页岩气用生产套管螺纹连接选用和评价技术研究
2020-09-04王建东黄永智
王建东,田 涛,陈 鸥,黄永智
(1.中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077;2.中国石油物资公司 北京 100009;3.天津钢管制造有限公司 天津 300301)
0 引 言
页岩气开发采用水平井多段体积压裂工艺,具有水力压裂压力高(80~100 MPa)、生产采气压力低(40~60 MPa)的特点。页岩气开发产量会发生较快递减,开采6个月后产量递减60%,气藏压力降至15~20 MPa。针对页岩气开发特点,文献报道了北美页岩气藏平均压力27 MPa、温度125 ℃,基于经济性和ISO 13679(2002)的适用温度范围,建议螺纹连接性能应满足CAL II级带弯曲(20°/30 m)和压缩效率≥80%,并指出API螺纹连接不适用于页岩气井[1]。VAM(瓦卢瑞克)基于井的垂深、水平段长和压裂压力,确定需要螺纹连接形式和性能指标以及评价方法[2]。当垂深大于3 000 m的页岩气水平井的直井段和弯曲段套管采用VAM TOP HT螺纹(标准接箍式连接高抗扭,连接效率100%,压缩效率80%);水平段套管采用VAM SG(近直连型无接箍式连接,拉伸效率90%,压缩效率63%),环空间隙较大且易于固井下套管。
API标准化组织基于页岩气水力多段压裂这种特定载荷工况[3],发展了一种标准化生产套管螺纹连接试验评价程序,分为四个检验项目,分别是螺纹抗粘扣试验(可选择的过扭矩试验是产品上扣规定最大扭矩的110%)、下套管旋转弯曲疲劳试验(弯曲度15°/30 m,旋转弯曲50 000次循环)、循环压裂模拟[弯曲(20°/30 m)+内压(水压103 MPa),压力循环100次]和生产运行(高温180 ℃环境,API 5C5的B系带弯曲20°/30 m的气密封检测)。该试验评价方法主要是螺纹旋转弯曲抗疲劳和多段水力循环压裂及后期采气密封性检测。文献[3]调研分析可知,目前还没有基于页岩气开发生产套管井下工况载荷和不同螺纹连接型式的性能分析,建立经济有效的选择螺纹连接和试验评价方法的相关研究。
1 研究方法
经调研,中国四川页岩气开发生产套管均采用高性能接箍式连接气密封螺纹(如天钢TPG2-HC和宝钢BGT2),密封结构采用独立的金属/金属密封。该种螺纹连接具有密封效率高(包络线载荷管体VME95%)、满足国际标准ISO 13679—2002《石油天然气工业-油套管螺纹连接评价程序》中最高级别四级评价试验要求,即满足高温高压复杂苛刻井开发。针对页岩气开发这种特定工况环境如何选用经济有效的密封螺纹形式和评价方法是降低生产套管柱成本的有效措施之一。通过对目前国内外在用套管螺纹连接的性价比分析,确定螺纹连接选用形式。螺纹性能主要指标是连接效率、压缩效率、内压效率、外压效率、气密封效率。结合井下工况载荷分析,制定螺纹连接试验评价程序,对拟选用螺纹连接进行验证评价和理论分析,确定螺纹适用性。
2 螺纹性能分析
套管螺纹连接型式为:接箍式、平齐直连型和近直连型,其性能指标分别见表1。螺纹连接型式优缺点比较见表2。
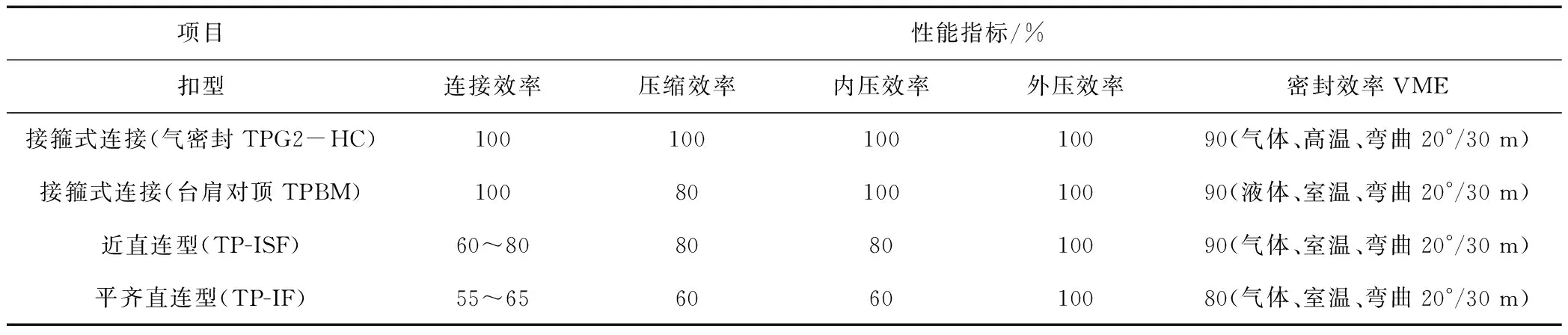
表1 螺纹连接形式性能比较分析
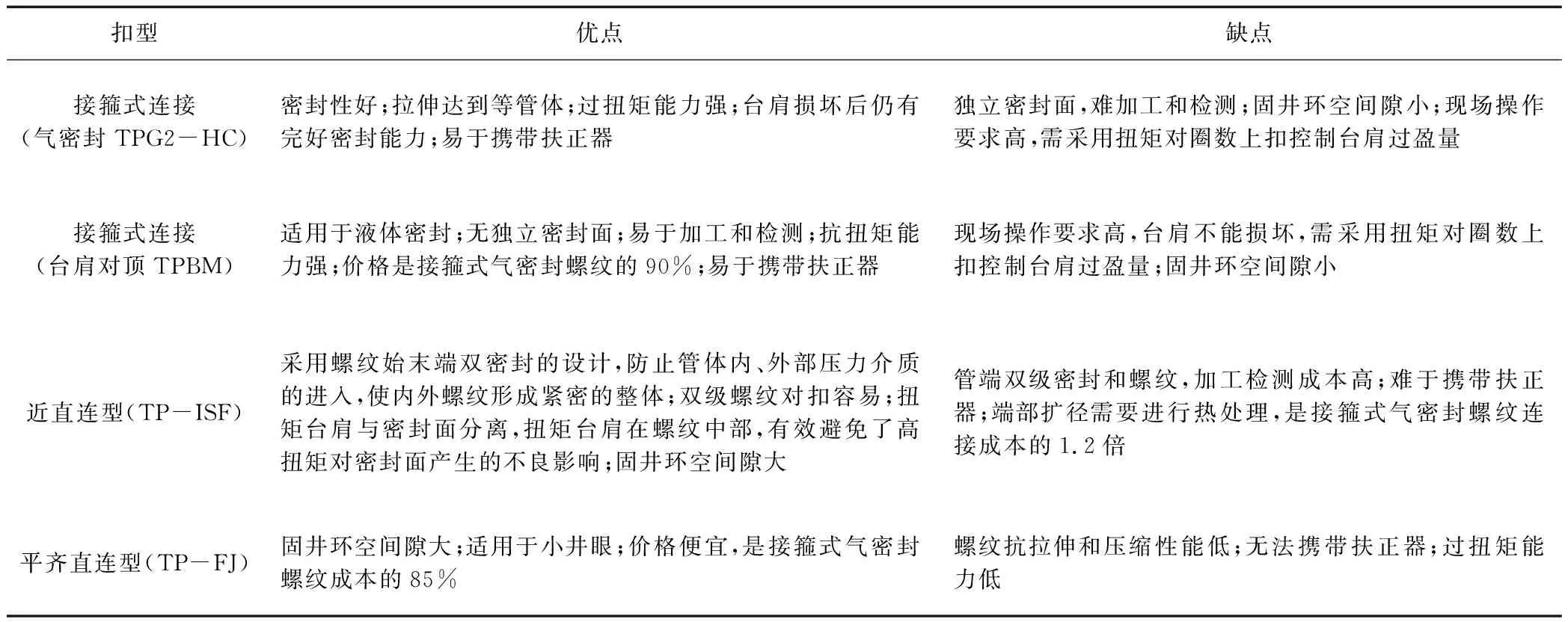
表2 螺纹连接形式性价比分析
由上述分析可知:平齐直连型螺纹性能不符合使用要求,不适用于页岩气开发生产套管。近直连型双级螺纹需要管端敦粗或扩径后的全管体热处理消除端部应力及材料性能组织差异,导致成本和交货周期大幅增加。建议采用接箍式高性能气密封扣用于直井和弯曲段;接箍式台肩对顶扣用于水平段。
3 适用性分析评价
3.1 生产套管工况载荷分析
生产套管螺纹连接需要满足井下三个阶段使用要求:1)钻井下套管阶段。2)完井压裂阶段。3)生产采气阶段。以页岩气一口典型井为例,计算分析不同生产阶段工况载荷。
页岩气开发采用大弯曲狗腿度和长水平井,下套管作业存在困难,通过分析套管下入过程中受力状态,为套管螺纹选用评价提供载荷依据,井下工程条件见表3。利用管柱微元平衡方程,考虑套管下放速度和钻井液粘滞力以及套管压缩屈曲后与井壁接触[4]。计算分析套管下入大钩载荷如图1所示,该井水平裸眼段当量摩阻系数是0.4时,生产套管下入过程中下至测深5 280 m位置时,大钩载荷下降至0 kN;致使后续套管难以下入,油田采用上提下冲的下入方法到达预定位置。上提下冲沿套管轴向载荷分布如图2所示,上提时井口承受最大拉伸载荷1 376 kN,下冲时在井深3 525 m位置承受最大压缩载荷201 kN。旋转下入井口转盘扭矩如图3所示,随井下当量摩阻系数变化当下至井深5 310 m位置时,井口最大扭矩为19 200~25 500 Nm。

表3 井下工程条件
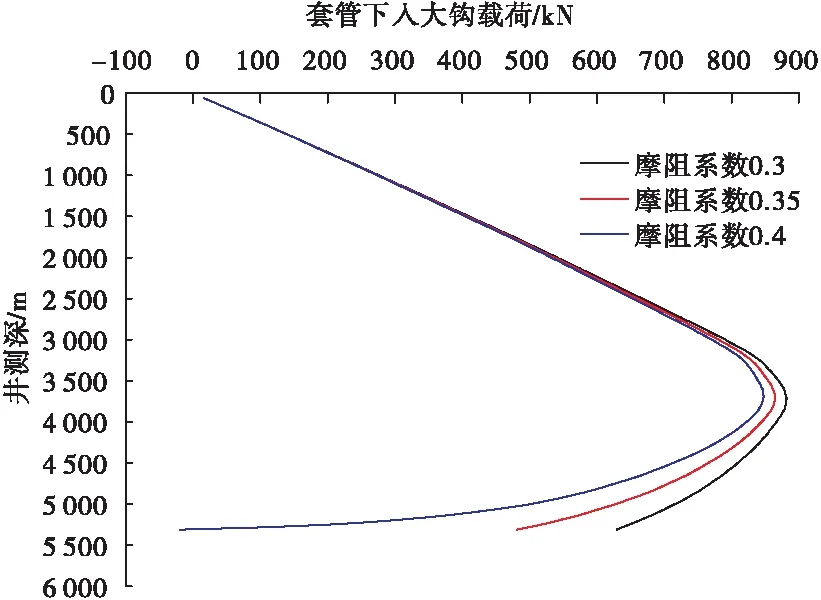
图1 套管下入过程大钩载荷随井测深变化
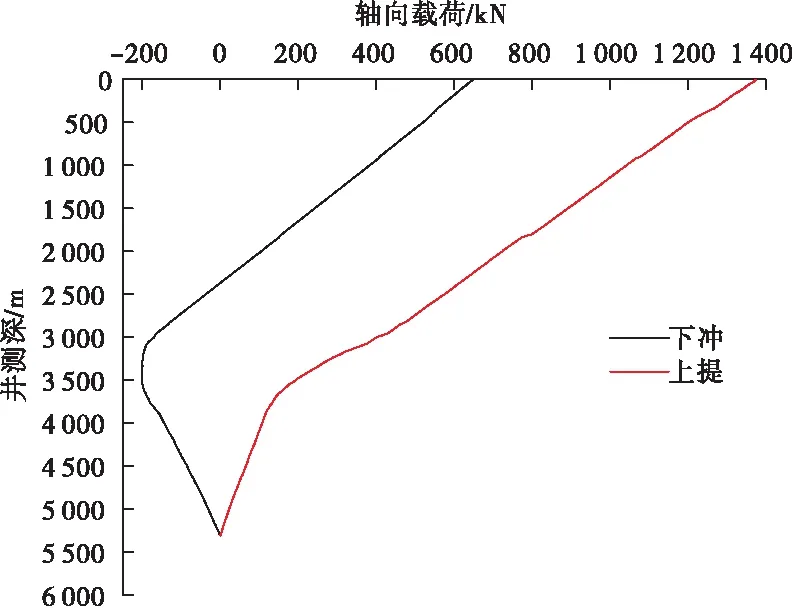
图2 套管上提下冲轴向载荷随井测深变化
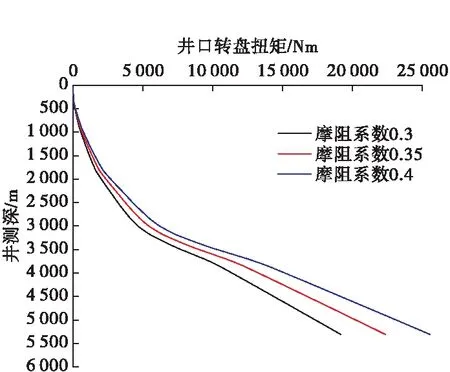
图3 套管旋转下入井口转盘扭矩随井测深变化
3.2 完井压裂及生产采气工况载荷分析
井下压裂工程条件见表4。根据SY/T 5724《套管柱结构与强度设计》以及文献页岩气压裂过程中套管柱优化设计[5-6],有效内压应根据压裂过程流动摩阻压降和自由段环空钻井泥浆以及地层水密度产生的外压进行计算。套管轴向载荷根据温度效应、弯曲效应折算轴向载荷以及套管浮重和自由段的鼓胀效应,计算分析生产套管在压裂和生产采气过程中有效内压和轴向载荷随井测深变化,结果如图4所示。压裂过程最大有效内压在井口和井底水平段位置,生产采气过程最大有效内压在井口位置,为保证螺纹选用安全可靠,应使试验载荷大于井下最大压力,选取的试验载荷为70 MPa,比井下最大内压60 MPa增加了10 MPa。压裂和生产过程中套管的最大轴向拉伸载荷位于井口;生产采气过程中自由段套管受热膨胀产生压缩载荷;压裂过程中自由段套管降温缩短产生拉伸载荷;压裂过程中套管所承受的拉伸载荷较大。

表4 井下多段压裂工程条件
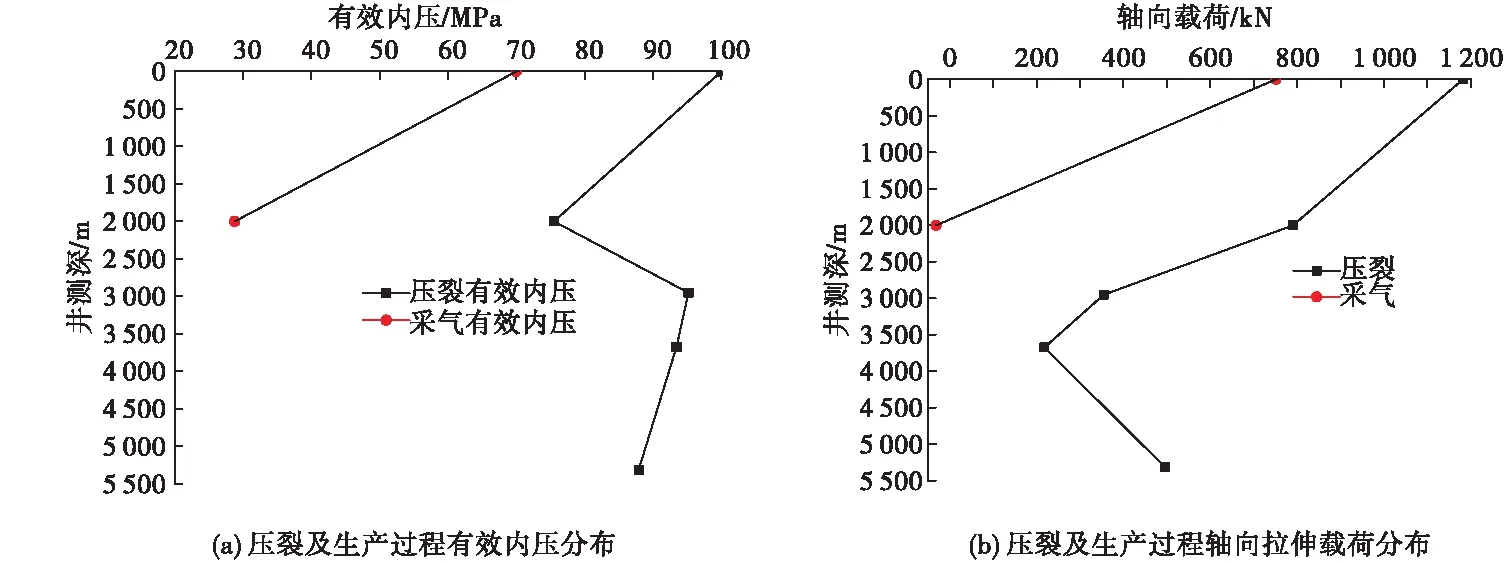
图4 压裂和生产采气过程中有效内压和轴向载荷随测井深度变化曲线
3.3 螺纹选用评价及分析
1)螺纹连接试验评价 依据井下工况分析,需要满足下套管的上提下冲和旋转下入扭矩要求、以及高内压压裂和生产采气密封完整性的需要[7-8],针对经济型螺纹连接选用制定了试验评价程序,见表5。
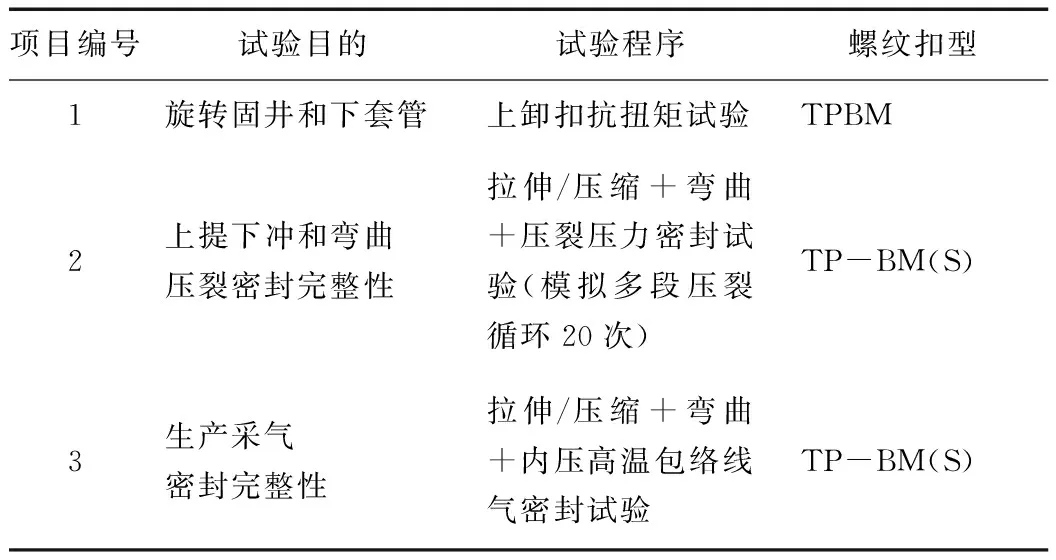
表5 螺纹连接试验评价程序
针对生产套管下井最大扭矩在19 200~25 500 Nm之间,进行上卸扣抗扭矩试验评价。经过最大扭矩2次上扣卸扣后内外螺纹未发生粘扣现象,最后采用最小扭矩上扣检验密封完整性。按照生产套管125SG名义材料屈服强度和壁厚等管体95%拉伸和80%压缩值对螺纹进行拉压循环载荷压裂密封试验评价,模拟多段体积压裂20次循环试验未发生泄漏。按照生产套管125SG钢级名义材料屈服强度和壁厚等管体95%拉伸和80%压缩对螺纹进行拉伸/压缩+弯曲(20°/30 m)+内压(气体)载荷包络线密封试验,模拟生产温度变化热循环试验。螺纹经包络线载荷试验和热循环试验均未发生泄漏。
2)试验评价分析 井下工况载荷与试验评价载荷比对分析如图5所示。由图5可知:压裂密封试验验证载荷是井下拉伸/压缩载荷的2倍以上,满足管柱设计拉伸安全系数值(1.8);采气密封试验验证载荷内压70 MPa是井下采气最大压力60 MPa的1.16倍,满足管柱设计内压安全系数值(1.1);三轴包络线试验VME86%,满足管柱三轴设计系数要求≥1.25。试验载荷谱比对分析可知,结果满足井下使用要求。
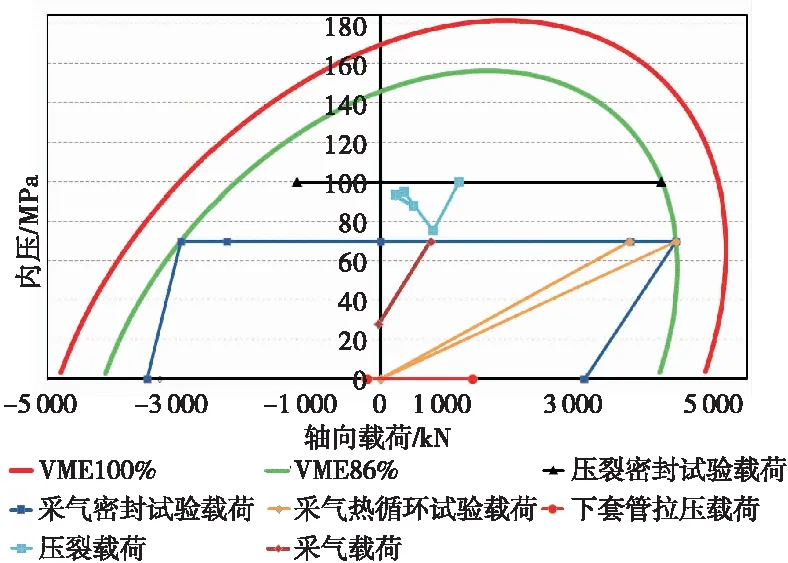
图5 井下工况载荷与试验载荷谱
3)螺纹完整性分析 螺纹上扣、拉伸/压缩加内压密封完整性分析[9-10],依据实测材料拉伸力学性能,根据螺纹上扣试验中扭矩对上扣圈数曲线的台肩增量圈数,确定了上扣试验中最大扭矩增量圈数为0.08圈、最小扭矩增量圈数为0.05圈,最小扭矩和最大扭矩上扣及螺纹应力分布如图6所示,不同载荷状态下台肩对顶密封接触压力分布如图7所示。在最小扭矩上扣条件下,台肩有局部塑性变形,拉伸至当量总载荷(即弯曲加拉伸轴向总载荷)至VME86%时具有最小接触压力,台肩最大接触压力是550 MPa,平均接触压力为293 MPa,接触长度8.5 mm,满足压裂压力100 MPa的密封要求。最大扭矩上扣条件下,外螺纹鼻端发生塑性变形,最大等效塑性应变2%,拉伸至当量总载荷(即弯曲加拉伸轴向总载荷)至VME86%时为最小接触压力,台肩最大接触压力是1 100 MPa,平均接触压力为532 MPa,接触长度为8.7 mm,满足压裂压力100 MPa的密封要求。
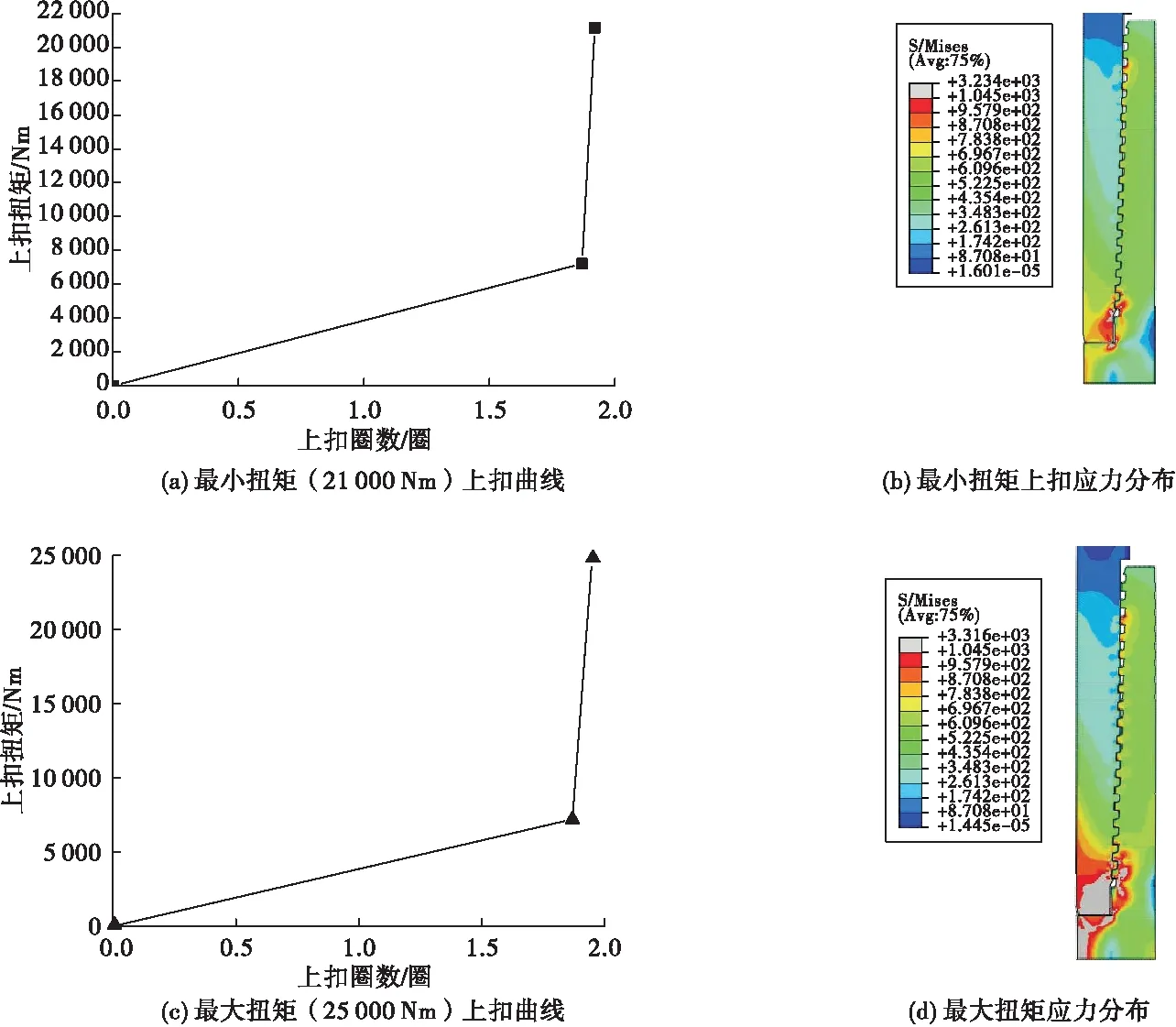
图6 螺纹上扣扭矩和应力分布
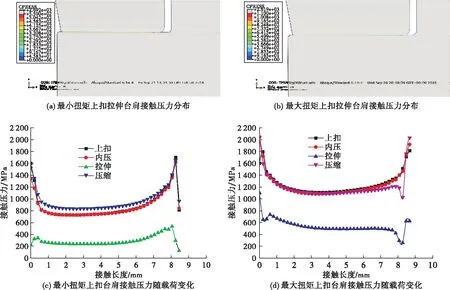
图7 不同载荷状态台肩对顶密封接触压力分布
根据实物试验评价和有限元密封分析,表明台肩对顶经济型密封螺纹上扣总扭矩在21 000~25 000 Nm、台肩扭矩≥7 200 Nm、台肩过盈圈数0.05~0.08条件下进行上扣,满足高内压压裂和生产采气气密封的要求。
4)现场应用及经济性分析 在1口井进行了现场应用,下套管大钩载荷如图8所示,多段压裂最大施工压力如图9所示。从图8可知,该井下套管顺利,最大拉伸载荷为1 360 kN。从图9可知,20次压裂最大施工压力在75~85 MPa之间。套管载荷均在试验载荷范围内,螺纹未发生结构和密封失效。该井采购生产套管230 t,与高性能气密封螺纹套管相比每吨可降低采购成本500元,单井降低管柱成本为11.5万元,有效降低了生产成本。
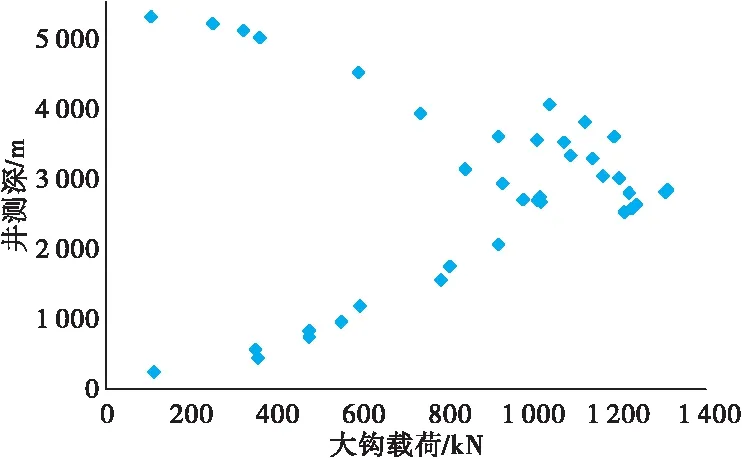
图8 下套管大钩载荷
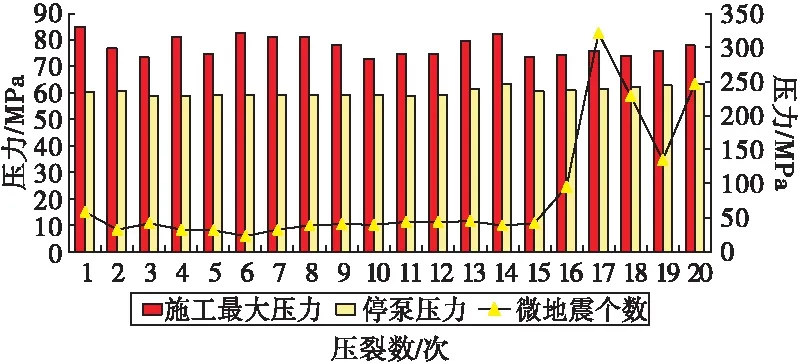
图9 施工最大压力
4 结论及建议
1)通过对页岩气开发用生产套管工况载荷分析,建立了生产套管螺纹连接适用性评价程序和方法。按照套管材料实测屈服强度的86%拉伸和72%压缩加弯曲(20°/30 m)和内压(最大压裂压力)循环载荷模拟多段压裂密封完整性评价。按照套管材料实测屈服强度的VME86%加弯曲(20°/30 m)、内压(气藏最大压力加10 MPa)包络线载荷试验模拟生产采气密封完整性评价。
2)针对139.7 mm×12.7 mm 125SG页岩气开发用生产套管的经济型台肩对顶密封螺纹,制定上扣扭矩控制措施:上扣扭矩在21 000~25 000 Nm,台肩扭矩≥7 200 Nm,台肩过盈圈数为n(0.05≤n≤0.08)。
3)建议页岩气开发用生产套管直井和弯曲段选用高性能气密封螺纹连接,水平段选用经济型密封螺纹连接,在保证安全的前提下,可以有效降低套管柱成本。