基于机器视觉技术的雪茄烟质量检测装置设计
2020-09-09金怀国夏荒生曾雄伟
金怀国,夏荒生 ,曾雄伟
(1.中国电子科技集团公司第41研究所,安徽 蚌埠 233010;2.襄阳卷烟厂,湖北 襄阳,441000;3.武汉卷烟厂,湖北 武汉,430000)
一、引言
随着卷烟科技的进步以及市场竞争的加剧,卷烟企业对香烟质量要求越来越高。实际生产过程中,小盒烟包的缺支[1]、反支、残支、偏移以及铝箔纸[2]的偏移、褶皱、破损等缺陷不可避免,严重影响产品质量。一旦缺陷烟包流入市场,既损害消费者利益,又给卷烟企业形象造成不利影响。
目前,国内主要利用光电技术[3]来实现雪茄烟缺支的检测,但对于反支、残支、偏移却不能够很好的检测。同时光电检测装置的检测位置距离雪茄烟送入烟盒有相当长一段距离,在此过程中极有可能再次产生残支、偏移等缺陷,不能完全保证雪茄烟烟支质量。而且针对雪茄烟铝箔纸偏移、褶皱以及破损等缺陷还没有有效的检测设备。因此,设计了一种基于机器视觉技术的雪茄烟质量检测装置。
二、系统组成及方案
该装置用于检测雪茄烟包装过程中可能出现的缺支、反支、残支、偏移以及铝箔纸缺失、破损、偏移等质量缺陷,主要由一个控制盒和两个图像采集模块构成,系统原理框图如图1所示。
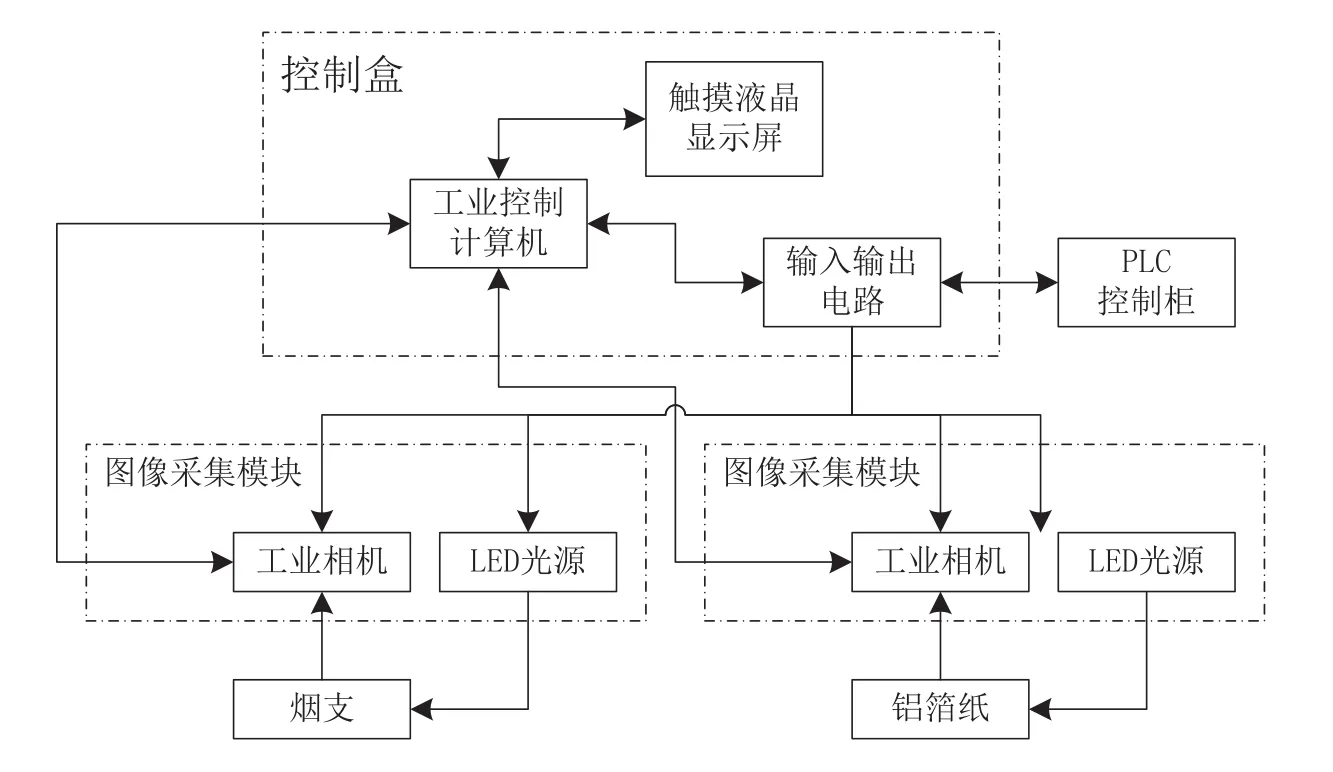
图1 系统原理框图
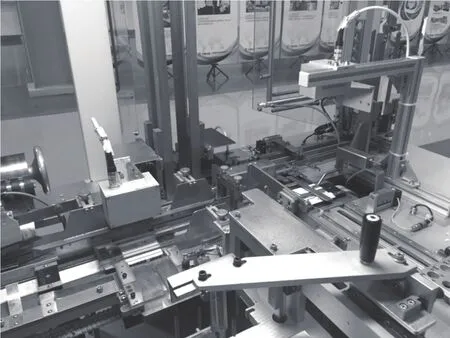
图2 图像采集模块安装图
控制盒主要包含一个用于人机交互的带触摸的彩色液晶显示屏以及一个工业控制计算机。工业计算机是整套装置的核心,通过图像处理技术对图像采集模块采集到的图像数据进行处理,判断当前烟支和铝箔纸是否存在缺陷,并将检测结果发送给PLC控制柜。图像采集模块负责通过工业相机采集烟盒内的烟支和铝箔纸上表面图像并进行初步处理后传送给控制盒内的工业计算机,现场安装图2所示。
三、检测原理及应用
(一)烟支质量检测原理及应用

图3 烟支质量检测流程图
在获取烟支上表面图像后,利用图像处理技术对拍摄的图像数据进行灰度化。对灰度图像每一行像素计算平均灰度,得到垂直投影曲线,通过滤波处理消除其中的细小的干扰。由于烟支端面与背景对比明显,所以二者交界的地方会形成阶跃,通过从背景向烟支方向扫描投影曲线确定烟支端面位置,从而计算出烟支偏移量。通过用户设定偏移区间,决定烟支偏移可接受程度。在烟支偏移量可接受的情况下,叠加烟支偏移量,根据雪茄烟烟支特性进行阈值分割,计算目标像素个数,从而判断出是否发生缺支、反支以及残支的缺陷。最终,实现雪茄烟缺支、反支、残支以及偏移等缺陷的检测,其处理流程如图3所示。
图4展示了烟支质量检测效果。其中(a)与(b)利用像素技术算法实现缺支、残支的检测;(c)与(d) 利用边缘检测算法实现烟支偏移的检测。


图4 烟支质量检测效果图
(二)铝箔纸质量检测原理及应用
在获取铝箔纸上表面图像后,利用图像处理技术对拍摄的图像数据进行灰度化。对灰度图像每一行像素计算平均灰度,得到垂直投影曲线;对灰度图像每一列像素计算平均灰度,得到水平投影曲线,通过滤波处理消除其中的细小的干扰。通过扫描投影曲线确定铝箔纸水平和垂直方向位置,从而计算出铝箔纸包装偏移量。通过用户设定偏移区间,决定其偏移可接受程度。在铝箔纸偏移量可接受的情况下,叠加偏移量,计算铝箔纸多级灰度,与标准模板图像进行对比,从而判断出铝箔纸是否发生褶皱、破损的缺陷。最终,实现雪茄烟铝箔纸偏移、褶皱及破损等缺陷的检测。

图5 铝箔纸质量检测流程图
图6展示了铝箔纸质量检测效果。其中(a)与(b)利用像素技术算法[4]实现铝箔纸缺失、褶皱的检测;(c)利用边缘检测算法实现铝箔纸偏移的检测;(d)利用相似性匹配[5]算法实现铝箔纸褶皱的检测。

图6 铝箔纸质量检测效果图
四、结语
该检测装置已成功应用于雪茄烟包装机,经使用测试,证明了该装置能够满足卷烟企业对雪茄烟质量检的需求,使用方便,运行稳定、可靠。
