页岩气井套管变形原因分析及选材设计
2020-09-04张忠铧董晓明
张忠铧,董晓明
(宝山钢铁股份有限公司中央研究院 上海 201900)
0 引 言
页岩气是一种蕴藏在页岩层中的天然气,我国页岩气资源丰富,储存量世界第一,主要分布在川渝地区及周边。页岩层的渗透率和孔隙度非常低,开发难度较大,国内外均采用水平井+分段压裂的工艺开发[1-2]。但是水平井分段压裂过程具有压力高、排量大的特点,页岩气生产套管处于极端恶劣的工况条件下,所以极易发生失效。对我国某矿区两个页岩气区块75口水平压裂井套管状况的调研结果,其中24口井发生套管变形,占总井数的32%[3]。在威远示范区套管损坏率高达50%(套损率按照套损井数占总压裂井数的百分数计算)[4],导致桥塞无法坐封到位,压裂段数减少,单井产量和井生命周期降低,影响页岩气开发整体经济效益。
另外,我国各大油田针对储量丰富的3 500 m以上的深层页岩气加大了勘探和开发力度。与常规页岩储层相比,深层页岩气通常具有较为特殊的地质特征,导致在深层页岩气钻井过程中面临更多的关键工程技术难题,如深层页岩气水平井井身结构复杂、井底温度和压力更高,套变风险更大,套变率较目前中浅层页岩气会有明显提升[5]。
目前对于套变的研究多采用理论计算进行,缺乏实物试验进行验证,本文采用理论计算和实物试验的方法对页岩气套管在压裂施工过程中受到外来载荷作用时套管的抗挤毁性能变化进行研究,并提出新的页岩气生产套管选材设计,为改善页岩气套管的套变问题提供参考。
1 套管损坏变形的原因分析
针对川渝区块页岩气井出现的套管变形问题,国内外很多学者进行了大量的研究。陈朝伟分析了长宁—威远页岩气示范区套管变形机理,认为套管变形形状符合剪切变形特征,套管变形与断层裂缝和层理的相关性较高,因此,断层裂缝和层理发育是套管变形的内因。套管变形是在压裂施工之后发生的,水力压裂是套管变形的外因[6]。李凡华认为套管发生套变的主要地质工程因素为储层地质特点、地应力特点和压裂规模。物性非均质特别强的水平井段压裂时,A点附近和水平井段钻遇井漏的天然裂缝带容易发生套变[4]。刘奎认为页岩气水平井固井质量差、局部载荷使套管的抗外挤强度严重降低,导致页岩气生产套管发生套变[7]。乔磊建立了页岩气水平井多因素耦合条件下的套变机理模型,分析了环空流体收缩、套管弯曲、套管摩阻、套管降温、高压流体注入等对套管抗内压和抗外挤强度的影响,狗腿度为10°/30 m时,抗外挤强度降低7.5%[8]。郭雪利研究压裂过程中水泥环缺失、压裂压力和温度变化对套管应力的影响,发现压裂施工压力较大、水泥环出现窜槽缺失时,套管会产生应力集中,急剧增加套管应力,大大增加套管失效风险[9]。
1.1 体积压裂井筒温度降低对抗挤性能的影响
在页岩气井大排量压裂过程中,压裂液经井筒进入页岩储层。通常,压裂液温度较低,井筒周围温度较高,而随着压裂液不断注入,井筒周围温度不断下降,由于套管固定在井壁上,温度变化会导致其轴向力增加[10]。A 点附近井筒温度下降值达80 ℃,冬天和夏天由于压裂液温度不同,井筒温度降低幅度不同,冬天井筒温度降低更多,而且对于未来即将开发的3 500 m以上深层页岩气,原始井筒温度高于100 ℃,大规模体积压裂井筒温度下降可达100 ℃以上。温度降低速度与压裂排量密切相关,压裂排量越大井筒温度降低越快,在压裂开始后0.5 h内,不同排量的井底温度变化趋于某一稳定值,井筒温度的急剧降低导致套管收缩,相应拉应力σt升高[8]。降温条件下套管拉应力的计算公式为:
σt=αΔtE
(1)
式(1)中,α为套管热膨胀系数,℃-1(套管为12.45×10-6℃-1);Δt为温度变化值,℃;E为弹性模量,MPa。
根据ISO TR 10400—2018轴向应力作用下套管的挤毁压力,由公式(2)将屈服应力修正为有轴向应力时的等效屈服强度再代入API挤毁公式(3)中进行计算:
fyax={[1-0.75(σa/fymn)2]1/2-0.5σa/fymn}fymn
(2)
P=fymn[A/(D/t)-B]-C
(3)
Pa/Pc=[1-0.75(σa/fymn)2]1/2-0.5σa/fymn
(4)
式中,Pa为有轴向应力时的抗挤毁强度,Pc为无轴向应力时的抗挤毁强度,MPa;σa为除弯曲之外的轴向应力,MPa;fyax为有轴向应力时的等效屈服强度,MPa;fymn为无轴向应力时的屈服强度,MPa。A、B、C值与钢级和规格相关。
图1为不同钢级套管在拉伸载荷下的抗挤毁强度变化图,可以看出,套管的强度越高,井筒温度降低所导致的抗挤毁强度衰减幅度越小。当水平段井筒温度降低80 ℃时,Φ139.7 mm×12.7 mm规格BG125SG和BG140SG套管抗挤毁强度分别降低13.5%和12%。
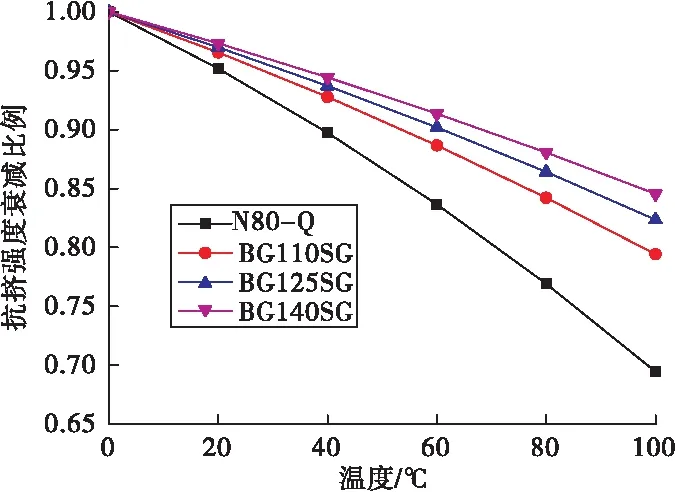
图1 不同钢级套管在拉伸载荷下的抗挤毁强度变化
为验证上述套管抗挤毁强度变化的理论计算结果,采用1 500 t复合加载试验机对不同轴向应力水平下Φ139.7 mm×12.7 mm规格BG125SG套管的实际抗挤毁强度进行检测。
图2为井筒温降与套管轴向应力关系图,可以看出当井筒温度降低100 ℃时,轴向拉力与屈服强度比值约为0.3,此时套管抗挤毁强度实测值为158 MPa,较室温下抗挤毁强度降低14%,与图1计算值吻合度较高。图3为套管轴向应力对抗挤毁强度影响图,可以看出随轴向拉力与屈服强度比值的增大,套管的抗挤毁强度减小,检测值和计算值偏差增大。以上结果表明页岩气井水平段大规模体积压裂过程中所产生的井筒温度降低会显著降低套管的抗挤毁性能。
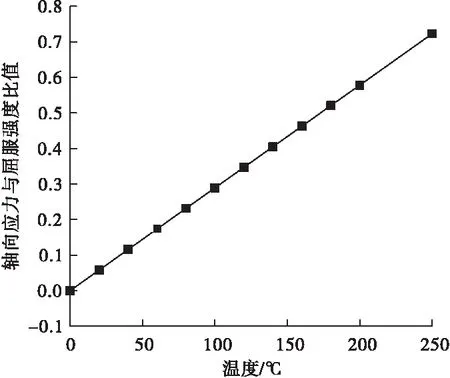
图2 井筒温降与套管轴向应力的关系
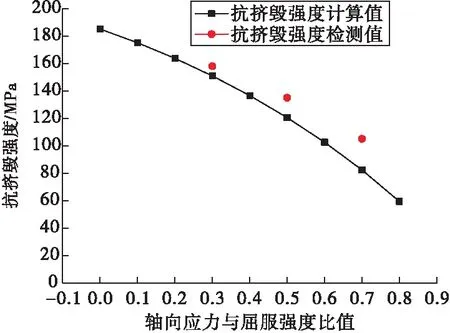
图3 套管轴向应力对抗挤毁强度的影响
1.2 固井质量对抗挤性能的影响
研究发现,部分套变井段的生产套管固井后,电测资料显示固井质量为中~优,套变似乎与固井质量并无直接关系,但是需要考虑到的是,页岩气多次压裂后地层发生变化,水泥环与套管外壁的接触面积会减少,压裂前的固井质量并不代表压裂后的固井质量。同时水泥环的破坏如果呈现点状或是微缝状,则在水泥环某一表面上局部应力集中加剧,从而导致套管变形损坏[7],而固井质量不好的井段受到地层应力易发生套变。
另外,页岩气水平井的水平段较长,固井难度较大,导致固井质量差,水泥环缺失将造成套管外壁载荷分布变化。在水泥环缺失或未有效封固井眼环空的情况下,水泥石在地应力的作用下被挤压在套管上,而套管外壁上未被水泥环保护的部分则受地层压力作用,这样套管外壁上局部受地应力载荷。通过模拟计算可知这种局部地应力载荷使套管的抗外挤强度严重降低,局部载荷的作用范围不同对套管变形的影响也不同。
为研究局部载荷对套管抗变形能力的影响,实验室采用600 t复合加载试验机对Φ139.7 mm×12.7 mm规格BG125SG抗挤套管进行试验,研究不同载荷弧度对抗挤毁性能的影响。载荷弧度分别为0°、15°、30°和45°,4根试样长度均为7D,压板长度均为2D(D为试样直径),图4和图5分别为载荷弧度45°压板示意图和试样加载示意图。

图4 载荷弧度45°压板示意图
图5 试样加载示意图
试验后,载荷弧度分别为0°、15°、30°和45°的4根试样在压扁试验后均发生了失稳变形,经历了弹性、屈服和失稳3个阶段。如图6所示,0°试样压扁失稳时载荷为1 135 kN,失稳时直径变化率为7.5%,与其它3个载荷弧度试样相比,0°试样失稳载荷和直径变化率最低;30°载荷弧度试样压扁失稳时载荷最高,为1 858 kN。弧面载荷弧度对套管非均匀承载能力有重要的影响,随着弧面载荷弧度增加,试样临界非均匀承载能力在趋势上是逐渐增加的(30°载荷弧度试样失稳载荷较高可能与管体尺寸精度及强度差异有关)。套管在承受非均匀载荷作用时,当载荷为平面载荷作用(α=0°)时,套管承载能力最低,套管最容易发生失稳从而导致套管失效。以上结果表明,当固井质量差水泥环缺失时套管受到的载荷弧度减小,套管在地层应力的作用下更容易发生变形失效。
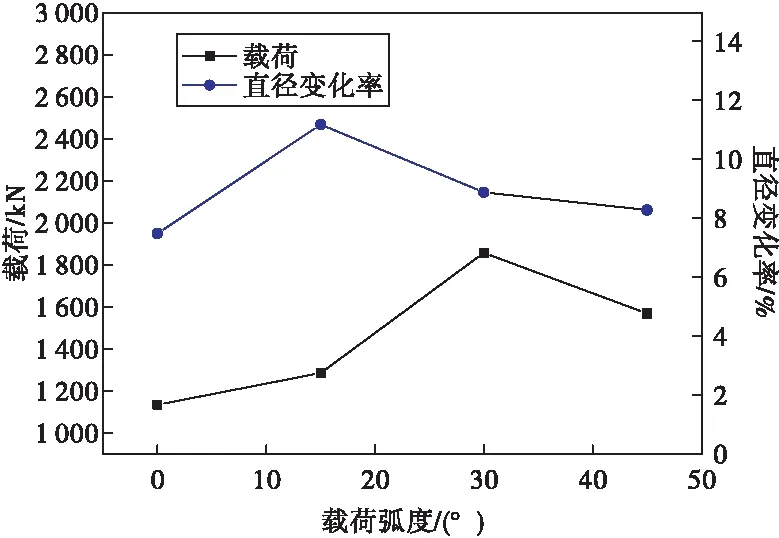
图6 载荷弧度与失稳载荷和套管直径变化率的关系
1.3 生产套管变形对抗挤性能的影响
页岩气生产套管变形后典型形貌如图7所示,图7(a)是第1次测井曲线,图7(b)是压裂多次后同位置测井曲线。从图上可以看出多臂井径曲线图有明显变形面,套管受到侧向力的作用发生变形,变形长度一般为2~4 m。随着多级分段压裂的实施,地层能量积累,套变位置的变形程度、长度随着压裂次数的增加逐渐动态加剧,说明套管变形的位置在地应力作用下更容易发生进一步的变形。
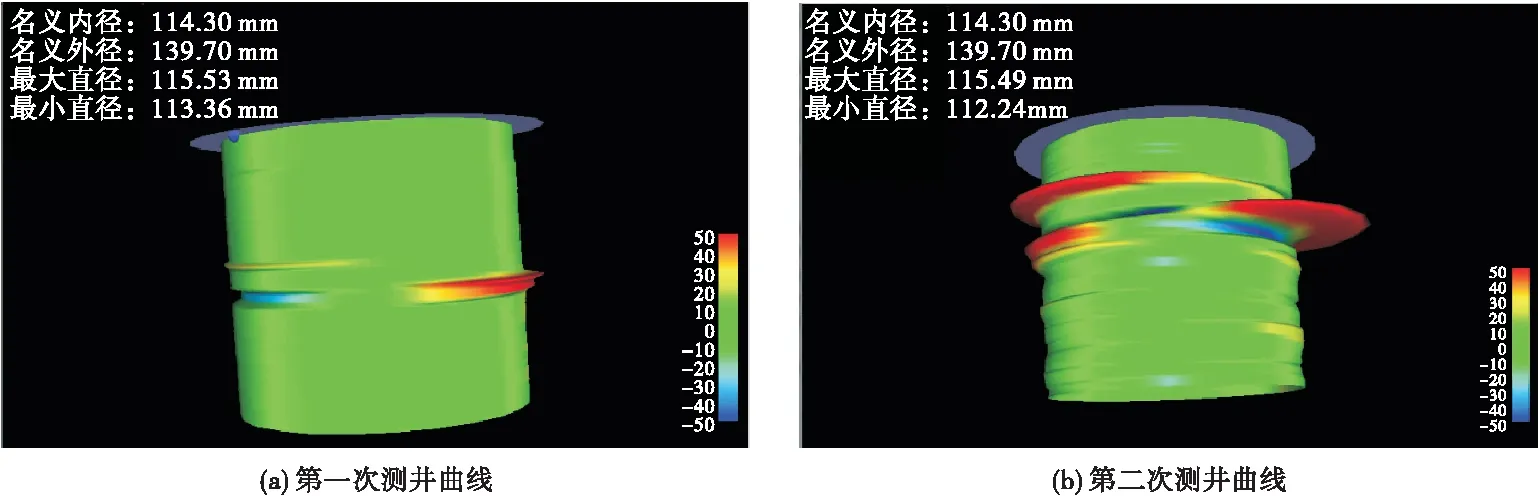
图7 多臂井径测井对比图
为探讨套管发生变形后套管的抗挤毁性能变化,实验室对套管施加预变形,以模拟实际工况进行研究。实验室对Φ139.7 mm×12.7 mm规格BG125SG抗挤套管施加侧向载荷,1#试样未施加侧向载荷,用于检测无载荷条件下套管的抗挤毁性能,2#和3#试样压板长度均为2D(D为试样直径),压板分别为平面(即弧度为0°)和弧面(弧度为30°)。图8和图9 分别为套管施加预变形和预变形套管抗挤毁性能检测示意图。
图8 套管施加预变形

图9 预变形套管抗挤毁性能检测
不同直径变化率下套管抗挤毁性能如表1所示,1#未加侧向载荷时,外压至失效压力试验值为182.7 MPa,2#试样在1 400 kN 侧向载荷下最大直径变化率为2.21%,抗挤毁强度为145.2 MPa,比1#试样抗挤毁强度低37.4 MPa,侧向载荷导致抗挤毁强度下降约20%;2#试样在1 500 kN侧向载荷下最大直径变化率为1.2%,抗挤强度为148.0 MPa,比1#试样抗挤毁强度低26.5 MPa,侧向载荷导致抗挤毁强度下降约19%。
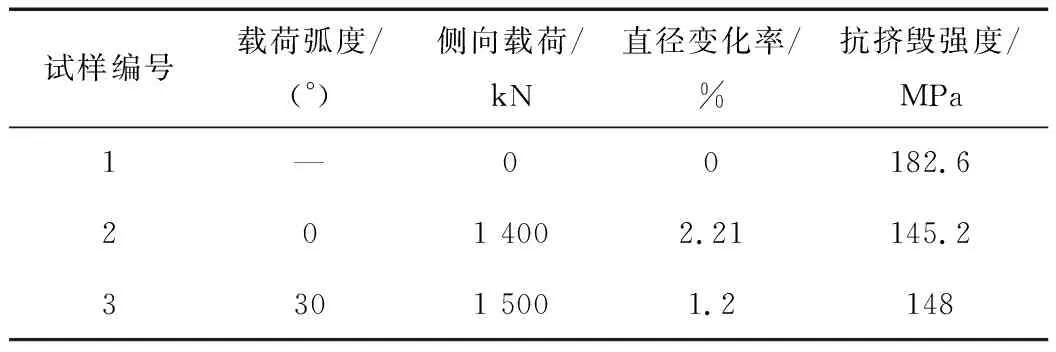
表1 不同直径变化率下套管抗挤毁性能
上述试验结果表明,套管在受到地层侧向力作用时发生变形,套管变形会显著降低套管的抗挤毁强度,随着体积压裂的进行,地层压力的升高,直径变化率增大,当变形到临界状态下,套管发生失稳挤毁。当直径变化率为1.2%(套管内径减小1.7 mm),抗挤毁强度下降约20%,说明页岩气压裂过程中地层变化产生的局部载荷使套管发生变形,导致套管的抗挤毁强度显著降低。
上述实验室研究结果表明,页岩气井的固井质量、大规模体积压裂导致井筒温度降低以及地层局部载荷所产生的管体变形均能够显著降低套管的抗挤毁性能,降低了生产套管的使用安全系数。
2 页岩气超高抗挤套管优化设计
为降低页岩气套管的套变率,需要对现有生产套管的设计进行优化:1)提高页岩气生产套管的抗挤毁性能,在满足“经济型+高性能”的前提下,提升套管的抗变形能力;2)根据不同区块不同位置套变情况,采用非标规格和不同钢级的套管设计;3)降低页岩气生产套管的力学性能稳定性,消除套管局部力学性能薄弱点。
2.1 生产工艺设计
1)套管化学成分见表2,炼钢采用优质废钢+三脱铁水(脱硅、脱磷、脱硫)作为钢原料,采用电炉冶炼+LF精炼+VD(真空脱气)的生产工艺,降低杂质和残余元素含量,保证钢水较高的纯净度,另外加入Si-Ca丝,获得良好的夹杂物球化效果,保证材料具有优良的韧性指标[11]。

表2 化学成分质量分数 %
2)优化轧制工艺,提高套管尺寸精度:不圆度≤0.4%,壁厚不均度≤12%,保证套管具有优良的抗挤毁性能。
3)热处理:采用宝钢新开发的第二代热处理水淬设备,实现了密集高压喷射+全长冷速精确调节,BG125HC套管的淬火质量明显改善,淬硬性提升1~3 HRC,整管力学性能均匀性改善。
4)螺纹加工:采用进口高精度数控专用螺纹机床加工BGT2/BG-PCT气密封螺纹,BGT2气密封压力不低于套管的内屈服强度,并通过了ISO 13679—2018 CAL Ⅳ试验,BG-PCT气密封压力不低于75 MPa。
2.2 性能分析

图10 BG125SG和BG125HC屈服强度对比
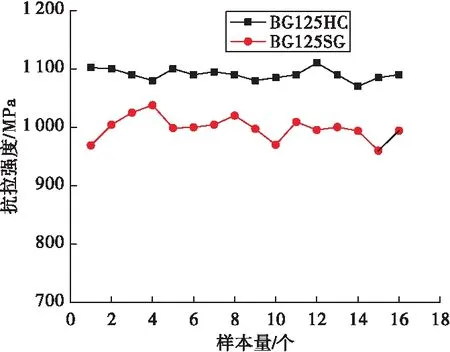
图11 BG125SG和BG125HC抗拉强度对比
2.2.1 拉伸强度及其均匀性
目前川渝区块批量使用的生产套管为BG125SG,为进一步提升页岩气套管的抗挤毁性能,如图10和图11所示,新设计的BG125HC套管屈服强度控制在125 ksi钢级的中上限(1 ksi=6.89 MPa),实际屈服强度波动范围为1 020~1 070 MPa,力学性能波动较小,较BG125SG套管屈服强度均值提高约80 MPa,改善了套管力学性能的稳定性,保证了抗挤毁性能的均一性。
图12表明BG125HC全尺寸0 ℃横向冲击功略高于BG125SG,超过技术协议60 J的横向冲击功要求,并有一定的性能余量,降低了套管射孔的易开裂倾向,提高了射孔质量。
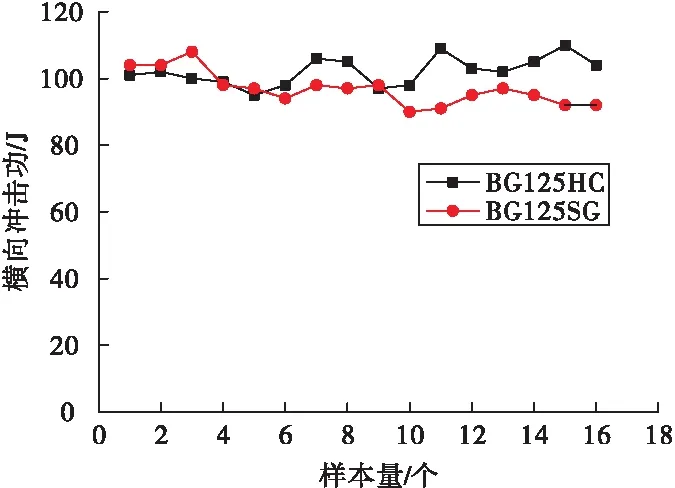
图12 BG125SG和BG125HC冲击韧性对比
2.2.2 提高试验温度时的力学性能
随着3 500 m以上深层页岩气的开发,地层温度明显提升,井筒温度达到100~150 ℃及以上,套管强度在温度作用下的衰减会降低套管的抗挤毁性能。图13为BG125HC套管在不同温度下的屈服强度和抗拉强度变化曲线,结果表明,BG125HC套管材料的屈服强度从室温至150 ℃时的衰减比例为6.9%,抗拉强度衰减比例较小,为4.1%,说明BG125HC套管具有良好的热稳定性,适用于井筒温度更高的深层页岩气的开采开发。
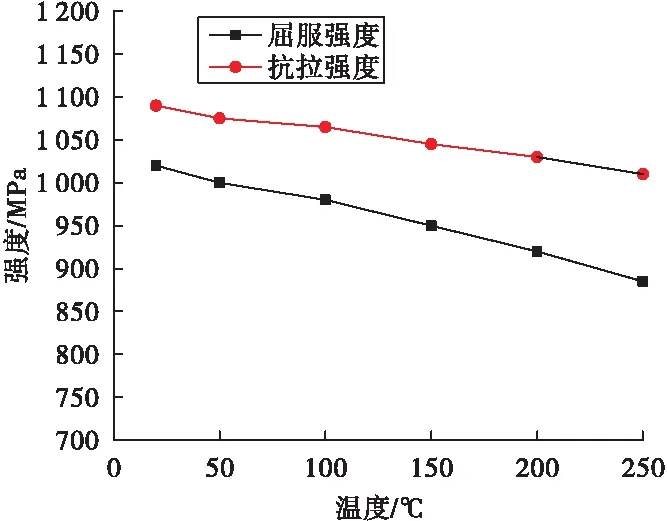
图13 不同温度下力学性能
2.2.3 微观组织分析
页岩气套管采用分段射孔+大规格体积压裂工艺,套管在压裂前需要进行射孔,如果套管在射孔过程中产生裂纹,在后续的压裂及服役过程中容易发生挤毁或者断裂失效,因此套管的抗射孔开裂性能显著影响页岩气管柱完整性。按照格里菲斯(Griffith) 断裂理论,只要能够保证套管射孔眼形成后需要做足够大的塑性变形功,套管就不会开裂,套管韧性越高,抗射孔开裂性能越好。
钢在淬火后会形成大量的马氏体板条、马氏体板条束和马氏体板条块,这些微观组织之间有的是大角度晶界(取向差≥15°)。有的是小角度晶界(取向差<15°),多数原奥氏体晶界、板条束界和所有的板条块界均为大角度界面,亚板条块界和板条界均为小角度界面。当裂纹扩展时,小角度界面一般不会改变解理裂纹扩展方向[12],而大角度晶界会使裂纹的连续扩展受到阻碍,从而提高材料的冲击韧性[13]。
图14和图15分别为BG125HC套管晶粒取向成像图和套管晶粒取向差角分布图。图16为套管晶粒尺寸分布图,可知晶粒取向角差小于15°的小角度晶界比例为70.6%,平均有效晶粒尺寸分别为3.5 μm,最大晶粒尺寸是9.7 μm,从中可以看出BG125HC套管材料的马氏体板条束和板条块更细,有效晶粒尺寸较小,因此可以有效地阻碍材料受冲击过程中裂纹的扩展,从而提高了材料的韧性。
图17为页岩气生产套管射孔后管体宏观形貌,可以看出孔眼附近未发现裂纹,说明具备了良好的抗射孔开裂性能。
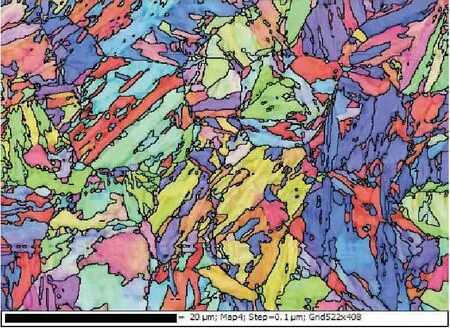
图14 套管晶粒取向EBSD分析
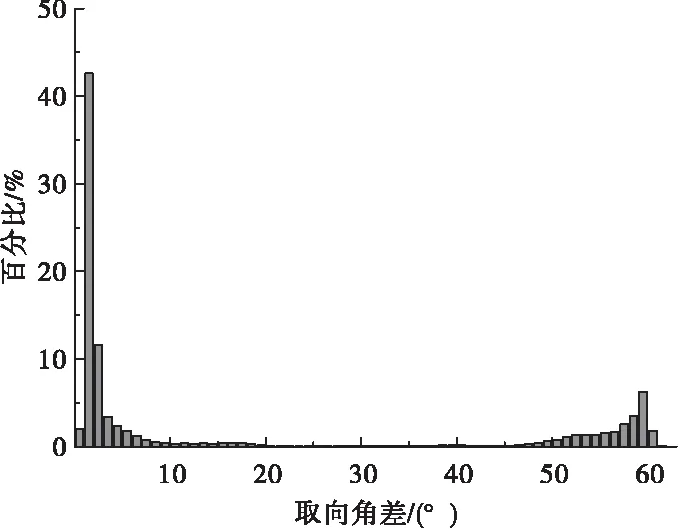
图15 套管晶粒取向差角分布
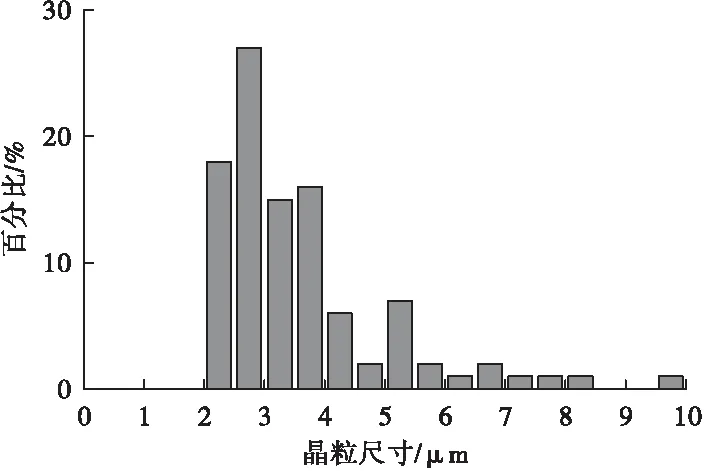
图16 套管晶粒尺寸分布

图17 射孔后管体宏观形貌
2.2.4 页岩气套管抗挤毁性能
Φ139.7 mm×12.7 mm规格BG125HC套管实际抗挤毁强度平均值达到192 MPa,如表3所示,超出该规格API标准要求34%,可有效地改善页岩气开发所采用的多级分段压裂工艺下的套损问题。针对套变严重的区块,水平段套管可以选用抗挤毁性能更好的Φ144.4 mm×15.2 mm规格125 ksi或140 ksi钢级套管。

表3 BG125HC抗挤毁性能检测结果
3 结 论
1)页岩气井大规模体积压裂显著降低井筒温度,导致水平段套管产生轴向拉力,降低了套管的抗挤毁性能,水平段井筒温度降低80 ℃时,Φ139.7 mm×12.7 mm规格125 ksi钢级和140 ksi钢级套管抗挤毁强度分别降低13.5%和12%。
2)随着弧面载荷弧度增加,试样临界非均匀承载能力增加,平面载荷下套管承载能力最低,容易发生失稳,从而导致套管失效。当固井质量差、水泥环缺失时,套管受到的载荷弧度减小,易发生变形失效。
3)套管在受到地层侧向力作用时发生变形,会显著降低套管的抗挤毁强度,Φ139.7 mm×12.7 mm规格125 ksi钢级套管内径减小1.7 mm时,抗挤毁强度下降约20%。
4)BG125HC超高抗挤页岩气生产套管具有良好的力学性能稳定性、较高温度时的力学性能、抗射孔开裂性能以及抗挤毁性能,有利于改善页岩气生产套管套变问题。