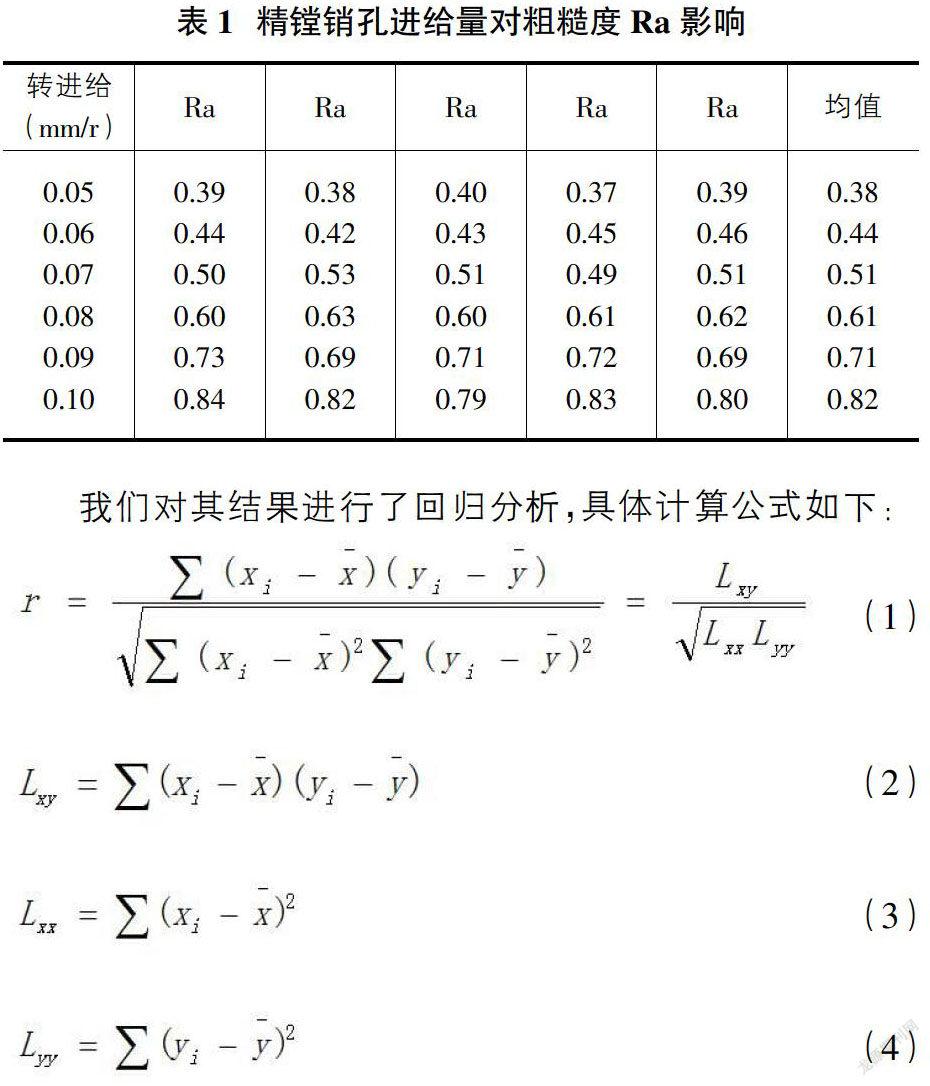
根据活塞精镗销孔作业指导书的要求,每转进给量一般控制在0.05~0.10mm/r之间,进给量的大小直接影响着活塞销孔的最终加工精度,我们对不同的进给量加工后的活塞精度进行了试验,试验数据见表1。
我们对其结果进行了回归分析,具体计算公式如下:
将表1相关数值带入公式,经过计算,粗糙度与每转进给量的相关系数r为0.993,为强正相关。用minitab软件进行回归分析结果如图2所示。
2.2 机床转速对粗糙度的影响
铝活塞销孔加工粗镗销孔转速通常控制在1500r/mm,精镗销孔通常控制在2800~3000r/mm,不同的转速对活塞销孔的加工精度有直接的影响,为了确定BHT-3X机床的最优转速,我们对BHT-3X不同的机床转速加工后的活塞精度进行了试验,试验数据见表2所示,相关系数r计算公式见本文上述公式(1)~(4),经计算r为-0.996,为强负相关。
我们对其结果进行了回归分析,如图3所示。
2.3 刀尖R的大小对粗糙度的影响
通常工艺上不对刀尖R的大小进行规定,根据以往加工经验一般选择刀尖R0.8。我们对刀尖R0.8\R1.0\R1.2三个参数对粗糙度的影响进行试验对比。检测结果如表3所示。通过分析刀尖R与活塞销孔粗糙度的线性相关系数r为-0.977,为强负相关。通过回归分析其关系如图4所示。
2.4 切削深度对粗糙度的影响
精镗销孔分两刀加工,通常粗刀给精刀留0.05mm的切削深度。因为我公司切削深度控制的加工余量基本在最小的安全加工范围之内,根据以往经验是一个比较理想的控制参数,因此本文不对此展开研究,切削深度按0.05mm控制。
3 DOE试验分析
为了确定转速、进给量、刀尖R弧等不同因子的不同水平对活塞加工精度的影响,以确定合理的加工参数。我们进行了DOE试验,试验数据如表4所示。
DOE试验粗糙度主效应图如图5所示。
根据DOE试验分析结果,从三因子极差可知,转速对加工精度的影响最小,其次是进给量和刀尖R。从图上可以明显的看出每一因子的最好水平时转速为3000r/mm,进给量0.05mm,刀尖R弧R1.2。
4 工序能力验证
对BHT-3X机床按转速3000r/mm,进给量0.05mm,刀尖R弧R1.2,切削深度0.05mm。现场采集125个数据进行了工序能力验证,采用均值极差图进行了分析,经验证其精镗销孔工序能力较高,PPK达到1.67以上,圆柱度达到了0.0015mm,粗糙度Ra 0.4mm以下,过程比较稳定,能够满足批量加工要求。
5 小结
①机床转速、进给量、刀尖R弧等参数的大小对活塞销孔质量及精度有很大影响。
②利用回归分析进行活塞参数设计,并用DOE进行试验分析,对于BHT-3X机床活塞销孔加工参数的优化及控制具有很好的指导意义。
参考文献:
[1]刘耀东.特殊要求的活塞销孔相關加工方法研究[D].济南:齐鲁工业大学,2013,11.
[2]郭书刚,孔琳,李岩.内燃机活塞销孔镗削与滚压工艺分析[J].内燃机与动力装置,2011(4):51-53.
