基于MATLAB 微束等离子弧焊丝网搭接成形机理研究
2020-08-31何建萍王付鑫刘华荣
徐 磊, 何建萍, 王付鑫, 刘华荣
(上海工程技术大学 材料工程学院, 上海201620)
0 引 言
由于丝网自身的特殊结构,使得丝网在焊接时限制了焊接接头和装配方式[1]。 丝网经线在焊接方向上是不连续分布的,因此,金属量不足,在焊接时丝网经线间的间隙难以被熔化后的金属丝填满,焊后丝网接头处形成的焊点是不连续分布的。 为了得到连续的焊点成形,弥补接头处熔池金属量不足的缺陷,本文采用丝网的搭接接头进行焊接[2-3]。丝网搭接接头的焊接方法有TIG、MPAW、RSW、激光焊等[4]。
虽然国内外许多学者对丝网焊接进行了大量研究,但对于微束等离子弧焊丝网的搭接焊研究很少,对于丝网焊点成形机理的研究更少。 本文采用MPAW 的焊接方法对不锈钢丝网进行搭接焊,研究不同装配方式下其焊点的形貌特征和成形条件,根据其成形条件通过MATLAB 研究其成形机理。
1 试验方法
丝网的装配示意如图1 所示。 图中L 为丝网接头两侧经线间的距离。 本文采用丝径为0.28 mm,目数为20×20 的0Cr18Ni9 不锈钢超细丝网作为试验材料,焊接方法使用MPAW。 在焊接过程中,将焊枪高度设定为2 mm,保护气流量设定为3.5L/min,离子气流量设定为0.5L/min。
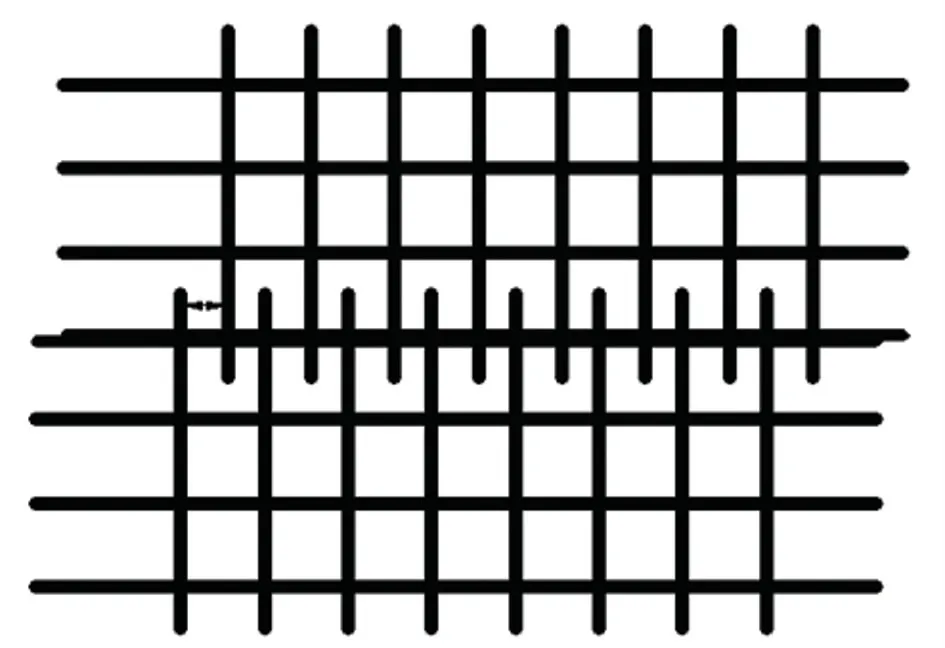
图1 丝网搭接焊接头的装配示意图Fig.1 The schematic diagram of assembly of mesh lap joint
根据不同留丝长度进行组合的6 种丝网搭接装配方式如图2 所示。 在丝网搭接时,要求丝网一侧毛边的经线必须搭接在另一侧的纬线上,通过控制L 的大小实现对上下层丝网经线间距离的控制[5-6]。图2 中当丝网间经线距离L =0 时,上下层丝网的搭配方式依次为长毛边与长毛边搭接、长毛边与中毛边搭接、长毛边与短毛边搭接、短毛边与短毛边搭接、短毛边与中毛边搭接、中毛边与中毛边搭接等6种不同的装配方式。 在装配时,每种搭接方式的上层丝网经线必须与下层丝网的纬线紧密相贴。
2 试验结果分析
2.1 丝网焊点形貌特征及成形条件
本文研究了6 种不同的丝网搭接接头装配方式。 由于每种方式接头处上下层丝网的毛边长短以及丝网经线间距离L 都不同,所以每种装配方式的搭接接头处金属量也不同;每种装配方式中经线间距L 的不同,使得散热条件也有差异[7];不同装配方式丝网搭接接头处待焊丝网金属量不同,在焊接时焊接热输入相差较大,造成接头处形成的焊点差别也比较大。
“蠕虫状”焊点的搭接接头装配方式、对应的装配参数和工艺参数,见表1。 其在5 种不同装配方式、不同工艺参数下的焊点形貌如图3(a)~3(e)所示。 由图可知,除两短毛边搭接由于上层丝网在表面张力的作用下上下丝网的经线未被焊上外,其他几种装配方式焊接成形较好。 其中,图3(b)、3(d)这两种装配方式下成形情况相似,除丝网经线间距离L 相同外,其他参数均不同。 焊接时上下层丝网的经线均熔化并依附下层丝网的纬线上形成类似于“蠕虫状”的焊点。 区别是两者的体积大小不同,图3(b)中下层经线没有熔化,所以金属量比较少,因此它的焊点体积较小。

表1 蠕虫状焊点成形参数Tab.1 Worm-like solder joint forming parameters

图3 不同装配方式的蠕虫状焊点成形形貌Fig.3 The shapes of vermicular welds in different assembly modes
表2 所示为“连续型”焊点的搭接接头装配方式及其对应的装配参数和工艺参数。 其长毛边与长毛边搭接、长毛边与短毛边搭接、中毛边与中毛边搭接、中毛边与短毛边搭接以及两个短毛边搭接的焊点形貌分别如图4(a)~图4(f)所示。 由图4(c)可知上下层丝网的中毛边紧密的相贴在一起,并且上层丝网经线与下层丝网的纬线紧密的焊接在一起。 这些焊点体积较小,呈线状首尾相连,形成一条连续的焊缝。 同等条件下当L =0.36 mm,焊点的成形如图4(d)所示:上层丝网经线位于下层两经线之间,并且与下层纬线焊接在一起,形成的焊点断断续续。 这种结果是由于上层经线过长,阻碍了焊接时金属液的流动。 由图4(e)、4(f)所示,在除装配方式与经线距离L 改变,其它条件不变时,形成的连续焊缝类似,并且该焊缝成形光滑、牢固,焊接质量较好。

表2 连续型焊点成形参数Tab.2 Continuous solder joint forming parameters

图4 不同装配方式的连续型焊点成形形貌Fig.4 Continuous solder joint forming morphology in different assembly modes

图5 不同装配方式的三角形焊点成形形貌Fig.5 Shapes of triangular solder joints in different assembly methods
“三角形”焊点的搭接接头装配方式及对应的装配参数、工艺参数,如表3 所示。 其长毛边与长毛边搭接及两个短毛边搭接的焊点形貌分别如图5(a)、5(b)所示。“三角形”焊点成形要求L 为0 mm,在焊接速度相同的条件下,长毛边在焊接热输入较大的情况下与短毛边较小焊接热输入的焊接情况类似,同样形成了“三角形”焊点。 二者区别在于:1)图5(a)中焊点是由上层丝网的一条经线与下层丝网两条上翘经线熔化。 由于两条上翘的经线比上层丝网的下凹经线高,最先接触电弧,所以在上层丝网的纬线上先熔化形成焊点;而图5(b)中焊点是由上层丝网的两条上翘的经线与下层丝网的一条下凹经线融化。 由于高度不同,所以上层经线先熔化后与下层经线在下层丝网纬线上形成焊点。 2)图5(a)中丝网长毛边的金属量比短毛边大的多,所以形成的焊点体积较大。

表3 三角形焊点成形参数Tab.3 Delta solder joint forming parameters

表4 四方形焊点成形参数Tab.4 Four square solder joint forming parameters

图6 不同装配方式的四方形焊点成形形貌Fig.6 Four-square solder joint forming morphology in different assembly methods
表4 所示为:不同装配方式、焊接速度、焊接电流和热输入以及L 为0 的情况下“四方形”焊点的形成条件。 其长毛边与中毛边搭接、中毛边与中毛边搭接、中毛边与短毛边搭接的焊点形貌分别如图6(a)、6(b)、6(c)所示。
在接头两侧丝网经线间距离L 同等于0 的情况下,上下层丝网的经线与下层纬线焊接在一起。 由图6(a)可知下层丝网的左侧经线均未融化,并且在焊接过程中阻碍了上层丝网左侧经线与下层丝网的液态流动,由于在焊接过程中金属量少,所以形成了不规则的、体积较小的“四方形”焊点。 由图6(b)可知,丝网的留丝方向同样会影响焊点的成形。 留丝方向为下凹的下层丝网经线与电弧形成焊接回路,造成留丝方向为上翘的上层丝网经线先熔化,而下层丝网经线未熔化,形成的焊点成形较差。 由图6(c)可知,在焊接热输入增大后,下层丝网的短毛边与上层丝网的毛边几乎同时熔化,比前两种条件下的金属量多,形成的“四方形”焊点更加牢固,同时也可以达到单面焊双面成形的效果。
2.2 搭接接头丝网焊接的焊点成形原理
蠕虫状、 连续型和四方形焊点的接头装配条件、焊接位置条件、热输入条件及焊接位置的金属量均有所差异。 以接头两侧经线间距离L、平均热输入X2、接头上层丝网毛边长度X3和接头下层丝网毛边长度X4为自变量,分别对蠕虫状、连续型和四方形焊点体积目标函数Y1、Y2和Y3进行多项式拟合。通过MATLAB 对不同形貌焊点体积及成形参数进行误差计算,得知其相对误差均小于0.05%,对结果产生的影响较小。 通过MATLAB,在控制一定变量的情况下进一步研究各自变量对不同形貌焊点成形的具体影响。
2.2.1 “蠕虫状”焊点的成形机理
表1 中,蠕虫状焊点成形参数及焊点体积Y1为目标函数的拟合,如公式(1)所示。

图7 所示为“蠕虫状”焊点在接头两侧经线间的距离为0 mm,下层丝网长度分别为0.3 mm 和0.65 mm时,不同平均焊接热输入下,焊点体积随上层丝网毛边长度的变化情况。 图7(a)中,除X2=14 kJ 时,焊点体积Y1随着X3的增大而逐渐减小直至趋于平缓外,当X2>14 kJ 时,焊点体积Y1随X3的增大逐渐增大。 其中,当X2为14.5 kJ 与15 kJ时,焊点体积Y1 随X3 的增大先增大,后逐渐减小直至趋于平缓。 由于当X2=14X kJ 时焊接平均热输入X2较小,随着X3 的增大散热条件增强,而焊接热输入不足以熔化更多的丝网毛边所致。 当X2>14 kJ 时,随着X2 的增大,焊接热输入对于焊接的影响远远大于散热条件的影响,使得距焊点中心更远的丝网毛边熔化,并且随着X2 的增大Y1也逐渐增大。 当X3=0.8 mm 时,焊接热输入为14.5 kJ 与15 kJ 时,焊点体积Y1 达到最大值。 但是,不同热输入情况下的焊点体积也不同。 这是由于随着X3的逐渐增大,散热条件逐渐得到改善,在X2 =14.5 kJ时焊接热输入并不足以使上层丝网全部的毛边熔化,所以此时的焊点体积Y1 小于焊接热输入为15 kJ 与15.5 kJ 时的焊点体积。 图7(b)中焊点体积Y1的变化趋势与图7(a)中相似。 最大的区别在于当X3 相同时,随着X4 的增加焊点体积Y1 的总体值变大,焊点体积的最大值也增大。 由于在相同条件下,下层丝网毛边长度X4的增大会使得接头的待焊金属量增多,造成了焊点体积的总体增加。
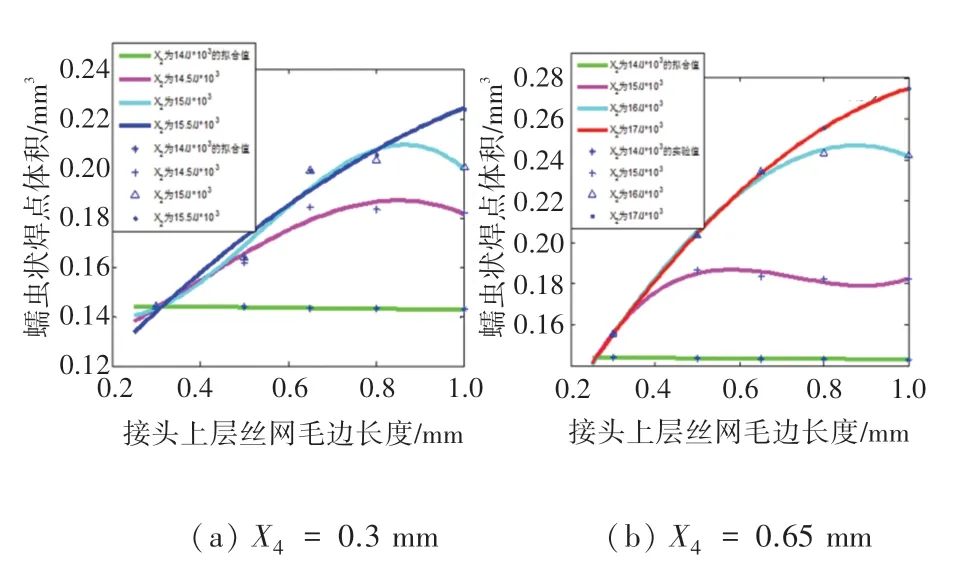
图7 蠕虫状焊点成形参数与焊点体积的关系Fig.7 Relationship between worm-shaped solder joint forming parameters and solder joint volume
2.2.2 “连续型”焊点的成形机理
表2 中连续型焊点的相关成形参数及连续型焊点体积Y2为目标函数的拟合,如公式(2)所示。

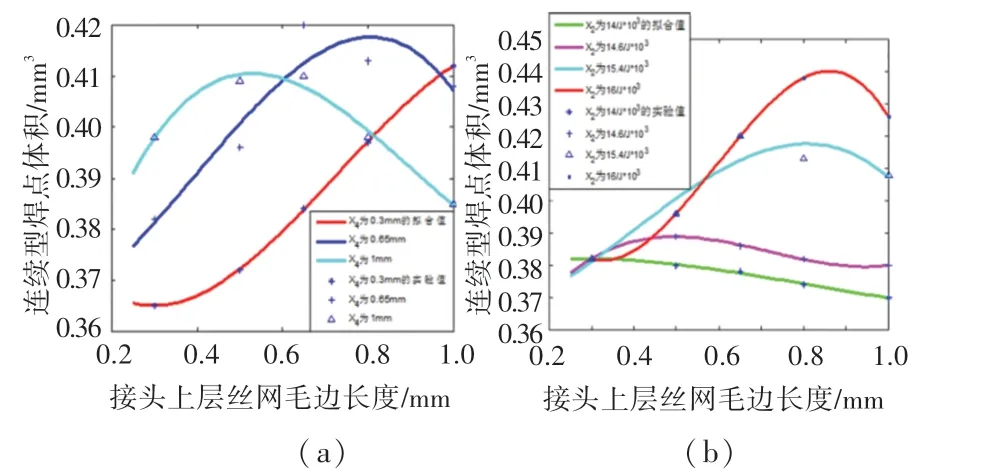
图8 连续型焊点成形参数与焊点体积的关系Fig.8 The relationship between continuous solder joint forming parameters and solder joint volume
图8 (a)所示为连续型焊点,在L 为0.36 mm、X2为15.4 J×103时,焊点体积Y2 随X3 的变化情况。由图可知,除X4为0.3 mm 外,其他条件下焊点体积Y2随着X3的增长先逐渐增加,后渐渐减小。 由于当X4为0.3 mm 时,焊接热输入对其的影响要远远大于散热条件的影响。 此时下层丝网毛边可全部熔化,并随X3增大。 待焊金属量增加, Y2也随之增大。 X4为0.65 mm 和1 mm 时,在同等条件下Y2达到最大值后,随之慢慢减小。 其主要原因是此时焊接热输入并不足以将其上下层丝网的毛边都熔化。随着X3的增加,焊接位置的散热条件增强,所以焊点体积Y2会减小。 图8(b)为在L 与X4为定值时,焊点体积Y2随X2的变化趋势。 由图8(b)可知,在X3为0.3 mm 时不同热输入条件下焊点体积相同。而随着X3的增大,除X2为14 kJ 外,其他热输入条件下焊点体积均先增大后减小。 原因在于随着X2的增大,可以熔化更多的母材,所以Y2逐渐增大。随着X3的增大,焊点附近的散热条件逐渐改善,所以会造成Y2的减小。 另外图8(a)与图8(b)最大的区别在于当X2相同时,图8(b)中焊点体积Y2的总体值均大于图8(a)中的Y2值。
2.2.3 “四方形”焊点的成形机理
以表4 四方形焊点的成形参数以及焊点体积Y3为目标函数的拟合如公式(3)所示。

图9(a)所示为四方形焊点在L =0 mm、 X4=0.3 mm时不同焊接热输入下Y3随着X3长度变化的趋势。 由图9(a)可知,随着X2的增大,Y3也随之增大。 当X2为14.5 kJ 与15 kJ 时,Y3随着X3的增大先增大后减小。 图9(b)将X4增加为0.65 mm,其他条件不变。 通过比较可知,随着X4的增加,四方形焊点体积Y3总体增加,这是由于在同等条件下待焊金属量增加的原因。 另外,还可以看出,当X2较大时,焊点体积Y3随X3的增加而变化率增加。
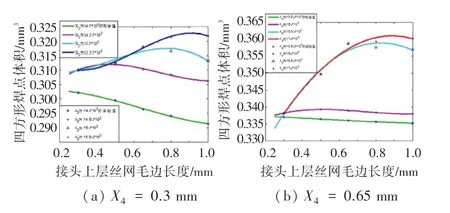
图9 四方形焊点成形参数与焊点体积的关系Fig.9 Relationship between forming parameters of square solder joints and solder joint volume
3 结束语
(1)使用微束等离子弧焊对不锈钢丝网的搭接进行焊接时,形成了“蠕虫状”、“连续型”、“四方形”、“三角形”等四种特殊的焊点形貌。
(2)在焊接过程中装配方式、丝网经线间距、丝网留丝长度等不同,将对待焊金属量、焊点体积等产生影响,进而影响焊接熔池的大小和分布,所得到的焊点形貌也会不同。
(3)在一定条件下,平均热输入的增加,使得焊点体积也会、所需丝网上层毛边长度也随之增加。丝网下层毛边长度的增加,使得焊点体积总体增大。当X3增加到一定程度时,由于散热条件的影响使焊点体积减小。