激光切割在钢结构制造中的应用
2020-08-30包慧慧
李 燕,包慧慧
(浙江品臻建设有限公司,浙江台州 318020)
0 引言
激光切割是当前制造业当中技术最先进的切割方法,主要通过高效率和高精度的特点,在制造行业当中已经得到了大量的应用,解决了制造业生产过程中许多传统设备无法解决的难题,在工业生产与企业发展过程中发挥了不取代的作用。在加工行业当中来选择激光切割技术,高精度、高智能化的激发切割技术发展,可以有效缩短工件的制造时间,有效的提高了在工业制造上的质量,给企业带来良好的经济效益,促使企业拥有更好的发展前景。
1 激光切割概念
激光切割的技术主要是通过,激光光束来照射到钢板的表面,通过散发的能量来使得不锈钢融化达到切割的目的。以其速度快和质量高的切割特点,并且在激光切割完成之后的表面通常呈现切口狭窄,且表面比较光洁的状态,已经被广泛应用到切割工艺当中。激光切割作为一种精密的切割方法,几乎可以对所有材料来进行切割,包括一些钢结构的二维或三维切割等。其切割路径的优化主要涉及零件的切割顺序以及打孔选择等一些局部处理方式。激光切割在钢结构当中的应用,主要是对一些机车或者机体辅助装置的部件来进行切割,在切割的过程当中,能够实现机器的控制自动化,同时也能够降低成本,为产品带来更高的效益。除此之外,通过在钢结构切割中进行合理的切割路径选择,可以对刀具的空行程进行有效控制,打孔点更加合理,有效避免了空洞造成的翘起碰撞问题,已经取代原先的冲压加工和机器加工的方法,有效提高了切割效率,在公司当中使用一套完善的数控切割方法,可以给公司当中研发新构件带来稳定的保障。
2 激光切割质量的影响因素及评价指标
激光切割是一个热物理过程,复杂激光与材料相互作用的过程中涉及许多因素,其中,激光参数以及切割速度、被加材料特性是最主要的三个方面。在实际操作过程中,随着激光设备的选择而产生的光束物性也将对切割质量产生影响。通过对国内外与激光切割的相关文献进行阅读与总结后可以得出,切缝宽度以及切割面的倾斜角等评价激光切面质量的主要指标,如图1所示。如切缝宽度,受到光束模式与聚焦后的光斑直径直接影响,在进行碳钢薄板切割时,光斑直径与切缝宽度基本上处于相等的情况,如切割面的倾斜角,如图1 所示,是由于在切割过程中出现的上下缝之间缝宽不同造成的倾斜度,也是对激光切割质量进行评价的重要指标之一。
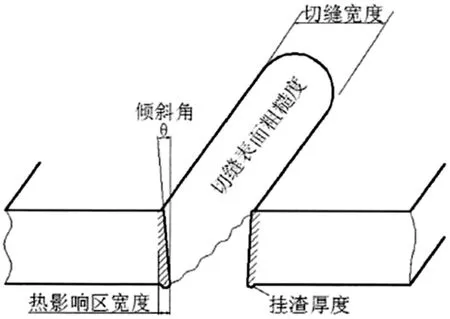
图1 激光切割质量评价指标
3 激光切割在钢构造当中的实际应用
在激光切割钢构件当中,主要是通过高功率的聚焦激光束给钢构件进行照射,在相当短的时间当中,就可以将钢构件加热到上万的摄氏度,使得在照射处的钢构件能够快速的进行熔化,并蒸发到空气当中,然后再借用高速气流的设备,将切缝中的熔化物质进行吹除,对钢构件进行切割的目的,在进行激光对钢构件进行切割时,要选择好激光切割的工艺参数,并结合具体钢构件的零件来进行设定,以使得激光能够更精确地对钢构进行切割。
3.1 激光功率的选择
在激光切割的过程当中,激光功率对钢构件的质量会产生比较大的影响,激光功率较小,切割的钢材厚度也较小,反之,激光功率越大,所切的钢材厚度也可以越厚。在切割相同板厚的钢材时,由于钢材的实际构成材料不同,所采取的激光功率也不同,并且由于激光功率的变大,在钢构件当中的缝隙也会变大,主要根据以下方面来进行参考,在切割3mm 的钢板时,可以采取2800W 的激光功率;在切割3mm 的不锈钢板时,用3000W 的激光功率;在切割3mm 的铝板时,采取1500W 的激光功率;针对非常厚的钢材,例如40mm 的碳钢或者不锈钢时,可以采用12000W 的激光功率。并且在激光切割当中的激光功率的增加,也会使得切割速度变快,若钢构件十分厚,就要采用较低的氧气压力和大直径的激光喷嘴,以避免烧坏钢构件当中的切口边缘。
3.2 切割速度的设定
光切构的过程当中,切割速度的快慢也是影响构件质量的重要原因之一,在激光功率相同时,不一样的切割速度,对于工件的质量和在刚构件后面的熔化物质也不一样。在切割速度较慢时,构件的照射激光时间也较长,氧气提供也比较足,进而使得钢件发生严重的氧化反应,并且由于切割温度较高,时间较长,在构建当中的缝隙也较大,熔物也较多;切割速度越快,工件的质量也越好,切缝也比较整齐,并且熔物也较少。但是激光切割速度过快,在钢构件切割当中,来不及氧化就已经冷却,容易在钢构件当中形成挂渣。在进行切割时,切割功率主要影响钢构件的切缝宽度,切割速度起次要作用,所以在具体进行切割钢构件时,要选择适宜的切割速度,具体如下,在切割3mm 的钢板时,要采用3.2m/min 的切割速度;在切割3mm 的不锈钢板时,采用3m/min 的切割速度;在切割10mm 的钢板时,要采用1.2m/min 的速度来进行切割;在切割40mm 的碳钢时,可以采用0.65m/min的速度来进行切割。选用合适的激光功率和速度,可以将钢件的质量得到最大的保证。
3.3 辅助气体的种类和压力的设定
在设定好相应的激光功率和激光速度之后,要选择合适的辅助性气体来,来吹走在切割过程当中的熔物,来保证钢构件切割面的整洁干净,同时也能够使得切割效率变高和切割深度变深。同时也保护到切割的机器,因为在切割的过程当中很容易受到熔物飞溅带来的损坏。切割过程当中采用不一样的辅助气体,对于钢构件的形成质量也会有一定的影响,因此,对于辅助性气体的选择也非常重要,具体的选择方式如下,氧气一般比较适合在切割碳钢材时进行使用,氮气一般在切割不锈钢钢材时比较适合。在采用氧气作为辅助性气体时,在激光切割当中的功率和速度一定时,氧气的压力越大,氧化反应在钢材当中的现象也会越强烈,形成的钢构件质量也越低;氧气的压力越低,则可能会出现钢板切不透的现象,但是在已切割的钢构件当中质量较好。一方面,在具体切割钢材的过程当中要考虑到实际的成本,只要在切割过程当中的钢构件表面不影响产品的正常使用,那么就可以使用氧气来作为辅助性的气体。另一方面,在用氧气作为辅助性气体,切割一些不锈钢的钢材时,由于不锈钢钢材当中合金元素含量较大,在切割时熔物的黏度也比较大,若选择氧气切割的方法,容易在不锈钢的表面形成粘渣的情况,从而引起产品上的质量问题。所以,在切割不锈钢钢件时,可以采用氮气的方式,对不锈钢的表面进行无氧化的保护作用,可以切割出质量较好的不锈钢钢材,也满足了对于不锈钢钢材断面整洁干净的要求。用氮气作为切割的辅助性气体一般比较适合质量要求较高的不锈钢零件。
3.4 切割过程总体设定
在选择完切割的功率速度和辅助性气体时,要对切割工艺进行全面的调整,首先在焦点位置的调整上,焦点位置可以直接影响到切割点的具体形成面积,在一定的功率速度下,焦点面积越大,在钢材集中点面积上的功率也就越小,从而发生钢材切割不透的现象,另外,如果焦点没有对准好位置,则很容易使得切割出的钢材达不到理想的效果,所以在激光的焦点一般在钢材的表面往下1/3 处左右。其次是要调整合适的喷嘴高度,喷嘴的高度越大,就会使得喷出的辅助性气体不稳定,进而影响到切割的效率与质量,因此,在选择喷嘴高度时,一般选择较小的喷嘴高度。最后,要注意钢材的表面情况,如果钢材表面不是很平整有断点的情况,那么就很容易会影响到切割完成之后的质量,所以在钢材进行切割之前,要对钢材表面进行打磨,打磨之后再使用激光来进行切割。
4 结语
综上所述,激光切割在钢构件的切割当中已经被广泛的应用,在激光切割的过程中,只有将激光的功率、速度、辅助性气体以及其他工艺参数调整好,才能发挥出激光切割的总体优势,获得稳定质量的钢材。所以,这就需要工作人员在进行切割时,要严格把控好激光切割的参数,以此来保证切割产品的质量。
