气调式盒式食品包装机械盒子在封盒过程中的状态分析
2020-08-31徐智马长帅
徐智 马长帅
摘要:通过对气调式盒式食品包装机械盒子在封盒过程中的状态分析,了解封盒过程中在不同压力、不同温度下各个阶段盒子的状态变化,通过盒子状态的变化判断盒子的密封质量、外观效果。根据盒子状态的变化及时调整抽真空或充气的压力、温度等参数,可以使包装盒子的产品质量得到提升,同时对于机器的设计生产有重大指导意义。
关键词:气调式盒式食品包装机械;盒子;状态分析
0 引言
气调式盒式食品包装机械是指通过充保鲜气将食品包装在密封盒子中的机械,其采用保护性混合气体(通常为CO2、N2、O2)置换包装盒子内的空气,达到产品密封保鲜的效果。使用机械包装产品可提高生产率,减轻劳动强度,适应大规模生产的需要,并满足清洁卫生的要求。
1 气调式盒式食品包装机械概述
气调式盒式食品包装机需要在外接气源压力、流量稳定的条件下工作。模具结构如图1(a)所示,模具是由上、下两个真空室组成的,上部真空室内由烫板、切刀等构件组成,下部真空室是由一个腔室组成,封盒的膜置于上、下真空室之间,盒子放在下真空室内。
模具的具体动作流程如下:上、下真空室先合体(图1a)→上、下真空室抽真空后充气或置换气体充气→烫板下压使膜和盒子粘合(图1b)→切刀动作将多余的膜切除(图1c)→上下真空室放气口打开使上下真空室内气压与外部气压平衡→上、下模具分开。
模具通过上述动作完成对食品的包装,使盒子中的食品处于一个不与外界大气接触相对隔绝的小环境中,同时在保鲜气体的作用下达到保鲜的目的。
2 封口膜在模具中间的状态分析
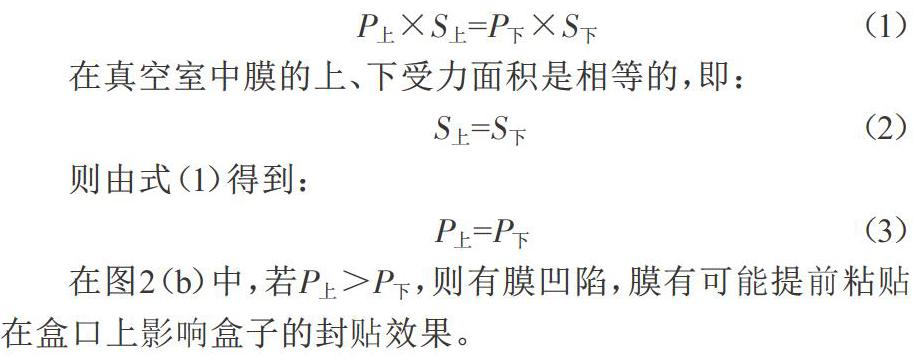
在图2(a)中上、下真空室闭合,封口膜处于上、下真空室中间,设上真空室的充气压力是P上,封口膜受压面积为S上,下真空室的充气压力是P下,封口膜受压面积为S下,上、下真空室合体时的工作温度40 ℃≤T工≤190 ℃。如果不让膜变形产生塌陷等现象,需要使膜的上、下面压力平衡,则有:
在真空室中膜的上、下受力面积是相等的,即:
则由式(1)得到:
在图2(b)中,若P上>P下,则有膜凹陷,膜有可能提前粘贴在盒口上影响盒子的封贴效果。
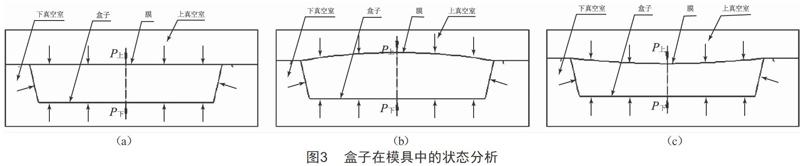
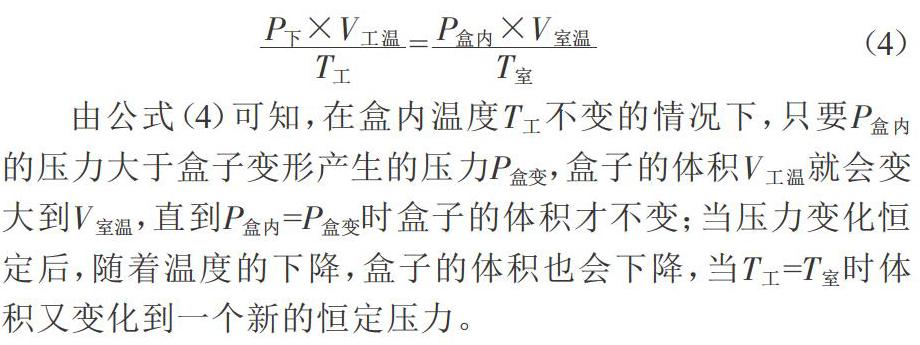
在图2(c)中,若P上 通过以上分析可知,上、下真空室合體后上、下真空室的压力相等才能使膜在上、下真空室中间保持不变形,所以在抽真空或充气的过程中需要上、下真空室压力平衡。 3 盒子在模具中的状态分析 盒子在模具中封口后,盒子内部的压力就是下真空室的压力,盒子内部的温度主要是烫板对盒子的辐射造成的,随着辐射的时间不同盒子的内部温度也是变化的。 3.1 当P上=P下时封口膜处于水平状态 如图3(a)所示,此时上、下真空室的压力是相等的,在切刀的作用下,中间的膜被切断后上下真空室的压力还是保持不变,盒内的温度在短时间内相对保持不变,在这个过程中盒子和膜基本保持不变形。 3.2 当P上 如图3(b)所示,此时上、下真空室的压力是不相等的,上真空室的压力小于下真空室的压力,烫板将膜封贴在盒子上,在切刀的作用下,上下真空室的压力变成相等的,但盒内的压力仍然保持原来下真空室的压力。新的上、下真空室压力P切小于盒内的压力P下,大于原来上真空室的压力P上,即P上< P切 密封膜鼓起的程度决定了密封的效果,如果有一定程度的鼓起,拿到室温中冷区后密封膜处于水平状态是最佳效果,在实际操作中需要通过多次调整上、下压力等参数获得。 如果鼓起的高度太高容易造成盒子变形,同时由于膜的鼓起造成膜与烫板接触面积过大,局部温度过高,膜的表面会形成不良的压痕,以上因素都会影响盒子的美观,降低包装食品的销售档次。 3.3 当P上>P下时盒子上的封口膜处于凹陷状态 如图3(c)所示,此时上、下真空室的压力是不相等的,上真空室的压力大于下真空室的压力,烫板将膜封贴在盒子上,在切刀的作用下,上、下真空室的压力变成相等的,但盒内的压力仍然保持原来下真空室的压力。新的上、下真空室压力P切大于下真空室的压力P下,小于原来上真空室的压力P上,即P上>P切>P下。通过上面的分析可知,此时盒内的压力小于盒子外部的压力,所以盒子会出现凹陷现象。 这种有凹陷的盒子从模具里出来后凹陷会加重,同时盒子内的保鲜气量不足,会缩短保鲜时长,并影响盒子的美观,降低包装食品的销售档次。 通过上面三种压力状态的分析可以知道,上、下压力如果不能控制在一个合理的比值内,就会造成盒子的密封外观不理想,影响产品保鲜期及产品质量。因为盒子的材料、密封膜的材料是根据客户的要求制作的,材质是多变的,所以上、下真空室压力比值需要通过实验获得。同时在设计的过程中要控制住上、下模具的空腔体积,上、下真空室的空腔体积差不能太大,这样有利于控制密封盒子质量。 4 盒子从模具中拿出置于室温的过程中盒子的状态分析 将密封盒子从模具中拿出置于室温的过程就是将密封盒子由高温区放到室温区的过程,温度的变化是由高到低的过程。在这个过程中,密封盒子内部压力、体积都会变化,压力是一个从高压到低压变化的过程,体积是从大到小的变化过程。 盒子与膜在烫板的作用下粘合到了一起,封膜盒子内部的压力与下真空室的压力一致为P下,温度为T工,封膜后盒子的体积为V工温,当封膜盒子从模具中拿出时封膜盒子的内部温度相对比较高,冷却后盒子的内部压力变为P盒内,盒子变形产生的压力为P盒变,室温时盒子体积为V室温,室内温度为10 ℃≤T室≤35 ℃。 因为盒子中间质量不变,根据理想气体状态方程则有: 由公式(4)可知,在盒内温度T工不变的情况下,只要P盒内的压力大于盒子变形产生的压力P盒变,盒子的体积V工温就会变大到V室温,直到P盒内=P盒变时盒子的体积才不变;当压力变化恒定后,随着温度的下降,盒子的体积也会下降,当T工=T室时体积又变化到一个新的恒定压力。 通过上面的压力、温度、体积分析可知,封膜盒子从模具中拿出来时由于压力比外界大,温度比外界高,其体积在很短的时间内是变大的;随着温度的缓慢下降盒子的体积也会下降,随着温度的稳定,体积达到新的平衡点。 注意充气压力P下不能过大,在实际调试中,上、下真空室的充气压力一般不超过大气压两倍,过大容易使盒体产生塑性变形,盒子不能恢复原形,会浪费包装材料,影响盒子的封贴美观度。 5 结语 通过对气调式盒式食品包装机械封盒全过程的状态分析,不难看出,本文主要是由盒子不同阶段的状态分析来找出封盒过程中的变化规律,对设计、生产、调试等环节有重大指导意义。本文只是从原理上做了简明分析,没有做更深一步的数据分析,如果做数据分析还需要知道盒子及膜的材料力学特性,需要建立更深奥的数学模型,这里不再说明。 [参考文献] [1] 成大先.机械设计手册[M].5版.北京:化学工业出版社,2008. 收稿日期:2020-04-01 作者简介:徐智(1971—),男,江苏人,工程师,研究方向:食品机械设计。
