利用PLC检测多台电机转速的研究
2020-08-31陈文武杜彬朱柳忠顾晓伟
陈文武 杜彬 朱柳忠 顾晓伟

摘要:通过利用西门子S7-300系列PLC的CPU模块、数字量输入模块、SICK电感式接近开关、西门子TP170触摸屏等电气元件,对轧钢线130台输入辊道电机进行转速检测,同时把电机转速实时显示在触摸屏上。通过PLC程序逻辑运算实现报警输出,解决了多台电机转速实时检测的难题,减少了轧钢生产过程中因电机转速失灵造成的轧钢质量缺陷。
关键词:S7-300 PLC;TP170;接近开关;转速检测
0 引言
我厂轧钢线有130台输入辊道电机,采用变频器进行无极调速,电机转速范围120~1 500 r/min,转速调整范围较大。此输入辊道采用3 kW辊道变频电机,额定电机电流8 A,每个输入辊道电机安装7~10 A可调断路器,每个断路器常开触点并联控制1个报警器。当电机转速在200 r/min以下时,电机容易卡死并堵转,而此时电机电流只有6 A,达不到电机断路器最小电流跳闸值,因此电机一直堵转导致断路器无动作、报警器不报警,从而对轧材造成质量缺陷。但当电机转速在750 r/min以上时,电机运行电流达到7 A,当棒材在输入辊道经过时,电机运行电流就很容易超过8 A,导致电机断路器跳闸,造成误动作报警。因为输入辊道电机数量多,生产过程中转速调节频繁,可调断路器不能可靠运行,这就造成报警器误报现象时有发生。因此,根据现场情况分析设计了一种能自动检测电机转速的装置,以提高现场电机转速检测的可靠性。
1 理论分析
1.1 西门子S7-300简介
SIMATIC S7-300是一种通用型PLC,适合自动化工程中的各种应用场合,尤其是生产制造工程。采用模块化和无风扇的结构,易于实现分布式配置以及易于掌握等特点,使得S7-300 PLC在生产制造工程、通用机械制造、专用机械制造等工业领域,成为一种实施各种控制任务时既经济又切合实际的解决方案。
西门子CPU 315-2DP技术参数如表1所示。
1.2 SICK电感式接近开关简介
SICK电感式接近开关实用性及可靠性较高,广泛使用在所有工业领域,它能检测金属物体,并且由于外形和尺寸的多样性,适合广泛应用,主要应用场合有:定位检测、输送动作监测、产生计算脉冲信号、速度监测。电感式接近开关由LC振荡电路、信号触发器和开关放大器组成(图1)。
电感式接近开关的工作原理是振荡电路的线圈产生高频交变磁场,从传感器的感应面上释放,当金属材料靠近感应面时,发生磁滞和涡流损失现象,损失的涡流从振荡电路吸收能量从而减少振荡。信号触发器可以检测振荡减少,最终通过开关放大器把开关信号转化为PLC能够接收的信号。
电感式接近开关IM08技术参数如表2所示。
1.3 接近开关检测能力分析
电机最大转速1 500 r/min,换算成以秒为单位是25 r/s,当转盘上只有1个脉冲信号时,接近开关的检测频率是25 Hz,该频率小于接近开关最大开关频率3 000 Hz。因此,接近开关的检测能力是能夠满足现场工况要求的。
1.4 PLC检测能力分析
同理,电机最大转速1 500 r/min,换算成检测周期是40 ms,由于PLC指令使用浮点数计算的运算速度是6.0 μs,位操作的运算速度是0.1 μs,因此在程序中要尽量减少使用浮点数运算,使整个PLC的扫描周期小于40 ms,否则将出现信号检测缺失,导致程序逻辑运算的转速偏差扩大。在本程序运行过程中最大扫描时间是15 ms,短于接近开关40 ms检测周期,因此能够在PLC中可靠稳定运行。
2 实施方案
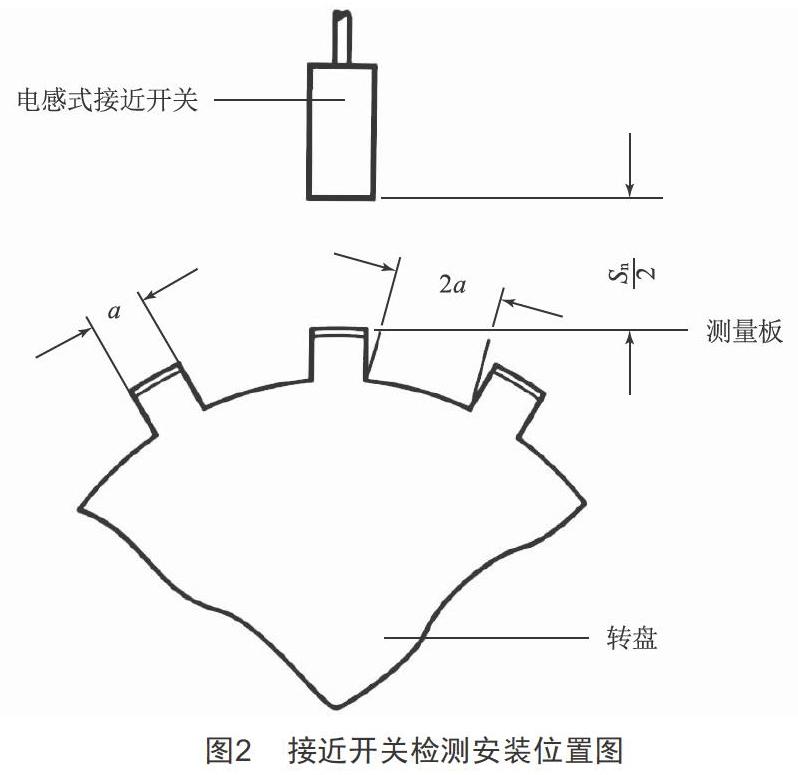
(1)现场电机前轴安装机械连接轴,电机后轴安装电机降温风叶,电机前后轴部分不适合安装转盘。因此设计了一个可以安装在电机机械连接轴上的转盘,转盘上有测量板,用于产生接近开关脉冲信号,测量板a的宽度与接近开关直径相同,都是8 mm。为了提高接近开关检测的可靠性,把Sn/2的距离调整得靠近一些,现场安装的实际距离只有1 mm(图2)。
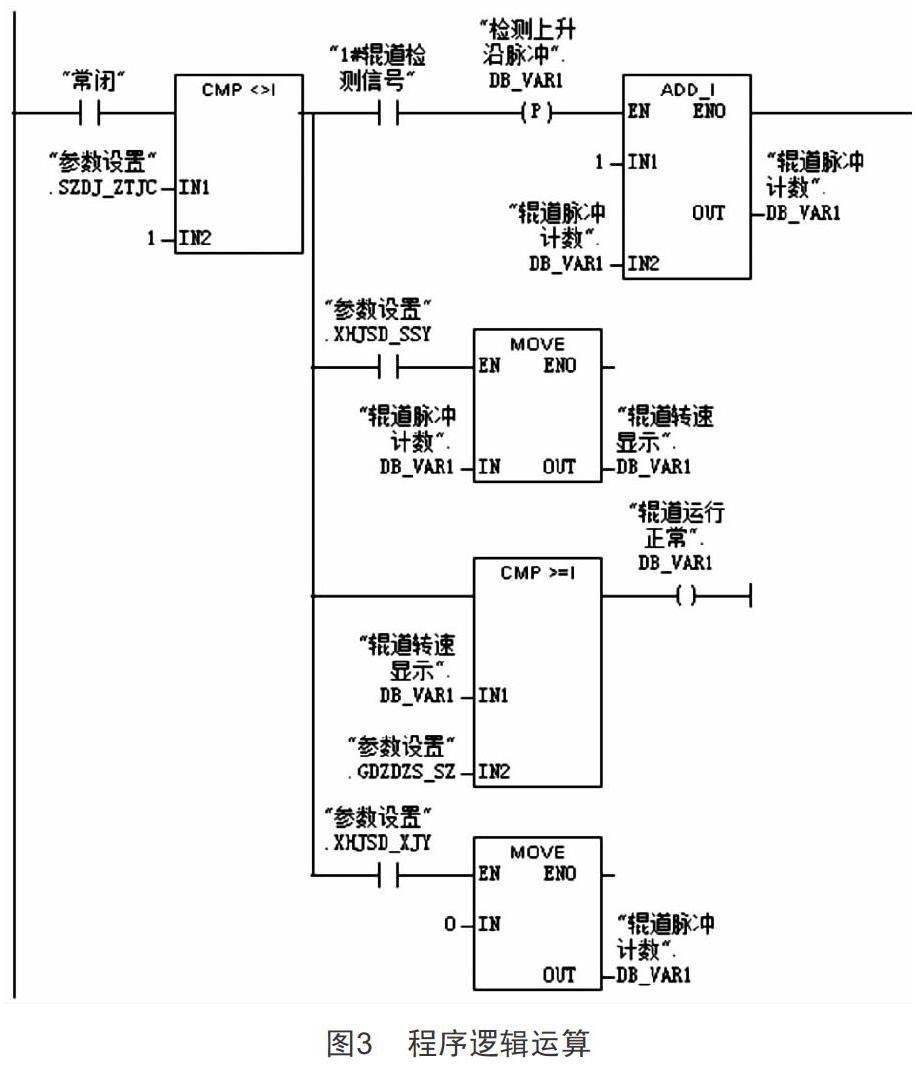
(2)PLC输入模块主要完成接近开关信号采集,通过CPU指令集对检测信号进行逻辑运算,最后输出显示电机实际转速,其中输出辊道报警可以提醒现场作业人员对该电机转速情况进行检查,图3中只编写了1台电机的程序段,130台电机都需要编写程序。
1)“常闭”触点用于程序段是否投入使用;“CMP”比较指令用于在触摸屏设置“参数设置”.SZDJ_ZTJC,与整数1比较后是否投入使用;“1#辊道检测信号”用于现场接近开关输入信号采集;“检测上升沿脉冲”.DB_VAR1指令用于每次取1个上升沿信号;“ADD_I”指令用于“辊道脉冲计数”.DB_VAR1累加运算。
2)“参数设置”.XHJSD_SSY常开触点用于循环计时(60 s),通过“MOVE”指令把“辊道脉冲计数”DB-VAR1输出到“辊道转速显示”DB_VAR1中,用于在触摸屏上显示实际转速。
3)通过“CMP”比较指令把“辊道转速显示”.DB_VAR1与触摸屏上的“参数设置”.GDZDZS_SZ的辊道最低转速进行运算,把“辊道运行正常”.DB_VAR1输出到中继线圈。
4)“参数设置”.XHJSD_XJY循环计数下降沿常开触点,通过“MOVE”指令把“辊道脉冲计数”.DB_VAR1清零。
(3)西门子TP170触摸屏可显示多台电机的转速,为了方便设置参数及观察电机转速情况,把触摸屏安装在现场PLC电控柜中,在触摸屏上设计了辊道报警系统主画面、转速显示画面、报警选择画面,使现场作业人员经过简单培训就能够比较容易地判断电机故障。
1)主画面设置“电机最低转速”参数,当实际转速低于该参数时,“辊道运行正常”指示灯亮。“转速更新时间”显示PLC程序内部转速更新时间,在该项目程序中设置了每60 s更新一次。同时设置了“转速显示”和“报警选择”两个辅助界面。
2)“转速显示”画面可以同时显示130台电机的实际转速,当电机转速低于主画面“电机最低转速”设置参数时,触摸屏对应该电机的表格开始闪烁,同时集中输出报警器开始工作。顶部第一行数字与左边第一列数字相加即对应电机序号,对应电机的转速显示在表格中。
3)“报警选择”画面用于电机报警输出设置,顶部第一行数字与左边第一列数字相加即对应电机序号,需要相应电机接近开关投入检测转速时,在画面中按下电机序号的按钮,此时按钮将从“0”转变成“1”,代表电机报警投入使用;选择“0”代表电机报警未投入使用。
3 效果评估
西门子PLC功能强大,但在实施过程中也遇到了许多问题,比如在刚开始设计接近开关转盘时测试板较小,检测的电机转速不准确,最后把接近开关检测块加大到1/2连接轴,才解决了转速检测不准确的问题。现场工况恶劣,温度高,油污重,也给电机转速检测带来了一些问题,这还需要在检测元件这一块提高可靠性。但是,通过近半年的攻关,该系统已经能够可靠使用,为我厂减少产品质量缺陷提供了可靠保障。
[参考文献]
[1] 西门子(中国)有限公司自动化与驱动集团.深入浅出西门子S7-300 PLC[M].北京:北京航空航天大学出版社,2004.
收稿日期:2020-04-27
作者简介:陈文武(1981—),男,江苏江阴人,工程师,研究方向:电气工程及其自动化。
