发动机缸盖气道测漏设备浅析
2020-09-06孙安
孙安
摘 要:缸盖气道的气密性影响着发动机的燃烧过程及性能输出,在缸盖装上发动机之前,必须进行气道测漏。文章介绍了缸盖气道测漏设备的基本构成及原理,并提出了在一台设备中兼容两种不同型号缸盖的气道测漏的柔性化方案,同时对设备标定进行了分析。对缸盖测漏设备的典型故障进行了分析及解决方案介绍。
关键词:缸盖 气道测漏 气密性 柔性化
1 引言
良好的性能输出是发动机的必备条件,而良好的燃烧过程则是发动机性能输出的保证,同时燃烧过程的好坏程度会影响汽车的油耗及尾气排放指标。在发动机生产过程中,气道密封性的检测对燃烧过程起着决定性作用。所以,在所有批量生产发动机的主机厂,在缸盖装上发动机之前,都必须进行气道测漏,检测合格后才允许装配。原始测漏方法是将煤油灌入气道,一分钟后观察煤油是否会从气门、油封与缸盖的接缝处渗出,该方法耗时耗力,对发动机清洁度影响较大,在实际生产中已逐步被淘汰。本文介绍了一种可兼容两种缸盖的柔性化气道测漏设备,具有高效、精确、不影响清洁度等优势。
2 缸盖气道测漏设备的基本构成及原理
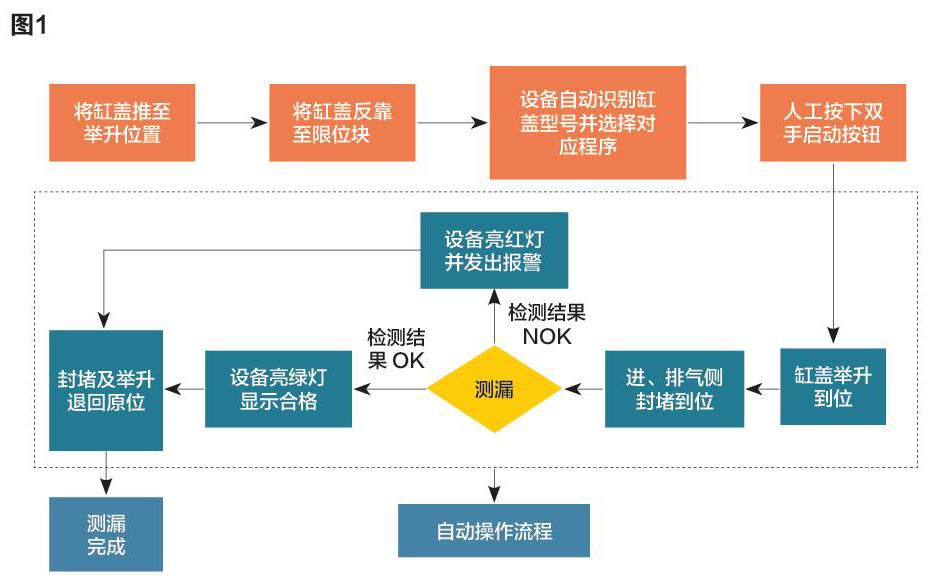
本文介绍的缸盖气道测漏设备是兼容两种不同缸盖气道的气密性能检验的干式捡漏专机,可实现对两种缸盖测试的自动识别及切换,为方便描述,指定两种缸盖分别为A缸盖和B缸盖。由机架、排气侧密封装置、进气侧密封装置、举升装置、辊道、气动系统、气密检测系统等组成。工作流程如图1:
设备配备无动力辊道,由人手工将工件推到设备举升位置,然后将限位块打下,并将缸盖反靠至限位块上。考虑到两种缸盖的轴向长度不一致,在不同位置设置了两个限位块,分别对应两种缸盖的限位位置。举升装置底板上装有一个接近开关,用于识别缸盖是否到位,对控制系统发出有料信号。由于A缸盖的高度高于B缸盖30mm,它们落在举升装置上的顶部位置一高一低,可利用对射光电传感器进行工件类型自动识别,将传感器安装在两种缸盖高度差异的位置,工件为A缸盖时,光电传感器得到信号,识别为A缸盖,工件为B缸盖时,光电传感器未得到信号,识别为B缸盖。定位方式为一面两销,利用缸盖底面及2个销孔,对缸盖的三维位置进行精准定位。系统接收到有料信号机机型识别信号后,通过人工按下双手启动按钮启动自动检测工作。举升装置将缸盖往上举升,在上行过程中遇到上限位后停止举升,进、排气侧密封装置进行自动封堵。封堵完毕后,系统自动充气检测,通过流量计单独对每个气门通道检测泄漏量;检测完成后,进、排气侧密封装置退回原位,举升装置复位,人工手动抬起侧面限位块并将缸盖推出设备。
设备机架主要由机台、立柱、顶架组成,机台用80X40X5mm矩形管焊接而成台板厚27mm,顶架用120X60X6方管焊接而成。焊接后作退火处理。无动力辊道由滚子,支架,导向,定位等组成。整体结构设计牢固,可靠,易拆装,确保装卸方便快捷。举升装置由80mm气缸、40mm导柱、导套、工件定位销、落销检测开关等组成。两种缸盖的排气侧密封装置为上下排布切换,上位为A缸盖密封位置,下位为B缸盖密封位置,通过旋钮旋转开关进行位置切换,切换后设备自动插入插销锁定位置,并有对射光电传感器检测该密封装置当前位置机型,该检测结果与举升装置的缸盖机型识别结果互锁,识别结果为同一机型时才允许进行下一步工作。密封导向为燕尾槽结构,封堵动力来源于2个100mm导杆气缸,结构简单可靠。进气侧密封装置整体结构基本和排气侧一致。检测系统内部有16个气动切换阀,封装在不锈钢盒子内,外接8个流量计标定口。
气动系统由精密调压阀和管路快换接头等元件组成。压力设定范围:0.01-0.5MPa之间,可满足对工件的不同压力工况测试。采用AC220V±10%作为工作电源,经控制变压器降压为24V直流后作为信号电源,控制系统采用两线制供电,整机总功率约为1.0KW;气源压力≥0.4Mpa。系统具备安全可靠的顺序控制,详尽周全的故障点检、巡检、控制,主控核心应用高端可编程控制器。
3 测漏系统原理及标定
泄漏量测量采用的是压差式检验法,检测仪器采用了8组FL-802型流量计,是具有高灵敏度的差压传感器。根据检测工件特点,检测系统配有无泄漏切换阀,连接到检测气路中。该检测系统具有检测时间短,精度高,重复性好等特点。在测量过程中,先对缸盖腔体内进行充气加压至0.1MPA,并将压力稳定保持5秒,该保压环节是为了将腔体内部气流进行稳定,之后进入测量环节,停止充气,经过一段时间后,根据压力差得出单位时间泄漏量。
气密测量系统需进行定期标定,确保系统的测量准确性。设备配有零泄漏工件,及模拟缸盖外形,但各通道均为完全密封状态,工件本身无任何泄露。日常标定将零泄漏工件按正常生产流程进行测量,观察检测结果是否接近或等于零泄漏,该标定一般为每天生产开班时标定一次即可。泄露数值精确度也需要定期进行标定,设备有专用的标定程序,将可调泄露头接在流量计标定口,利用零泄漏工件进行实时测量。可调泄露头带有标准泄露刻度,标定时,记录可调泄露头在0刻度时的测量值,将可调泄露头调整至100ml/min,观察并记录当前测量值,再将可调泄露头调整至200ml/min,观察并记录当前测量值,以此类推,共记录10次测量值,并对比实际测量值的变化是否与可调泄露头的刻度值变化一致,以此判定设备测量系统精度。
4 设备的典型故障处理
故障描述:
测量机测量系统校准出错
故障分析:
在现场观察其校准过程,发现只有个别测量参数校准出错,其它测量参数均能通过校准程序,而由于单一的测量参数校准出错,导致整个测量机无法通过校准,于是分析导致该校准出错的原因有3种可能:
(1)测量机的标准样件及测量机传感器测头积累了灰尘及污物,导致泄露发生变化;
(2)测量位置发生了变化;
(3)修改测量参数后,导致程序软件版本太多,从而导致校准程序出错。
故障排除:
根据第1种情况分析,对标准样件及传感器测头密封圈进行清洁,然后重新校准,同样出现了校准错误报警,于是排除由于灰尘及污物导致密封圈发生变化的可能性。
根據第2种情况分析,可以检查报警出错的相应传感器的状态,发现传感器的值均在正常的范围之内,于是排除了传感器测量的位置发生变化的可能性。
根据第3种情况分析,可以检查在Marposs Service 页面中查看测量软件版本,检查测量软件版本修改的时间及版本数量,经过查看,可以发现通常有几个测量版本在同时运作,导致测量系统无法正常通过校准,从而导致无法正常测量。发现这一问题之后,我们只需采取清除老版本,然后应用当前数据的方法,便可解决该问题,正常校准。校准完成之后,测量机即会显示“零点,合格”界面。
5 结束语
发动机缸盖气道测漏设备能精准高效的检测出缸盖的气道密封性能,同时不影响发动机清洁度,保证发动机的进气、排气过程能力,提升发动机的燃烧性能。该设备可广泛应用于发动机生产线,同时设备形式及工作原理课推广至其他测漏工序,提升制造业自动化能力。
参考文献:
[1]张海英,李华,马伟,李济顺,石松民,姚超峰.柴油机气道表面的数字化技术[J].内燃机.2007(02).
[2]李向荣,付经伦.柴油机进气涡流旋流器的研究[J].农业机械学报.2005(01).
[3]杜发荣,聂建军,高峰.基于现代设计方法的柴油机气道设计流程研究[J].机械科学与技术.2007(08).
[4]吴志军,孙济美,黄震.四气门柴油机进气道性能的试验研究[J]. 农业机械学报. 2001(02).
