基于超声相控阵技术的复合钢板内表面裂纹检测与分析
2020-08-30沈成业金学峰杜斌康钱盛杰
沈成业 金学峰 金 伟 杜斌康 钱盛杰
(宁波市特种设备检验研究院)
在石油化工行业中,有较多的生产工艺操作环境是高温高压、介质具有腐蚀性的,压力容器设计制造时材料的选用应兼顾高强度、耐高温和耐腐蚀性,但是同时满足上述条件的合金材料往往成本较高,为了降低制造成本同时又能满足严苛的操作条件,一般使用复合钢板作为压力容器的材料[1]。 复合钢板可以分为金属复合钢板和非金属复合钢板两大类[2],其中金属复合钢板中的不锈钢复合钢板是以碳钢或低合金钢为基层单面贴合不锈钢的复合钢板, 具有必要的强度,同时还具备耐热性能和耐腐蚀性能[3],笔者主要探讨碳钢不锈钢复合板。 虽然复合钢板耐腐蚀性能较好,但在使用过程中,由于工况异常或者复合板制造原因, 如果复层存在损坏和脱落现象,将会使容器基层金属直接曝露在高温和腐蚀环境下,造成腐蚀、应力腐蚀等损伤,从而导致容器失效破坏[4]。 根据TSG 21—2016《固定式压力容器安全技术监察规程》, 衬里层检测一般采用宏观检验,复层表面采用无损检测,上述检测方法往往需进入容器内部进行检验。 宏观检验有一定的局限性, 对肉眼不可见的细微裂纹容易出现漏检,宏观检验和表面无损检测都无法确定裂纹深度。 而对于无法进行内部检验的压力容器,可采用可靠的技术,比如超声检测,常规超声检测虽然可以检测出裂纹,但是由于裂纹的不规则性且无法成像显示,很难实现准确的裂纹深度测量[5]。因此尝试用超声相控阵检测方法来检测复合板复层裂纹。 超声相控阵仪器通常为多通道、多晶片,可对缺陷进行成像,并能进行精确定位与测量,具有检测效率高、漏检率低、灵活性好及多种成像方式等优点[6]。 针对重点设备可采用超声相控阵技术进行快速、大面积扫查,以发现其中的危害性缺陷,笔者以CIVA 仿真为前提,结合对定制试板的检测,探讨了超声相控阵技术对复层裂纹检测和裂纹扩展监控的可行性。
1 基层裂纹CIVA 仿真
通过CIVA 仿真, 模拟相控阵以设备基层外表面作为检测面,复层内表面径向裂纹的响应情况。 所采用的相控阵探头参数如下:
传感器类型 线形相控阵探头
聚焦类型 单点聚焦
阵元数目 16
阵元宽度a 0.5mm
阵元间距d 0.6mm
信号中心频率 5MHz
信号带宽 60%
仿真对象为复合钢板,厚度为22mm(基层)+3mm(复层),基层材料为20,内衬材料为304 不锈钢,裂纹起源为设备的内表面,并向径向扩展。为了确定裂纹是否扩展至基层,本次仿真分别设置了3 个不同深度的径向裂纹, 如图1 所示,裂纹从左至右分别为L1、L2、L3,裂纹深度从左至右分别为2、3、5mm。
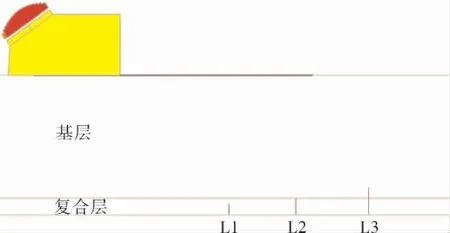
图1 缺陷响应模型
根据上述模型,在CIVA 中进行仿真计算,得到如图2 所示的缺陷响应 (从左至右分别为L1、L2、L3 裂纹)。 从图2 中可以看出,该方法能检测出深度为2、3、5mm 的径向裂纹,且具有很高的检测灵敏度,深度越深,缺陷回波越高。 开口裂纹的下端回波波幅较高,裂纹上端点的衍射波信号回波波幅较小。 不同深度裂纹的相对声压幅值比对如图3 所示(从左至右分别为L1、L2、L3 裂纹)。

图2 不同深度裂纹的缺陷响应仿真
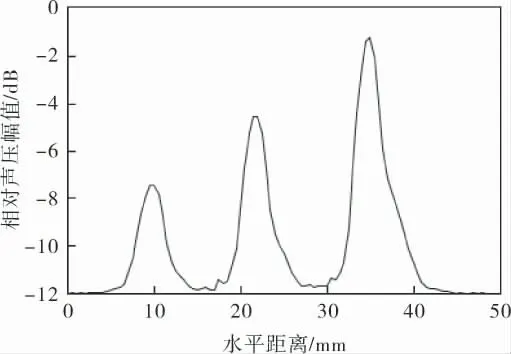
图3 不同深度裂纹的相对声压幅值
2 试样检测
根据仿真结果可以看出超声相控阵对复合板复层裂纹检出率较高。 根据仿真的检测工艺,笔者设计制作了检测试板,并对检测试板进行相控阵检测。
检测试板为一块304 不锈钢+20 复合板,规格为300mm×180mm×(22+3)mm,如图4 所示。 在不锈钢复层侧外表面设置3 处人工裂纹,为了满足裂纹扩展至复层内部, 复层与基层结合处,及基层处的检测要求, 裂纹深度分别为2、3、5mm,对应长度分别为4、5、7mm。
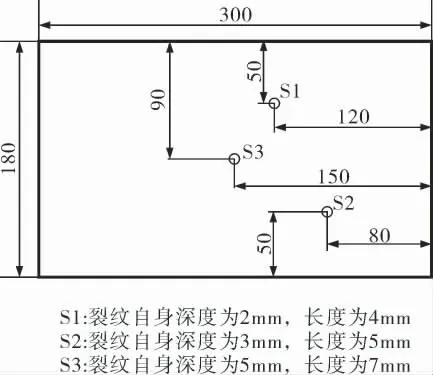
图4 带人工裂纹的检测试板
检测时相控阵探头在复合板基层侧进行粗扫,粗扫确定裂纹的个数和大致位置,再对每个裂纹进行细扫,确定裂纹的长度和深度。 采用相控阵斜探头扇扫检测,扫查角度范围是35~65°,焦点设置在复合板的底部,裂纹的检测数据如图5 所示。从扇扫检测数据可见3 个裂纹的A 超裂纹波幅较高,B 扫和D 扫裂纹成像清晰, 有一定的不规则性,分别分布于钢板底部到复合层的不同深度, 可以精确测量出裂纹的深度,C 扫数据清晰记录了裂纹的俯视信号,可以测量得到裂纹的长度。 最后,根据相控阵后处理软件的测量分析,得到3 个裂纹的测量数据为:S1 裂纹扩展深度2.1mm,长度4.2mm;S2 裂纹扩展深度3.2mm,长度5.1mm;S3 裂纹扩展深度5.3mm, 长度7.3mm。 在本次试验中,实测值接近实际值,不考虑裂纹加工和检测的影响,相控阵检测技术对裂纹深度测量的误差小于6.7%, 相控阵检测技术对裂纹长度测量的误差小于5.0%。 根据数据分析,S1 裂纹处于复合层中, 未开裂至结合面,S2裂纹处于复合层中,已经开裂至结合面,S3 裂纹最为严重,起源于复合层底部,已透过复合层开裂至基材。
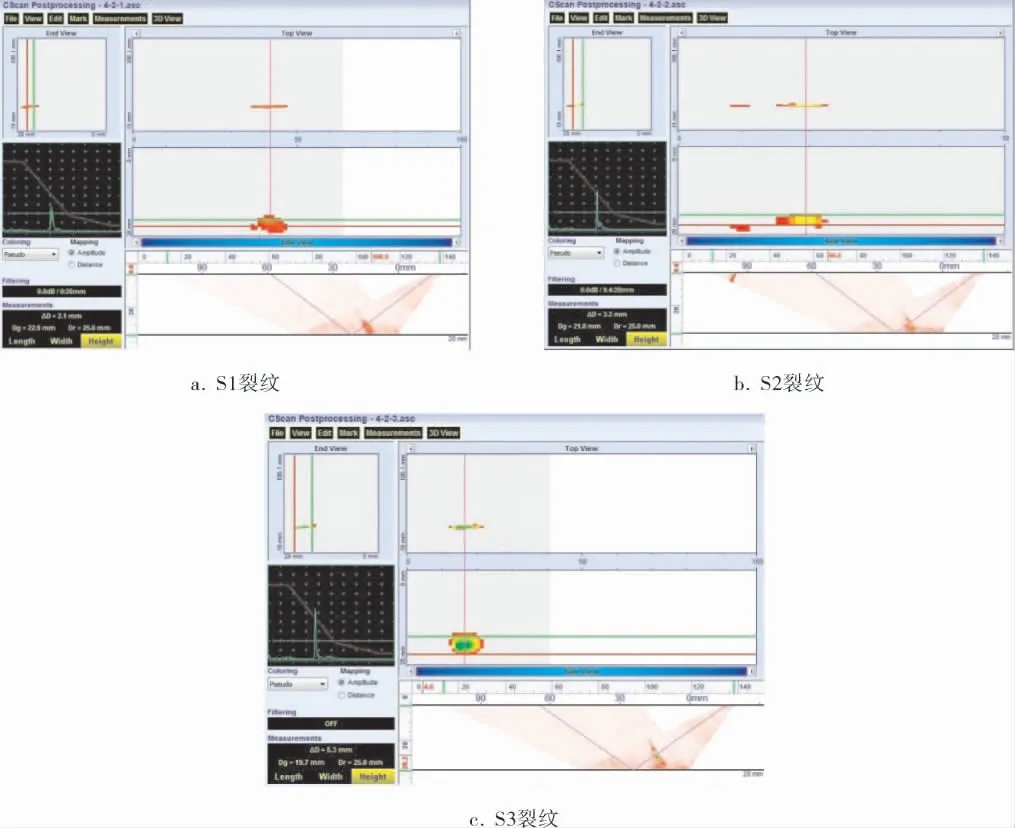
图5 裂纹检测数据分析结果
3 结束语
通过对裂纹相控阵CIVA 仿真和试块人工缺陷的检测试验,超声相控阵检测方法以基层侧为检测面对复层表面裂纹的检测具有可行性,通过A、B、C、D 多种成像方式可以对裂纹的深度和长度进行较为准确的测量。 对于复合钢板制压力容器,如果无法进行内部检验时可采用超声相控阵检测技术,可以从外壁进行检测,准确测量裂纹的深度,能对裂纹的扩展进行实时监控。
